
Abstract
Metallic materials are generally efficient sound conductors, posing challenges for applications requiring acoustic insulation. Traditional methods, such as drilling arrays of holes, compromise structural integrity and mechanical performance. This study introduces an approach utilizing laser powder bed fusion (LPBF)-printed CrMnFeCoNi high entropy alloy (HEA) samples with optimized intrinsic internal voids during manufacturing to achieve broadband acoustic insulation. Utilizing the inherent voids in LPBF-fabricated HEAs makes it possible to achieve effective sound attenuation through Anderson localization without additional damping materials or compromising mechanical integrity. Numerical simulations reveal pronounced wave localization effects induced by random backscattering, resulting in an exponential decay of sound propagation. Experimental validation demonstrates that LPBF-fabricated HEA samples exhibit superior sound insulation, achieving an average sound transmission reduction of −65 dB over a 10 mm sample thickness with respect to lossless water medium. Remarkably, even with a defect fraction exceeding 25%, these samples retain hardness values approximately 10% higher than stainless steel 316.
Similar content being viewed by others

Introduction
Metals and alloys are inherently proficient in phonon transport, making them effective conductors of vibration, sound, and heat. These properties pose significant challenges in applications requiring vibration damping, sound insulation, and thermal management. Vibrations, in particular, contribute to structural failures through fatigue damage1, or stress corrosion cracking2 Such effects are especially pronounced in welded joints, including dissimilar material interfaces commonly encountered in industries like automotive, power generation, aerospace, and biomedicine. Traditional solutions for vibration and sound damping—such as rubber mounts3, nonlinear stiffness mechanisms4, and liquid cavities5—rely on incorporating additional materials to introduce dissipation mechanisms. While these approaches are widely adopted and cost-effective, they often impose design and integration challenges, limiting their adaptability for advanced applications.
From the perspective of wave physics, artificial metamaterial structures, including phononic crystals6, metasurfaces7, and conventional metamaterials8, offer promising solutions. Phononic bandgaps, for example, enable exponential attenuation of propagating elastic waves through destructive interference. However, these designs typically require periodic structures composed of materials with high elasticity contrast. In metallic systems, common strategies involve integrating metal matrices with hollow voids9, such as drilled hole arrays. Despite their efficacy, these modifications significantly reduce mechanical properties, such as yield strength, tensile strength, and ductility, thereby constraining their use in load-bearing applications, which hardly allows the products to serve as structural components10. Moreover, such structural changes increase the risk of corrosion2, further complicating industrial adoption.
An alternative solution lies in advanced metallurgy. For instance, bulk metallic glasses (BMGs) exhibit reduced phonon transport due to their amorphous structures. However, their high manufacturing costs and complexities have hindered widespread industrial application11. High-entropy alloys (HEAs), on the other hand, combine excellent mechanical properties with strong attenuation of elastic and sound waves, attributed to their lattice distortions12,13. When fabricated using additive manufacturing methods, such as laser powder bed fusion (LPBF), HEAs often feature unavoidable internal voids14. This study explores the potential of these voids to serve as inherent scatterers, enabling Anderson localization to attenuate sound waves effectively. Anderson localization, a phenomenon of wave interference in disordered systems, provides a mechanism for insulating behavior in materials. When the sample length exceeds the localization length \(\exp \left(-L/l\left(\omega \right)\right)\), for a given frequency ω, wave transmission decays exponentially, effectively blocking propagation15. Demonstrated in photonic16, electronic17, and phononic18 systems, especially in phononic systems, due to the longer operating wavelength. Anderson localization has been demonstrated on elastic waves19, sound waves20, and even heat transfer21. Anderson localization offers a compelling framework for designing acoustic insulators. In phononic systems, localization has been achieved across various configurations, including 1D22, 2D20, and 3D23 structures. By leveraging this principle, this study proposes an innovative use of self-formed voids within HEAs to achieve effective sound insulation without compromising structural integrity.
Recent studies have further elucidated the role of disorder in phonon localization. For instance, Beardo et al. demonstrated that introducing intrinsic phonon nanoresonators in a crystalline material can induce phonon localization, leading to significant thermal conductivity reduction24. Similarly, research on mass-disordered alloys has shown that phonon localization can be systematically studied using typical medium theory, providing insights into the Anderson transition in disordered phononic systems21,25,26,27,28 These findings underscore the potential of engineered disorder in controlling phonon transport properties. The significance of this work lies in its approach to acoustic insulation in metallic systems which was barely stated in the existing literature. By utilizing the inherent random voids in LPBF-fabricated HEAs, it is possible to achieve effective sound attenuation through Anderson localization without the need for additional damping materials or compromising mechanical integrity. This method addresses the limitations of traditional metamaterial designs and offers a scalable solution for industrial applications requiring robust structural components with integrated acoustic insulation properties.
