
Abstract
Nimonic C263, a nickel-based superalloy and has extensive application in the fabrication of high-performance components like casings and exhaust structures in gas turbines, automotive systems and aircraft engines. Conventional machining of this alloy is very challenging as it has high strength, poor thermal conductivity and strong chemical affinity with tool materials. In this research work, laser beam machining is used to machine Nimonic C263 sheets to analyze the influence of laser power (Watts), cutting speed (m/min), gas pressure (Bars) and focal position (mm) on the surface roughness (µm), kerf width (mm), kerf taper (°) and heat affected zone (µm). The outcome of these critical process parameters is evaluated terms of analysis of variance and meticulous scanning electron microscopy analysis on the machines surface. Technique for order of preference by similarity to ideal solution (TOPSIS) is used to combine multiple responses variables into a single response by determining the closeness coefficient and further optimized using a hybrid grasshopper optimization algorithm (GOA) (combined TOPSIS based GOA). A confirmatory experiment is carried out under optimized conditions showing an improvement of 4.84% in overall response, validating the effectiveness of the proposed hybrid approach.
Similar content being viewed by others

Introduction
Rolls-Royce Ltd. in 1971 developed a superalloy made up of nickel, chromium, cobalt, and molybdenum named as Nimonic C263 and it was invented by as an advanced alternative to Nimonic alloy 80A. For enhancing the ductility in welded components by maintaining proof stress and creep strength properties this alloy is engineered. Nimonic C263 is an ideal material for high-temperature and high-strength applications, especially in the heated areas of gas turbines in the aerospace industry. Nimonic C263 possesses exceptional ductility and fabrication characteristics as it is produced in annealed condition, enabling both cold and hot forming processes. This alloy has a preferred choice in engineering applications where performance and reliability has a prime importance because it has excellent thermal stability, corrosion resistance, and mechanical integrity under extreme conditions1,2.
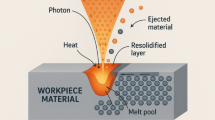
Nimonic C263 is selected for this study because it has widespread application in aerospace and other high-performance industries, where components must endure elevated temperatures, corrosive environments, and significant mechanical stresses. Conventional machining of this alloy pose significant challenge due to its inherent material properties high strength, rapid work hardening and low thermal conductivity. Nimonic C263 shows a poor surface quality, excessive tool wear, and dimensional inaccuracies due to machine by traditional approaches. Non-conventional machining technologies, such as laser beam machining (LBM), have emerged as effective solutions to tackle these challenges. LBM is a material removal process based on thermal energy, uses a high-energy, coherent laser beam to achieve precise cuts by transferring thermal energy to the workpiece surface by melting and vaporizing material. The fabrication of complex geometries in difficult-to-machine materials like Nimonic C263, composites, and other superalloy with high accuracy is easy with this machining. LBM produces high-quality cuts with narrow kerf widths, minimal heat-affected zones (HAZ), reduced material deformation, tight tolerances, negligible tool wear, and low noise levels. Therefore, it is considered as a cost-effective and efficient process for industries such as aerospace, automotive, tooling, die-making, and surgical instrument manufacturing3.
Immense research has been conducted on the machinability of various alloys, superalloys, and composites by using laser cutting. The most of the research performed to optimize process parameters to enhance the cut quality. Yilbas et al.4 investigated gas-assisted laser cutting and found out that increasing cutting speed reduces kerf width. Higher laser power increases the kerf width. The study reported that minimal kerf width resulted in superior cut quality. Joshi and Sharma5 explored Nd:YAG laser cutting of thin aluminum sheets. The study examined metallurgical changes and dimensional accuracy of kerf geometry. Patel and Bhavsar6 examined how laser power, cutting speed, duty cycle, frequency, and gas pressure affect surface roughness, kerf taper, and heat-affected zone (HAZ) in the CO2 laser cutting of 10 mm thick die alloy steel. Lamikiz et al.7 evaluated how process parameters influence the metallurgical characteristics during the laser cutting of advanced high-strength steels. Prusa et al.8 proposed a computational model to evaluate cutting speed, heat conduction losses, and temperature distribution in HAZ during laser cutting of thick materials. Neimeyer et al.9 examined the effects of laser cutting parameters on mild steel surface quality. The study found out that high cutting speeds and low assist gas pressure optimize average surface roughness. While, workpiece thickness having minimal impact on cut quality. Similar striation pattern observations were reported by Yang et al.10.
Recently, researchers have utilized different statistical methods, including response surface methodology (RSM) and regression analysis, to examine how process parameters influence the results of laser cutting. In this context, Rajamani and Tamilarasan11 employed RSM to model and optimize laser parameters (like power, speed, and frequency) for improved surface quality and minimized kerf widths by establishing reliable statistical relationships. Choudhury and Shirley12 used RSM to find the influence of cutting speed, laser power, and compressed air pressure on surface roughness and HAZ in polymeric materials. Kurt et al.13 analyze the effect of cutting speed, laser power and gas pressure on surface roughness and dimensional accuracy in engineering thermoplastics by analysis of variance (ANOVA) and regression analysis. Mathew et al.14 studied the effect of pulse energy, gas pressure, cutting speed, and pulse length on HAZ and kerf taper by using RSM in pulsed Nd:YAG laser cutting of carbon fiber-reinforced plastic composites. Hernandez-Castaneda et al.15 conducted a statistical study of laser cutting of wood using RSM. The input parameters selected in this work are laser power, number of passes, cutting speed, focal location, gas pressure, and cutting direction, kerf depth, specific energy consumption, and mass removal are the responses. Wee et al.16 proposed a multivariate regression model to find the effects of irradiance, interaction duration, and assist gas pressure on striation angle, wavelength, and separation line depth in ceramic laser cutting. The study reported a predicted data is aligned well with experimental data. Recent studies have documented significant improvements in laser machining and laser-assisted machining of nickel-based superalloys. Xu et al.17 studied surface integrity in laser-assisted machining emphasizing the impact of laser parameters on microstructural changes. Alsoruji et al.18 used TGRA-based optimization for laser drilling of Inconel 718. Rao et al.19 used statistical and experimental techniques to improve the machining performance of IN625. Techniques for intelligent optimization have also been studied in recent years. Rangilal et al.20 employed ANN-GA for Monel 400 machining optimization. Otto et al.21 highlighted the importance of systematic parameter optimization in their review of laser micromachining of nickel-titanium alloys.
Despite the immense study on laser machining, a significant research gap exists concerning Nimonic C263. Nimonic C263 is a nickel-based superalloy and possesses exceptional hardness and superior temperature resistance. It has wide utilization in manufacturing of high-performance components such as exhaust sections in aerospace, nuclear reactor, gas turbine, automotive, biomedical, chemical industries, and marine1,2,22. Pasts works reported abundant volume of literatures on numerous grades of materials viz. Titanium, Inconel, Tool steel5,6,11,17,18. Therefore, a systematic investigation into the machinability of Nimonic C263 is essential to guide tool engineers in selecting appropriate cutting strategies that minimize rapid tool wear, enhance surface integrity, and ensure dimensional accuracy of aerospace components. The alloy is mainly made up of nickel, chromium, cobalt, and molybdenum, along with small amounts of tungsten and niobium. It demonstrates outstanding resistance to creep, corrosion, high-stress rupture, and oxidation when exposed to high temperatures. However, its poor thermal conductivity and low thermal diffusivity, combined with these superior mechanical and thermal properties, render conventional machining of Nimonic C263 particularly challenging. Nevertheless, the material can be easily machined using unconventional processes such as laser beam machining (LBM). The literature shows laser power, cutting speed, and gas pressure as critical parameters affecting cut quality17,18,19. Focal position plays a critical role in laser machining as it governs the location of maximum energy density relative to the workpiece surface. Variations in focal position significantly influence kerf geometry, penetration depth, heat-affected zone (HAZ), and surface integrity. Improper focal adjustment can lead to excessive melting, poor dimensional accuracy, and increased thermal damage3,16. Therefore, systematic evaluation of focal position is essential for achieving optimal machining performance and maintaining microstructural integrity.
Considering the thermo-physical properties of Nimonic C-263, focal position can significantly influence energy distribution and machining quality. Therefore, it is included as a controllable parameter and statistically analyzed in the present study. Despite the growing adoption of hybrid multi-objective optimization strategies in advanced machining research, the application of a TOPSIS-based grasshopper optimization algorithm (GOA) for laser beam machining (LBM) of Nimonic C263 has not yet been reported in the existing literature. This hybrid framework, which combines the decision-making strength of TOPSIS with the global search capability of GOA, provides a powerful approach to simultaneously optimize multiple conflicting performance indices such as surface roughness, kerf taper, kerf width, and heat-affected zone (HAZ). Therefore, this study addresses this unexplored research domain by implementing an RSM-integrated hybrid optimization methodology to enhance both machining performance and process sustainability in laser cutting of Nimonic C263 superalloy.
The prime objective of this research is to explore the machinability of Nimonic C263 by LBM process in order to make it suitable industrial application. This work also explores the outcomes of numerous machining factors, such as laser power, cutting speed, gas pressure, and focal position, on important machinability measures like kerf taper, kerf width, surface roughness (SR), and heat-affected zone (HAZ). An approach called the technique for order of preference by similarity to ideal solution (TOPSIS) is used to evaluate the performance of these parameters and rank them against the ideal parameter. The best results from the TOPSIS method is further improved by applying a grasshopper optimization algorithm (GOA). This creates a hybrid optimization approach (TOPSIS-based Grasshopper Optimization Algorithm) to find the best machining conditions. The ideal conditions for machining are confirmed through confirmative tests, which show significant improvements for each of the outcomes. This study aims to fill a gap in the current literature and encourage greater use of Nimonic C263 in precision manufacturing, particularly in aerospace, automotive and other high-performance industrial sectors.