Materials and methods
Manufacturing, microscopy and mechanical test
The schematic of the sample structures are depicted in Fig. 1. The (CoCrFeMnNi)98Si2 (at.%) high entropy alloys (HEAs) were synthesized using the LPBF (L-PBF) process (Fig. 2A). The high purity Co (99.4 %), Cr (99.4%), Fe (99 %), Mn (99.6 %) Ni (99.4%), and Si (99.6 %) elemental powders were blended using an air-tight three-dimensional mixer (ALPHIE-3) at 25 RPM for 20 hrs to achieve a homogeneous precursor powder blend for fabrication. The details of powder size are provided in Table 1. Based on the conventional HEA composition CoCrFeMnNi, the additional 2 at.% Si was not found to increase the formation of internal voids formation. According to previous material study on (CoCrFeMnNi)98Si2 (at.%), the additional of 2 at.% Si to CoCrFeMnNi alloy was able to form the almost single-phase FCC structures with more comparable grain sizes29, which the wave propagation behaviors can be more comparable to the numerical simulation of ideal case with respect to multiphase and grain size deviated metallic materials.

A Wave propagation in a full solid for reference. The gray area depicts the metal (B). Introducing a damper layer. The red lines, dots, and dashes indicate tensile stress, while the cyan or blue solid lines, dashes, and dots indicate the compressive strain (C). Using the transmission gap of a hollow scatter phononic crystal. The while circle represents the defects or hollow spaces (D). Internal defects with randomness (represented in while patches in gray) in size and distribution. \(+\vec{\varphi }\) and \(-\vec{\varphi }\) indicate the forward and backward propagations of sound waves.

A Illustration of laser powder bed fusion additive manufacturing process. B1 Microscopic energy-dispersive spectroscopy reveals the local uniformity of the various elemental distributions. B2 Microscopic electron backscatter diffraction shows the local uniformity of the microstructure distribution within the same area of the sample. C An optical image of a “sound” deposition (CoCrFeMnNi)98Si2 sample shows the indication of the scanned location for bulk-scale elemental detection. LIBS refers to laser-induced breakdown spectroscopy. D The contour map shows location-dependent elemental emission from a bulk-scale femtosecond laser-induced breakdown spectrometer scan, showing bulk-scale elemental uniformity. E Averaged line spectra over a wider window obtained from a femtosecond laser-induced breakdown spectrometer scan. F Experimental measurements of longitudinal and transversal speed of sound from the “sound” deposition (CoCrFeMnNi)98Si2 sample. The error bars indicate the uncertainty in measuring sound velocity from electrical signals (G). Experimental measurements of longitudinal acoustic attenuation from the “sound” deposition (CoCrFeMnNi)98Si2 sample compared with some other AM-produced metallic samples used in previous studies. DED- directed energy deposition samples; AFSD - additive friction stir deposited sample; BJ- Binder jet, BJ-Steel- Binder jet steel. The error bars indicate the variation in the attenuation measurements. H Cross-section microscopic image of one of the defective deposition samples and the corresponding defective model prepared for further numerical simulations.
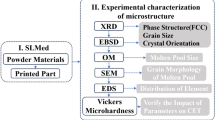
The precursor powder blend was then used to fabricate samples with the TRUMPF Truprint 1000 machine, equipped with infrared laser with maximum power of 200 W operating at a wavelength of 1064 nm and a beam diameter of 55 μm. The samples have dimensions 10 × 10 × 12 mm, were fabricated using a bidirectional scanning strategy on an SS316L substrate at room temperature. The printing was carried out in an inert atmosphere for which there is continuous purging of Ar inside the chamber had been carried out to bring down the oxygen level to 100 ppm. The present machine has capability of reduction the oxygen level up to 100 ppm which is maintained throughout the printing process. The fabricated samples were detached from the 316L SS substrate via electric discharge machining (EDM) for the subsequent characterization. The samples were then subjected to polishing on a different grade of paper followed by cloth polishing in alumina suspension with particle size of 1 micron. The final stage of polishing is carried out in vibromet (VIBROMET 2) in colloidal silica suspension of particle size 0.02 micron. The structure characterization was carried out using scanning electron microscopy (Thermo Fisher Scientific Apreo 2 C) equipped with EDS and electron back scattered diffraction (EBSD) detector. The EBSD scanning was carried out at the step size of 0.4 micron on the sample surface which is perpendicular to build direction. The hardness was measured using Vicker micro indentation at the load of 500 g with dwell time 10 s. At least ten indentations were made on each sample for statistically relevant data.