Technique of order preference by similarity to ideal solution (TOPSIS)
This approach is based on the idea that the selected option should be closest to the best solution and farthest from the worst. TOPSIS uses the best possible ideal solution (PIS) and the worst possible ideal solution (NIS) in multi-attribute scenarios to rank different plans. It offers a solution that is nearest to the best option and farthest from the worst. This method helps find the best solution and rank the alternatives, showing the importance of TOPSIS in evaluation and ranking23,24. The key steps of the TOPSIS method for finding the best option among the available choices are summarized below.
Step 1 Construct the normalized decision matrix as per Eq. (1)
For each alternative i and criterion j
for i = 1… m; j = 1… n, Xij = original performance value, rij = normalized value.
Step 2 Construct the weighted normalized decision matrix by using Eq. (2).
Assume we have a set of weights for each criteria wj for j = 1, … n. Multiply each column of the normalized decision matrix by its associated weight.
Step 3 Determine positive ideal and negative-ideals solutions by Eqs. (3) and (4).
This depends on beneficial versus non-beneficial criteria.
Here surface roughness (Ra), kerf width, kerf taper (θ), and heat-affected zone (HAZ) are considered as non-beneficial criteria.
Step 4 Calculate the separation measure by Eqs. (5) and (6)
Step 5 Calculate the relative closeness to the ideal solution by the closeness coefficient (\(C_{i}^{*}\)) formula as shown by Eq. (7)
Step 6 Rank the preference order.
The preferences are ranked in descending order, resulting in a final ranking. The top rank represents the solution that is closest to the ideal solution and farthest from the negative ideal solution. In contrast, the lowest rank indicates the solution that is farthest from the ideal solution and closest to the negative ideal solution.
Experimental design and planning
Experimentation
The experiments were designed using the Box-Behnken design (BBD) within the framework of response surface methodology (RSM) to systematically investigate the effects of selected process parameters. As per extensive literature review, four key process parameters—cutting speed (s), gas pressure (p), laser power (P), and focal position (f)—were identified and studied their impact on critical response variables: surface roughness (Ra), kerf taper (θ), kerf width, and heat-affected zone (HAZ). Each parameter was studied at three distinct levels to create a design of experiments (DOE). The Box-Behnken design was used to create a total of 29 experimental trials, encompassing various combinations of the parameter levels. Table 1 outlines the process parameters and their respective levels used in the experimental design.
Trumpf TruLaser 1030 gas laser machine has been used for conducting the experiments. In this machine Nitrogen is used as the assist gas. Since nitrogen is an inert gas, using it in a laser cutting process decreases the possibility of undesired oxidation emerging on the cut metal surfaces. Nitrogen gas will efficiently remove oxygen from metal surfaces while also providing a high-quality finishing. Throughout the experiments, the laser frequency and nozzle distance were maintained at constant values. Table 2 shows the technical specifications of the laser machine.
The material used for the experiments is a Nimonic C263 alloy sheet with dimensions of 300 × 300 × 5 mm3. Table 3 details the chemical composition of Nimonic C26322. The machined work pieces are shown in Fig. 1. The thermos-mechanical properties of the material are given in the Table 422.

The workpieces after machining.
Calculation of surface roughness (Ra)
The arithmetic average of roughness, Ra of the cut surfaces are measured by TR-200 surface roughness tester. The roughness measurement is repeated three times on the workpiece’s machined surface. The roughness values are recorded, and the average of the three measurements was taken as the final measurement. These averaged values are noted for further analysis.
Calculation of kerf width and kerf taper
Kerf width measurements were conducted using a Mitutoyo optical microscope integrated with a digital micrometric measuring system, enabling accurate dimensional assessment in both transverse directions. To improve measurement reliability and reduce random error, three independent readings were taken for each experimental trial, and the mean value was considered for analysis. Both top kerf width (TKW) and bottom kerf width (BKW) were measured to capture the dimensional variation of the cut along the thickness of the workpiece, as commonly practiced in EDM and WEDM investigations. For each machined specimen, three measurements were recorded at the upper surface and three at the lower surface of the kerf. Measurements near the start and termination zones of the cut were deliberately excluded to avoid inaccuracies arising from process instability and wire/workpiece engagement effects. The averaged TKW and BKW values were subsequently used for further evaluation.
The kerf taper angle was determined based on the difference between the top and bottom kerf widths using a geometric relationship extensively reported in the literature. The taper angle (θ) was calculated using the following expression25:
where θ represents the kerf taper angle (in degrees), TKW denotes the top kerf width (mm), BKW denotes the bottom kerf width (mm), and t is the thickness of the workpiece (mm).
Calculation of heat-affected zone (HAZ)
The HAZ is a portion of the workpiece that was not melted during the cutting process but it had its microstructure changed by the focused heat during the laser cutting. The Zeiss evo 10 is the Scanning Electron Microscope used for observing the HAZ extent on the cut surfaces. All the images and measurements were taken at 100× magnification. The measurement of the HAZ widths at the cut area is measured using ImageJ software (Version 1.54g) connected to the scanning electron microscopy (SEM). The measurements were taken at both side of the cut at opposite spots along the straight cuts on the workpiece and average of the two is noted as the final measurement. Likewise, values of the measurements for all the experiments were noted for further analysis.
Results and discussion
After completion of all the experiments and calculations for measuring the responses, the results were noted and it is listed in Table 5. The tests were carried out in accordance with the Box–Behnken design in order to investigate the machinability of the Nimonic C263 material.
The performance metrics were tested using an Analysis of Variance (ANOVA) to see how each process parameter impacted the results. After removing the parameters that did not matter at a significance level of 0.05, we created the ANOVA table for the outcomes. The R-squared (R2) and adjusted R-squared (Adj-R2) values are notably high, above eighty percent. Additionally, there is no significant lack of fit for all four response parameters. In the ANOVA table, “corrected total sum of squares” is labeled as Cor Total. The phrase “Cor total” is necessary for computing each parameter’s individual contribution to the results. The percentage contribution has been calculated for all the responses and related responses by dividing the sum of squares of every parameter by the Cor total of that particular ANOVA table2,22. Table 5 depicts the experimental observations with the ranking of preference order. The rankings in Table 5 are derived using the TOPSIS method, which evaluates each alternative based on its normalized weighted performance score relative to the ideal solution. Alternatives with higher overall preference order values receive better ranks. The table shows the experiment no. 14 has the highest closeness coeffi cient, so it is ranked as the bestand is highlighted in bold.
Table 6 represents the ANOVA table for kerf taper with percentage contribution calculated. It conveys laser power is the strong influencing parameter for kerf taper with a contribution of 34.2% followed by cutting speed with 4.94%. Focal position and gas pressure are the least influencing on kerf taper respectively. Table 7 represents the ANOVA table for kerf width. The percentage contribution has also been calculated and listed in the table. It demonstrates that cutting speed is the highest influencing parameter with a percentage contribution of 46.47% followed by gas pressure with 23.08%, then laser power with 11.86%. And focal position is the least influencing parameter on kerf width.
The ANOVA for surface roughness is in Table 8. The table also shows the contribution percentages. The ANOVA reveals that laser power has a strong effect on surface roughness, with a contribution of 48.62%. Cutting speed is next at 9.45%, followed by focal position at 3.16%. Gas pressure has the smallest impact. Table 9 details the ANOVA for HAZ, including the percentage contributions. The results show that laser power is the most critical factor affecting HAZ at the cutting surface, contributing 44.78%. Cutting speed contributes 12.58%, gas pressure adds 1.5%, and focal position is the least influential. Table 10 presents the ANOVA table for the closeness coefficient \({(C}_{i}^{*}).\) The ANOVA shows that laser power is the key factor for the closeness coefficient, contributing 51.64%. Cutting speed follows at 11.45%. Gas pressure and focal position are the least influential factors.
Error source analysis
In this study on laser beam machining, we classified experimental errors as systematic and random. Systematic errors can occur due to fluctuations in laser power, misalignment of the nozzle, changes in focal length, instability in assist gas pressure, and drift in instrument calibration. These errors are minimized by calibrating the machine beforehand, maintaining a fixed stand-off distance, using the same batch of material, controlling laboratory conditions, and following standard procedures. The random errors are also reduced, such as slight thermal variations, vibrations, electrical instability, and measurement variability, by conducting experiments in a randomized order and taking multiple measurements for each response.
Table 11 shows the standard deviation and coefficient of variation for kerf width. Similarly, the calculated standard deviation values were low, and the coefficient of variation (CV%) for all responses was below 10%. Also regression equations are developed for all responses and it shows the error percentage in between the experimental results and model values are below 10%. This indicates good experimental precision and repeatability. Therefore, the statistical indicators confirm the reliability and sufficiency of the experimental data obtained in this study.
Parametric study on the response parameters
Parametric study on kerf taper
The RSM plots which are shown below were generated by using the same software.
The kerf taper angle of a machined surface should be as small as possible to ensure precise machining and superior cut surface quality. According to the response surface methodology (RSM) plots, it is clear that laser power is the most significant factor influencing kerf taper. As shown in Fig. 2a, which illustrates the variation of kerf taper with focal position and laser power, an increase in laser power results in a decrease in kerf taper, indicating an inverse relationship between these two parameters. Figure 2b indicates increase in cutting speed slightly reduces the kerf taper. Among all parameters, laser power and cutting speed are found to be the most significant parameters for kerf taper. The behaviour of focal position also shows that higher focal position leads to an increased taper angle due to laser beam divergence beyond the focal point. Regarding gas pressure, the kerf taper reaches its minimum value at the medium level (level 0), as shown in Fig. 2c and d.