Numerical simulations
To demonstrate the broadband pulse transmission behaviors in the samples, time domain acoustic wave transmission was targeted to perform in the selected finite element analysis based COMSOL Multiphysics software. Similar to the experimental bistatic transmission configuration, in the numerical simulation, two probes were placed on the opposite side of the samples along the long edge direction. The governing module was selected to use transient elastic waves with linear study of the acoustic wave propagation behaviors. The emission probe provides short pulse envelope propagating into the sample, where the pulse was described as \(x(t)=\sin ({2\pi f}_{0}t){e}^{-{f}_{0}{(t-\delta {T}_{0})}^{2}}\), where \({f}_{0}\), \({T}_{0}\) and \(\delta\) were the fundamental frequency, period, and delay of the pulse signal30. The operating fundamental frequency was 8 MHz and kept identical in all the simulation model in this study. The operational wavelength was selected in the MHz regime to match the void diameter and spacing. Extending the concept to Hz–kHz frequencies is feasible in principle, but the longer wavelengths demand substantially longer samples to achieve the same ≥60 dB transmission loss.
To compare the transmission behavior and ultrasound reduction performance of the proposed void sample, some common sound or vibration reduction approaches were also preformed along with a reference wave propagation case, including full solid case, with damping layer case, periodical phononic crystal case, and random void case as Fig. 1 illustrates. The solid parts in all the cases were identical with mechanical properties presented in the previous report29. The longitudinal and shear speed of sound values were experimentally measured in this study on an LPBF sample with sound deposition parameters. The experimental configuration was listed in this next section. In the damping layer case, the acoustic properties of the damping layer (HDPE) were employed from the well-known literature31. On the studied 2D cross-section, the PnC case was designed to have simple square lattice configuration, by HEA lattice and hollow scatterers. The filling fraction of the hollow scatterers remained to have comparable value with respect to void fraction of the random void case ( ~ 28%).
Laser induced breakdown spectrometer
A 1040 nm fiber amplified femtosecond laser (Spirit HE 1040-30-SHG, Spectra Physics, USA) with around 120 μJ pulses at 250 kHz was pulse picked with an integrated acousto-optic modulator to produce a 1 kHz pulse train with 250-fs pulses. The probe laser beam was expanded by an all-reflective beam-expander and focused onto the sample surfaces through a 6 inches effective focal length off-axis parabolic mirror, resulting in a spot size of <10 μm. Reflective optics were used in order to mitigate temporal broadening of the ultrafast pulses, thereby minimizing thermal energy transfer into the samples. The plasma emission was collected with a 150 mm UV-enhanced achromatic doublet and focused into a multimode fiber with an all-reflective fiber collimator. The emission was dispersed by a 1200 g/mm grating spectrometer (Kymera328i, Andor Technology, UK) and detected with an intensified sCMOS detector (iSTAR, Andor Technology, UK). The detector was synchronized with the optical pulse train and gated to measure the emission at 50 ns after the ablation event with a gate width of 10 μs. The acquisition and subsequent data analysis were automated in pre-prepared Python script. The linear scan motion was performed by SmartStage XY (DoverMotion, USA).
Experimental configurations on acoustic wave transmission tests
The acoustic properties of LPBF-AM HEA samples were tested and verified by both monostatic and bistatic configurations using a 10 MHz immersion-based Olympus Panametrics V312 longitudinal transducer and transversal wave Olympus Panametrics V211 0.125-inch diameter 5 MHz defocused shear transducer. The acoustic pulse source was selected to use a JSR Ultrasonic DPR 500 Pulse/ Receiver on the channel at 0–50 MHz. The data was collected by a Tektronix MDO 3024b oscilloscope in the time domain with a 200 MHz sampling rate. Each recorded temporal window was averaged from 512 signals in an oscilloscope. On the measurements of the ultrasound reduction performance, 2 smaller diameter Olympus XMS 2 mm planar transducers were used to measure the transmissions.
Tensile tests
The tensile properties were obtained using INSTRON 8871 machine with strain rate 1×10-3 s-1. The as-printed sample were machined out using electric discharge machine (EDM) to obtain ASTM E8 standard dog bone shape tensile specimen with (gauge length =10 mm, thickness = 1.0 mm, width=5 mm).
Results and discussion
Design concept
Sound or vibration reduction, or the complete elimination of sound propagation, can generally be achieved through mechanisms, such as reflection, dissipation, and absorption. In a fully solid metallic sample with uniform structure (Fig. 1A), acoustic waves propagate with minimal attenuation, as there is limited destructive interference caused by sidewalls. When a damper layer is introduced to such a solid sample (Fig. 1B), wave reflection occurs at the interface between the metallic material and the damper material, reducing the amplitude of transmitted waves. For waves that partially penetrate the damper layer, the viscoelastic properties or the internal structure of the damper induce dispersion, leading to out-of-phase losses and attenuation of acoustic energy or vibration.
Alternatively, incorporating periodic hollow defects, similar to phononic crystals (PnCs), introduces bandgaps or dissipative modes in the frequency spectrum. These Bragg bandgaps enable exponential decay of acoustic waves, providing excellent reduction performance for narrowband or monochromatic applications. Figure 1D illustrates the decay of acoustic waves in a structure with randomly distributed voids, where strong localization effects dominate. In this configuration, random scattering causes extensive backscattering of the incoming waves, effectively halting their propagation through destructive interference. This approach leverages randomness to achieve acoustic attenuation across a broader spectrum.
Experimental characterization
Based on the optimized LPBF parameters from the previous study25, the HEA samples were printed using mixed elemental powders with two sets of printing parameters, including sound samples for acoustic properties characterization and defective samples for performing acoustic insulation demonstrations. The corresponding printing parameters were listed in the previous materials and methods section.
The microscopic EDS maps of the HEA sample were posted in Fig, 2B1, which shows slight elemental segregation and some un-mixed Cr powders, which are all under a much smaller size scale with respect to the ultrasound wavelength in the is study (around 0.7 mm). Figure 2B1, B2 shows the EBSD-IPF map corresponds to samples S1 and S4. The grain’s shapes are most likely to be elongated and equiaxed. The average grain sizes are 49 ± 20 and 37 ± 20 correspond to two distinguished locations of the HEA sample, which are also much smaller than ultrasound wavelength. From the microscopic images, the observation shows the microstructure satisfies the 2nd condition, including the averaged grain size which is much smaller than the operating acoustic wavelength (for sound insulation application). The deviation in size and morphology are also not strong with respect to the size of the operating wavelength. Hence, for acoustic waves around 8 MHz, the sample’s internal structure does not provide an inhomogeneity to the acoustic properties for supporting localization effects. In addition, in HEA, local composition deviation can also lead to variation in mechanical properties, especially on the samples produced from mixed elemental powder printing. From EDS results, the observation shows the local composition contrast conforms with the designed parameters without an elemental loss due to the dissimilar melting points.
Furthermore, on a bulk scale, composition stability was more closely related to the randomness of the distribution of physical properties. To evaluate the bulk scale composition distribution, a motorized fs-LIBS (laser-induced breakdown spectroscopy) scan was performed along the building direction of a “sound” deposition LPBF HEA sample (Fig. 2C) with the indication of an fs-LIBS scanned line. Along the building direction, the summary of the frequency spectra was collected and presented in subfigure Fig. 2D. Figure 2E shows the typical averaged fs-LIBS spectra from the LPBF HEA sample, clearly presenting all the elemental peaks over the entire spectra, even the 2% Si. On the contour (Fig. 2D), the elemental peaks barely varied in terms of both frequency and amplitude, which verified the composition is relatively uniform in bulk scale along the building direction, which also is the wave propagation direction in the later sound insulation application. Hence, further than microstructure, the composition distribution in the LPBF HEA samples also does not offer clear randomness in the scale of ultrasound operating wavelength. Hence, it is expected that the intrinsically formed void within the samples, the contribution due to the randomness-induced wave localization effect, would mainly be contributed by the defective macrostructure.
For the “sound” deposition parameter-printed sample (Fig. 2C), experimental transmission tests were conducted to measure the speed of sound values, as shown in Fig. 2F. These values were subsequently used in numerical simulations to model acoustic wave propagation behaviors with and without the arbitrary inclusion of voids. To ensure consistency in comparison and minimize the influence of microstructure-induced viscoelastic responses, 10 MHz and 5 MHz were selected as the operating center frequencies for longitudinal and transverse ultrasound waves, respectively. Compared to reported values in the literature12,13, the speed of sound for the LPBF-produced HEA in this study demonstrated no clear differences in either longitudinal or shear wave modes. Furthermore, despite the high heating and cooling rates inherent to the LPBF process, the measured speed of sound values exhibited no noticeable anisotropy, indicating the absence of significant microstructural texture effects.