RSM plots for (a) Kerf taper versus focal position and laser power. (b) Kerf taper versus cutting speed and laser power. (c) Kerf taper versus gas pressure and cutting speed. (d) Kerf taper versus gas pressure and laser power.
The kerf taper remains minimum when both laser power and cutting speed are at higher levels. The energy density is sufficient to achieve complete melting at higher laser power. The moderate cutting speeds allow adequate heat transfer and uniform material removal, thereby reducing taper formation. Conversely, the heat input becomes insufficient, resulting in incomplete melting and a larger taper angle at lower levels of laser power or excessively high cutting speeds. Gas pressure also plays a important role while machining. Lower gas pressure is insufficient to expel molten material effectively and higher pressure may cause excessive material ejection and irregularities along the cut edge. Therefore, a moderate gas pressure yields the most desirable results. So, to achieve minimal kerf taper and improved cut quality, laser power and cutting speed should be maintained at relatively higher levels, focal position should be near zero, and gas pressure should be set at a medium level.
Parametric study on kerf width
The kerf width of a machined surface should be as minimal as possible to ensure precise machining and high-quality surface finish. Response surface methodology (RSM) plots shows that laser power, gas pressure, and cutting speed are the most significant parameters for kerf width. Figure 3a demonstrates the combined effect of laser power and cutting speed on kerf width and is shows increase in kerf width with higher laser power. Similarly, Fig. 3b shows that when both laser power and gas pressure increases, the kerf width also increases. This is because, laser generates the higher heat energy leading to melting more material at the cutting zone and high gas pressure forcefully removes molten metal, widening the kerf. Therefore, maintaining lower levels of laser power and gas pressure helps achieve a narrower kerf width. As depicted in Fig. 3c, the focal position also influences kerf width. A higher focal point causes the laser beam to diverge, resulting in a broader kerf. In contrast, Fig. 3d shows that cutting speed has an inverse relationship with kerf width—higher cutting speeds reduce the energy transfer per unit area, leading to a smaller kerf. Hence, the most desirable (minimum) kerf width can be achieved by maintaining low levels of laser power, gas pressure, and focal position, while operating at a high cutting speed.

RSM plots for (a) Kerf width versus cutting speed and laser power. (b) Kerf width versus gas pressure and laser power (c) Kerf width versus focal position and laser power (d) Kerf width versus cutting speed and gas pressure.
Parametric study on surface roughness
An ideal surface roughness of a machined surface should be as low as possible in order to infer that the machining was done correctly and that the cut surface quality is at its best. The variation of surface roughness with parameters is shown below in Fig. 4.

RSM plots for (a) Surface roughness versus laser power and cutting speed. (b) Surface roughness versus laser power and gas pressure. (c) Surface roughness versus laser power and focal position. (d) Surface roughness versus focal position and gas pressure.
From the analysis of the surface plots, it can be concluded that an increase in laser power results in a significant reduction in surface roughness, thereby improving the quality of the machined surface. As illustrated in Fig. 4a, even a slight variation in laser power brings about a noticeable change in the surface finish. The surface finish increases with laser power. The other process parameters cutting speed, focal position, and gas pressure also shows similar trend with laser power. As the laser power increases greater amount heat energy generated resulting in efficient and uniform melting of the material at the cut zone. As shown in Fig. 4b, increasing cutting speed also contributes to a smoother surface, since the laser beam interacts with the material for a shorter duration, minimizing excessive melting and surface irregularities.
Likewise, Fig. 4c and d reveal that higher gas pressure helps achieve cleaner surfaces by effectively removing molten material from the kerf, while an increased focal position focuses the laser energy deeper within the material, enhancing melting efficiency. Hence, the best surface quality is achieved when all parameters—laser power, cutting speed, gas pressure, and focal position—are maintained at their higher levels.
Parametric study on HAZ
Figure 5 shows the surface plots of Heat Affected Zone with process parameters. An ideal HAZ width of a machined surface should be as low as possible in order to infer that the machining was done precisely and that the cut surface quality is at its best. From the analysis of the response surface methodology (RSM) plots, it is evident that laser power is the most influential parameter affecting the heat-affected zone (HAZ) width. As illustrated in Fig. 5a, even a slight increase in laser power significantly enlarges the HAZ along the cut surface. This occurs because higher laser power generates greater heat energy, which not only melts the material along the cutting path but also partially melts the surrounding region. This area undergoes phase transformation after cooling resulting in a wider HAZ. Figure 5b indicates increase in cutting speed reduces the HAZ width. The material is exposed to the laser beam for a shorter duration limits heat transfer and finally improves surface quality when cutting speed increases. Figure 5c demonstrates that increase in focal position, the HAZ width increases up to a mid-level value and then begins to decrease. This is because at lower focal positions, the laser focus is slightly above the mid-plane of the workpiece, while at mid-level positions, the focal point passes through the material, resulting in higher energy concentration and hence greater HAZ formation. Beyond this point, as the beam diverges, the heat intensity decreases, leading to a reduction in HAZ. Finally, gas pressure has the least influence among all parameters. As depicted in Fig. 5d, increasing gas pressure only slightly increases the HAZ width. Since nitrogen gas is used as the assist gas and being inert, it does not react with the molten material, thereby having minimal impact on HAZ formation. Hence, laser power and cutting speed are the dominant parameters influencing HAZ width, while focal position and gas pressure have comparatively smaller effects.