Additionally, the acoustic attenuation effect must be considered, particularly in HEA products with distorted lattice structures. According to previous studies12,13, phonon transport efficiency is significantly reduced in distorted lattices compared to conventional metallic lattice structures, resulting in stronger acoustic attenuation effects in HEA samples. Furthermore, microstructural variations in metallic samples also influence acoustic attenuation. Factors, such as grain size and dislocation distributions can introduce additional damping effects, which are often frequency-dependent, further affecting the propagation of acoustic waves.
In this study, the acoustic attenuation effect was experimentally assessed using 10 MHz longitudinal mode acoustic pulses, as illustrated in Fig. 2G. For comparison, acoustic attenuation data from metal additive samples reported in prior studies were included. All selected samples had a density of at least 95% relative to their counterparts manufactured through conventional methods. Notably, the additive friction stir deposition sample (AFSD AA6061), characterized by its low void fraction, exhibited the lowest acoustic attenuation due to its small, isotropic grains and less complex phase structure, resulting in minimal impedance to wave propagation. Among the LPBF Ti6432, binder jet SS316, and Directed energy deposition33 (DED IN718) samples, differences in acoustic attenuation were influenced by both manufacturing processes and microstructural complexity.
Literature34 indicates that Ti64 and IN718 are expected to show higher acoustic attenuation than SS316 due to their more complex microstructures and phase distributions. Experimental results aligned with these expectations, although the binder jet SS316 exhibited slightly higher-than-anticipated attenuation, likely attributed to internal voids. The LPBF HEA in this study demonstrated much higher acoustic attenuation compared to conventional ordered-lattice metallic materials, including common alloys and superalloys. With an attenuation coefficient of approximately 1 dB/mm, the LPBF HEA displayed acoustic dissipation levels approaching those of some soft matter materials. However, while the HEA’s attenuation properties surpass those of traditional metallic materials, the attenuation coefficient alone is insufficient for achieving effective acoustic reduction or ultrasound insulation in practical applications.
Figure 2H shows a microscopic image illustrating a typical void distribution in the LPBF HEA produced using defective parameters. While sound deposition parameters yield a density of at least 90%, the selected defective parameters result in approximately 72% solid fraction, with a relatively uniform distribution observed in the cross-section. Based on weight and volume measurements, the effective density of the sample was determined to be 74%, which aligns closely with the cross-sectional analysis in Fig. 2H. The presented voids in this study are commonly observed in the high entropy alloy LPBF printing using elemental-blending powders, when the printing parameters were not optimized. With respect to common spherical pores in other LPBF alloys, the features of those internal voids in CrMnFeCoNi HEA utilizing LPBF with elemental-blending powders are, random size, random shape, random distribution, and presence over entire samples. In the bulk view, the small voids can be potentially connected with each other to form longer defects along the plane, which is perpendicular to the building direction, as Fig. 2H shows. In this work, as the sound propagated along the sample building directions, the perpendicular orientated voids provide larger effective areas for generating internal backscattering and random walks of the source pulses, which provide stronger overall destructive interference to enhance the sound insulation performance.
Modeling the arbitrary void distribution for studying wave propagation behavior through numerical simulation presents challenges. In this study, the microscopic image was directly utilized to generate a polygonal geometric map, creating a comparable random void distribution model for numerical simulation, as shown in Fig. 2I. The materials and methods section describes this process’s detailed methodology. Notably, the translation of the microscopic image to the simulation model excluded voids smaller than 0.05 times the operating wavelength, as these were deemed to have negligible effects on acoustic wave propagation while increasing computational demands.
Sound propagation behavior simulations
In numerical simulations (Fig. 3A1–A4), not only the random-void sample (Fig. A4) was performed the transmission test. For comparison, full-solid (Fig. 3A1), damper-layer (Fig. 3A2), and phononic-crystal (Fig. 3A3) cases were also conducted to observe the difference in wave propagation behaviors. Instead of monochromatic wave transmission, broadband pulse was selected as the emission source, which can simultaneously obtain temporal transient and frequency-dependent behaviors. Among all four cases, besides the central damper layer in Fig. 3A2, all the other solid materials (gray regions) were assigned to have identical material properties as HEA. The damper layer in Fig. 3A2 was assigned as HDPE, as the materials and methods section stated in detail. The emission and receiver transducers were all identical in all four cases. The size of the four rectangular samples also remained the same. It is worth noting that the PnC case (Fig. 3A3) was designed by the most conventional square-lattice configuration with hollow defects fraction at 28%, which leaves a solid fraction at around 72%, similar to the solid fraction of 72% in the random-void case (Fig. 3A4).

A1,A2,A3,A4 Models of fully solid case, with plastic damper layer, with hollow phononic crystal structure, and with random voids respectively. Noted that the solid regions in all cases have identical properties as Fig. 2F shows. B1,B2,B3,B4 Acoustic wave propagation progress at \({{{\rm{t}}}}_{1}\) when waves start to transmit into the samples from the transducers. C1,C2,C3,C4 Acoustic wave propagation progress at \({{{\rm{t}}}}_{2}\) when waves propagate around half-of-sample in fully solid case. Due to the void induced low effective sound velocity, hollow-PnC and random-voids cases show delays on the propagations. D1,D2,D3,D4 Acoustic wave propagation progress at \({{{\rm{t}}}}_{3}\) when waves about to arrive the receiver transducer in fully solid case. E1,E2,E3,E4 Acoustic wave propagation progress at \({{{\rm{t}}}}_{3}\) when waves about to arrive the receiver transducer in hollow PnC case.
The time domain studies were conducted with \({f}_{0}=\)8 MHz fundamental frequency broadband pulse propagating from the left side to the right side through the samples. In the studies, the total temporal length had remained identical as 100\({T}_{0}\), here \({T}_{0}=1/{f}_{0}\). From the studied temporal length, 4-timepoints were selected and presented in Fig. 3, as \({t}_{1} < {t}_{2} < {t}_{3} < {t}_{4}\). At \({t}_{1}\), the broadband pulse was irradiated at the location around 1.5 wavelengths from the interface between
the acoustic transducer and the sample left boundary (Fig. 3B1, B2). Between the full-solid case (Fig. 3B1) and the damper-layer case (Fig. 4B2), there was no noticeable difference from the acoustic pressure distribution maps due to the similarity of the material the pulse traveled in those 2 cases. However, in the PnC case (Fig. 3B3) and the arbitrary formed-void case (Fig. 3B4), the acoustic pressure distributions were slightly different from Fig. 3B1, B2. The first (tensile) red peak was dissipated. In addition, the spatial distribution of the tensile and compress peaks has slight distortion in the random-void case (Fig. 3B4) due to the random voids induced back-scattering. At \({t}_{2}\), the acoustic pulse arrives at the half-length position of the sample in the full-solid case (Fig. 3C1). In the damper-layer case (Fig. 3C2), from the acoustic pressure map, the wave arrives at the 1st interface between the HEA solid and the damper layer. Compared to the full-solid case (Fig. 3C1), the pressure distribution in Fig. 3C2 has a slight difference in the left side solid region, which indicates the occurrence of interference between the incoming propagating pulse and the reflection from the solid/damper interface. Figure 3C3 shows the pulse propagation progress in the PnC case where the pulse arrives at 1/3 of the length position in the sample, indicating a slower effective speed of sound values in the PnC sample due to the hollow defects. In the random-void case (Fig. 3C4), the symmetry along the wave propagation direction was broken with respect to all three other cases (Fig. 3C1–C3) due to the voids-induced wave random walks. The overall propagation progress in Fig. 3C4 is comparable to the PnC case (Fig. 3C3), where the comparable solid-void fractions in those two cases were expected to offer comparable effective speed of sound values, which led to similar propagation distances in a certain time period.

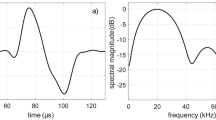
A Temporal waveforms of fully solid, additional damper layer, hollow phononic crystal, and random voids cases, respectively. B Zoomed in view of the temporal waveform from the random voids case.C Fourier transformation obtained acoustic frequency spectrums from the temporal signal in (A). D Time-dependent lateral averaged wave amplitude along the wave propagation direction (sample building direction) Z, showing the localization effect. E Averaged acoustic intensity spatially along the sample length (wave propagation direction) shows Anderson localization-induced exponential decay. The red arrows indicate the localization region F Normalized frequency-dependent sound insulation with respect to a fully solid case. G Frequency-dependent phase delay obtained from the Fourier transformation of the temporal signals shows the acoustic dispersion effects. H Calculated frequency-dependent localization length in the random void case.
At t3, Fig. 3D1 shows the acoustic wave approaching the receiver transducer. At the same time, in the sample containing a damper layer, the acoustic pulse with significantly reduced amplitude is observed at approximately three-quarters of the sample length. This delay is due to the lower sound velocity in the damper material, which slows the propagation. On the left side of the sample in Fig. 3D2, a strong reflected wave is seen moving toward the emission transducer, caused by acoustic impedance mismatching between the solid material and the damper layer.