RSM plots for (a) HAZ versus laser power and cutting speed. (b) HAZ versus gas pressure and cutting speed. (c) HAZ versus laser power and focal position. (d) HAZ versus laser power and gas pressure.
Figure 6a–c presents the SEM micrographs of the heat-affected zone (HAZ) on the Nimonic C263 workpiece. This examination took place at a constant cutting speed of 1 m/min, an assist gas pressure of 15 bar, and a focal position of − 5 mm, while varying the laser power from 1600 to 2000 W. The SEM images at specific points along the straight cut edges are captured. The HAZ widths is measured using ImageJ software (Version 1.54g), following standard methods used in laser cutting research. To find the HAZ width, thermally affected area on both sides of the kerf at each point is measured and then calculated the average value for greater accuracy. The SEM observations indicate that the HAZ stays relatively uniform along the cut length across all power levels. Minor local changes happen due to heat buildup and temporary thermal effects during the laser’s interaction with the material. Laser power clearly influences HAZ formation. As laser power rises an increase in HAZ width occurs. This indicates a higher thermal energy input and more heat spreading into the surrounding material. Microstructural analysis reveals slight grain coarsening near the cut edge, along with some localized grain refinement in specific areas. This illustrates the combined effects of rapid heating and cooling associated with higher laser power. Under all experimental conditions, the measured HAZ widths show a consistent and repeatable pattern regarding laser power. This confirms that the thermal effect is confined to a narrow area next to the cut edges. These results highlight the importance of optimizing laser power and cutting speed to minimize HAZ formation and maintain the mechanical strength and microstructural stability of the Nimonic C263 workpiece.

HAZ for a set parameters for Nimonic C263 (a) A = 1600 W; B = 1 m/min; C = 15 bar; D = − 5 mm (b) A = 1800 W; B = 1 m/min; C = 15 bar; D = − 5 mm (c) A = 2000 W; B = 1 m/min; C = 15 bar; D = − 5 mm.
Hybrid optimization strategy
In this study, the TOPSIS method is employed to combine multiple responses into a single equivalent response using the closeness coefficient. It ranks the alternatives from most to least favorable. Table 5 shows the experiment no. 14 has a highest closeness coefficient among the 29 experiments, so it is identified as optimum level. The results of the TOPSIS approach are enhanced by a hybrid optimization model integrating the TOPSIS with the Grasshopper Optimization Algorithm (GOA). This model is based on a mathematical formulation derived through regression analysis, which establishes a relationship between the process parameters and the closeness coefficient. The complete second-order quadratic regression model, including linear, interaction, and quadratic terms, is explicitly presented in Eq. (9), and its statistical adequacy is validated through ANOVA (Table 10) and model significance analysis. The regression equation derived is then utilized as the objective function in the GOA framework.
Grasshopper optimization algorithm (GOA)
The Grasshopper Optimization Algorithm (GOA) is a metaheuristic optimization method based on a population approach, where each grasshopper symbolizes a possible solution in the group26. This algorithm emulates the natural swarming behavior of grasshoppers mathematically to tackle intricate optimization challenges. The location of the i-th grasshopper is influenced by three major components: (1) Wind advection (Aj) (2) Gravitational force acting on the grasshopper (Gj), and (3) Social interaction among grasshoppers (Sj). The position update of the i-th grasshopper is given by Eq. (10):
The social interaction is calculated by Eq. (11).
Here, \(D_{ji}\) and \(\hat{D}_{ji}\) is the distance between ith and jth agent which are determined by Eqs. (12) and (13)
\(G_{j}\) is determined by Eq. (14) given below.
Here, g is the gravitational constant and \(\hat{e}_{g}\) is unit vector towards the earth centre. \(A_{j}\) is calculated by Eq. (15).
\(\mu\) is drift constant and \(\hat{e}_{w}\) is unit vector along the direction of the wind.
For updating the position of the grasshoppers the Eq. (16) is used and it is given below.
Here, \(UB_{d}\) and \(LB_{d}\) is the upper and lower bound of dth dimension respectively. The value of c is determined by following Eq. (17).
\(c_{max}\) and \(c_{min}\) is the maximum and minimum c value. ITER and iter is maximum and current iteration. \(\hat{T}_{d}\) is best solution for dth dimension.