In the supplementary materials, four animation files illustrate the time-dependent acoustic pressure distribution maps for the four cases discussed: full-solid, damper-layer, PnC, and random-void structures. These animations offer a clearer view of the transient behaviors, particularly reflections, and backscattering, compared to the static captures presented in Fig. 3.
In the phononic crystal (PnC) case (Fig. 3D3), the pulse amplitude is notably reduced compared to its initial amplitude, and the pulse has propagated approximately two-thirds of the sample length. In contrast, in the arbitrarily formed void structure (Fig. 3D4), the pulse propagation is slower despite having a similar effective sound velocity, reaching only halfway along the sample length. This delay is attributed not only to a slower propagation speed but also to backscattering-induced destructive interference, which dissipates a portion of the forward-propagating pulse, effectively reducing the observable propagation progress.
At t4, the full-solid sample (Fig. 3E1) shows the acoustic pulse reflecting back from the receiver transducer and propagating toward the emission transducer. In the damper-layer case (Fig. 3E2), the pulse continues round-trip between the emission transducer and the damper layer. In the PnC case (Fig. 3E3), the pulse is nearing the receiver transducer. However, in the random-void structure (Fig. 3E4), there is no significant progress in pulse propagation compared to t3. This stagnation further confirms the presence of destructive interference between the forward-propagating pulse and backscattered waves caused by the random void-induced defective internal structure.
In Supplementary Movie 1 (full-solid case), the animation shows continuous wave propagation without significant attenuation. In contrast, Supplementary Movie 2 (damped-layer case) demonstrates the reduction in wave amplitude due to internal roundtrips of the pulses within the solid regions and the central damper layer, highlighting the dissipative effects of the damper. In Supplementary Movie 3 (PnC case), the animation captures the temporal behavior of the pulse in the periodic configuration. The pulse is split into two components during forward propagation. One component undergoes coherent backscattering, creating destructive interference that diminishes the forward-propagating wave, corresponding to frequencies within the phononic bandgap. The remaining portion of the pulse propagates forward with minimal scattering, representing frequencies within the transmission band. This behavior confirms that PnCs effectively block wave propagation for frequencies within the Bragg bandgap. However, for broadband pulses, the commonly narrow bandgap design of PnCs is insufficient to halt the entire pulse. In Supplementary Movie 4 (random-void case), the animation shows an initial random walk propagation of the pulse, inducing significant backscattering. This backscattering leads to destructive interference with the forward-propagating wave. As the scattered wave progresses toward the middle of the sample, forward propagation becomes increasingly impeded, demonstrating a strong localization effect. Consequently, only a minimal portion of the wave reaches the receiver transducer over the full temporal duration. This behavior highlights the effectiveness of the random-void structure as an ultrasound insulator for broadband pulses.
Figure 4A summarizes the received signal at the detection transducer (right-side transducer) over a 10 μs temporal duration, based on the numerical simulations from Fig. 3. The black line represents the acoustic pulses in the full-solid case (Fig. 3A1), showing typical broadband short pulses with minor amplitude loss during multiple roundtrips but without noticeable dispersion or out-of-phase effects. The green line corresponds to the damper-layer case (Fig. 3A2), where the slower sound velocity in the damper layer results in a clear temporal delay compared to the full-solid case. Due to the viscoelastic properties of the damper layer, the pulse exhibits a pronounced dispersion effect, evident from the increased number of peaks. Additionally, internal roundtrips of the pulse within the damper layer contribute to multiple pulse signals appearing in the received waveform. The blue line represents the PnC case (Fig. 3A3), where significant dispersion is observed. The initial portion of the transmitted signal appears with reduced amplitude, a behavior attributed not only to dispersion but also to the frequency-dependent effective speed of sound in the PnC structure. In contrast to the other cases, the random-void case (Fig. 3A4) demonstrates negligible signal transmission, as indicated by the red line. This minimal transmission reflects the strong attenuation and destructive interference effects induced by the arbitrary distribution of the voids. For a more comparable simulation condition with respect to experimental sound transmission tests, the outer boundaries of samples were set to sound hard boundaries, the emitted source pulses were trapped inside samples and experienced round-travel between the left and right edges of the samples. Due to the round-trip propagation, the later signals contain superposition of the later transmission which experienced internal reflections. Hence, the clear sound attenuation performance was clearer on the first arrival pulse envelope, which was in the temporal range from 1.7 \(\mu s\) to 2.3 \(\mu s\) on Fig. 4A.