The Grasshopper Optimization Algorithm (GOA) is based on how grasshoppers move in swarms. It was used to find the best process parameters. In this study, GOA served as a single-objective optimizer to maximize the TOPSIS closeness coefficient. Step 1: Set the population size, maximum number of iterations, and limits for control parameters (Cmax and Cmin). Step 2: Randomly create the initial positions of grasshoppers within the defined search space. Step 3: Assess the fitness of each grasshopper based on the objective function (closeness coefficient). Step 4: Update the decreasing coefficient (c) and change grasshopper positions using the GOA position update equation. Step 5: Continue evaluating and updating until reaching the maximum number of iterations. Step 6: Choose the best solution found during the search as the optimal parameter combination.
A hybrid TOPSIS-based GOA is proposed to optimize the closeness coefficient with a goal to minimize kerf taper, kerf width, surface roughness, and HAZ. Equation (9) which is used as a objective function in the GOA is implemented in MATLAB and executed on a Ryzen processor (HP laptop) to assess the algorithm’s efficiency. After parameter tuning, the model converged to an optimal solution with process parameters A = 1600, B = 0.5, C = 10, and D = − 5. A closeness coefficient of 0.734 is achieved by hybrid approach which surpasses the best value previously obtained using the only TOPSIS method. The convergence behavior of the optimization process can be seen in Fig. 7.

Convergence plot for TOPSIS-based GOA.
To validate the results of the TOPSIS-based GOA, a confirmatory test was conducted under optimal machining conditions, showing a 4.84% overall improvement, with specific gains in kerf taper (5.46%), kerf width (3.04%), surface roughness (2.69%), and HAZ (8.17%). Detailed results are provided in Table 12.
Conclusions
This study demonstrates the feasibility of using Nimonic C263 as a workpiece material in Laser beam machining and provides a systematic analysis on kerf taper, kerf width, surface roughness and HAZ. A hybrid optimization approach (TOPSIS-based GOA) is used to find the ideal machining conditions and enhanced productivity. This provides a trustworthy decision framework for machining nickel-based superalloys used in high-temperature aerospace parts fabricated by aerospace industry. The ideal machining parameters condition are found to be A = 1600, B = 0.5, C = 10, and D = − 5 is validated by conducting a confirmative test, leading to an overall improvement of 4.84%, which supports the proposed method. Key findings from this research are as follows:
-
1.
The experimental results demonstrate that laser power and cutting speed are the dominant parameters governing surface integrity, kerf geometry, and thermal damage during laser cutting.
-
2.
Laser power is the most influential factor affecting surface roughness and heat-affected zone (HAZ) formation, contributing approximately 48.6% to surface roughness and 44.78% to HAZ width, due to its direct control over thermal energy input.
-
3.
Cutting speed has the highest influence on kerf width, with a contribution of about 46.5%, highlighting its importance in achieving dimensional accuracy of the cut.
-
4.
Assist gas pressure and focal position exhibit secondary yet statistically significant effects on kerf geometry and surface quality, influencing cut edge smoothness and thermal damage characteristics.
-
5.
An increase in laser power leads to higher surface roughness and increased HAZ, whereas higher cutting speeds reduce thermal loading, resulting in improved kerf quality and reduced thermal influence.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Shastri, R. K. & Mohanty, C. P. Sustainable electrical discharge machining of Nimonic C263 superalloy. Arab. J. Sci. Eng. 46(8), 7273–7293 (2021).
Rao, M. S. & Venkaiah, N. Parametric optimization in machining of Nimonic-263 alloy using RSM and particle swarm optimization. Procedia Mater. Sci. 10, 70–79 (2015).
Karatas, C., Keles, O., Uslan, I. & Usta, Y. Laser cutting of steel sheets: Influence of workpiece thickness and beam waist position on kerf size and stria formation. J. Mater. Process. Technol. 172(1), 22–29 (2006).
Yilbas, B. S. et al. Wedge cutting of mild steel by CO2 laser and cut-quality assessment in relation to normal cutting. Opt. Lasers Eng. 46(10), 777–784 (2008).
Joshi, P. & Sharma, A. Simultaneous optimization of kerf taper and heat affected zone in Nd–YAG laser cutting of Al 6061-T6 sheet using hybrid approach of grey relational analysis and fuzzy logic. Precis. Eng. 54, 302–313 (2018).
Patel, A. R. & Bhavsar, S. N. Laser machining of die steel (En-31): An experimental investigation to study the effect of process parameters. Adv. Mater. Process. Technol. 8(1), 688–702 (2022).
Lamikiz, A. et al. CO2 laser cutting of advanced high strength steels (AHSS). Appl. Surf. Sci. 242(3–4), 362–368 (2005).
Prusa, J. M., Venkitachalam, G. & Molian, P. A. Estimation of heat conduction losses in laser cutting. Int. J. Mach. Tools Manuf. 39(3), 431–458 (1999).
Neimeyer, R., Smith, R. N. & Kaminski, D. A. Effects of operating parameters on surface quality for laser cutting of mild steel. J. Eng. Ind. 115(3), 10. https://doi.org/10.1115/1.2901673 (1993).
Yang, G. W., Wang, J. B. & Liu, Q. X. Preparation of nano-crystalline diamonds using pulsed laser induced reactive quenching. J. Phys. Condens. Matter 10(35), 7923 (1998).
Rajamani, D. & Tamilarasan, A. On process analysis and optimisation of Nd:YAG laser cutting characteristics of Ti–6Al–4V alloy using RSM and NSGA-II. Int. J. Manuf. Technol. Manag. 35(5), 389–406 (2021).
Choudhury, I. A. & Shirley, S. Laser cutting of polymeric materials: An experimental investigation. Opt. Laser Technol. 42(3), 503–508 (2010).
Kurt, E., Karaçay, U. E. & Tutar, M. Investigation of the effect of process parameters in CO2 laser cutting of PMMA material by response surface method. Uludağ Üniv. Müh. Fak. Derg. 28(2), 523–536 (2023).
Mathew, J., Goswami, G. L., Ramakrishnan, N. & Naik, N. K. Parametric studies on pulsed Nd:YAG laser cutting of carbon fibre reinforced plastic composites. J. Mater. Process. Technol. 89, 198–203 (1999).
Hernandez-Castaneda, J. C., Sezer, H. K. & Li, L. Statistical analysis of ytterbium-doped fibre laser cutting of dry pine wood. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 223(7), 775–789 (2009).
Wee, L. M., Crouse, P. L. & Li, L. A statistical analysis of striation formation during laser cutting of ceramics. Int. J. Adv. Manuf. Technol. 36(7), 699–706 (2008).
Xu, D. et al. Investigation of surface integrity in laser-assisted machining of nickel based superalloy. Mater. Des. 194, 108851 (2020).
Alsoruji, G., Muthuramalingam, T., Moustafa, E. B. & Elsheikh, A. Investigation and TGRA based optimization of laser beam drilling process during machining of Nickel Inconel 718 alloy. J. Mater. Res. Technol. 18, 720–730 (2022).
Rao, B. A., Tak, M., Rao, R. N. & Bathe, R. Developing laser-assisted machining process for nickel based superalloy IN625 using experimental and statistical analysis. Lasers Manuf. Mater. Process. 10(4), 681–701 (2023).
Rangilal, B., Bharat, N., Bose, P. S. C. & Rao, C. S. P. Optimization of machining behaviour of Monel 400 super alloy using ANN and GA technique. NanoWorld J 9(S1), S96–S100 (2023).
Otto, C. R., Vaseghi, M. & Davami, K. Nickel–titanium alloy laser micromachining: A review of Nitinol laser processes and optimization for high‐speed laser cutting. Adv. Eng. Mater. 26(11), 2302112 (2024).
Shastri, R. K. & Mohanty, C. P. A cost effective approach to explore the electrical discharge machined surface characteristics of Nimonic C263 superalloy. J. Mater. Eng. Perform. 31(12), 9748–9767 (2022).
Rao, K. M., Kumar, D. V., Shekar, K. C. & Singaravel, B. Optimization of EDM process parameters using TOPSIS for machining AISI D2 steel material. Mater. Today Proc. 46, 701–706 (2021).
Le, V. T. et al. Optimization and comparison of machining characteristics of SKD61 steel in powder-mixed EDM process by TOPSIS and desirability approach. Int. J. Adv. Manuf. Technol. 130(1), 403–424 (2024).
Singh, Y., Singh, J., Sharma, S., Aggarwal, V. & Pruncu, C. I. Multi-objective optimization of kerf-taper and surface-roughness quality characteristics for cutting-operation on coir and carbon fibre reinforced epoxy hybrid polymeric composites during CO2-pulsed laser-cutting using RSM. Lasers Manuf. Mater. Process. 8(2), 157–182 (2021).
Sharma, A. et al. Micro-drill on Al/SiC composite by EDD process: An RSM-MOGOA based hybrid approach. Int. J. Lightweight Mater. Manuf. 5(4), 564–575 (2022).
Funding
Open access funding provided by Vellore Institute of Technology.
Author information
Authors and Affiliations
Contributions
Renu Kiran Shastri and Chinmaya P. Mohanty were responsible for writing the entire manuscript, including the preparation of the original draft, organization of content, and presentation of results. Pravat Ranjan Pati, Oyyaravelu R and Anoj Giri critically reviewed the complete manuscript and contributed to improving its technical quality, clarity, and overall presentation.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Shastri, R.K., Mohanty, C.P., Pati, P.R. et al. Surface integrity and kerf quality improvement in laser beam machining of Nimonic C-263 by hybrid TOPSIS–grasshopper optimization approach. Sci Rep 16, 12947 (2026). https://doi.org/10.1038/s41598-026-41580-6
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-026-41580-6