Figure 4B provides a zoomed-in view of the transmission through the sample with arbitrarily formed voids (Fig. 3A4), where the amplitude is nearly three orders of magnitude lower than in the other cases. The transmitted waveform resembles that of the PnC case (Fig. 3A3), exhibiting a strong dispersive signature caused by random walk propagation and random-scattering interferences. Fourier transformation was applied to convert the detected time-domain signals into the frequency domain, producing the frequency spectra of the transmissions shown in Fig. 4C. In the case of the sample that is completely solid (Fig. 3A1), represented by the black line, the frequency spectrum follows a typical Gaussian distribution with a fundamental frequency of around 8 MHz. The first-arrival pulse (approximately at 2 μs in Fig. 4A) shows negligible transmission loss. In comparison, the sample with the damper (green line in Fig. 4C) exhibits lower transmission amplitude, though the spectrum retains a Gaussian profile with a slight blue shift. It should be noted that the transmission amplitude in the damper-layer case is strongly dependent on the damper material. In this study, the chosen material (HDPE) is classified as hard plastic, resulting in only a 20 dB reduction without significant frequency-dependent viscoelastic effects. Using softer materials, such as rubber, liquid cavities, or comparable alternatives, could achieve near-zero transmission, as these materials typically exhibit a proportional relationship between frequency and transmission reduction.
The blue line in Fig. 4C represents the hollow-PnC case (Fig. 3C1). A narrow bandgap or dissipative mode is evident around 9.5 MHz, with approximately 60 dB reduction in transmission amplitude. Outside this narrow region, clear transmission remains, particularly in the 5–9 MHz range, consistent with observations in the simulation animations provided in Supplementary Movie 3.
The red line in Fig. 4C shows the frequency spectrum of the random-void case (Fig. 3D1), which exhibits uniformly low transmission amplitude across the entire studied frequency range. Compared to the full-solid case, the random-void structure achieves an overall transmission reduction of approximately 60 dB, demonstrating its superior performance in attenuating broadband acoustic waves. In Fig. 4D, the temporal-domain pulse propagation was averaged laterally along the X-axis and plotted against the propagation direction (Y-axis). The red dashed line represents the linear wave travel observed in the full-solid case, consistent with the pulse signal shown in Fig. 4A. The color scatter in the contour plot indicates the acoustic intensity in the random-void sample. A concentration of pulse intensity is clearly visible within a 2 mm region (spanning from 7 mm to 5 mm) from the source transducer, demonstrating the localization effect of the acoustic pulse. Additionally, between the 2 and 5 μs temporal range, a noticeable decrease in overall acoustic intensity oscillating within the 7 to 5 mm region is evident. This reduction is attributed to destructive interference caused by random-walk-induced backscattering, as illustrated in Supplementary Movie 4.
Figure 4E shows the spatially dependent acoustic intensity along the wave propagation direction (aligned with the sample building direction) on a logarithmic scale. From 2 mm to approximately 6 mm, the acoustic intensity decay exhibits a near-linear trend on the logarithmic scale, indicating the exponential decay characteristic of strong localization. This behavior is highlighted by the red arrows, underscoring the random-void sample’s capability to induce robust wave attenuation through localization effects. The transmission spectrum for the full-solid case was used as a reference to calculate the transmission differences for the damper-layer, hollow-PnC, and random-void cases, highlighting their ultrasound reduction performance, as shown in Fig. 4F. Due to the viscoelastic behavior and dispersion effects, the green line (damper-layer case) exhibits an inclined spectrum compared to the reference black line (full-solid case). The hollow-PnC case achieves a maximum sound reduction of approximately −60 dB at the dissipative mode frequency. In comparison, the average reduction across the rest of the frequency range is about −24 dB.
In contrast, the red line (random-void case) shows an average transmission reduction of −57 dB relative to the full-solid case. Additionally, the random-void case demonstrates transmission reductions exceeding −20 dB and −15 dB compared to the hollow-PnC case in the low- and high-frequency ranges, respectively, within the studied frequency window. Notably, the insulation performance of the random-void structure shows less frequency dependence compared to the hollow-PnC case. Figure 4G presents the frequency-dependent phase spectra of the transmission signals from Fig. 4A, illustrating the dispersion effects observed in the four models. In the full-solid case, the phase spectrum follows a typical linear relationship with minimal frequency-dependent phase delay compared to the other cases. The damper-layer case shows a slightly larger slope in the phase spectrum due to viscoelastic-induced dispersion effects.
For the hollow-PnC case, the phase spectrum exhibits slight curvature and a discontinuity at 9.8 MHz, indicating the nonlinear dispersion behavior characteristic of PnC structures and the presence of a dissipative mode. Similarly, the random-void case features a slightly curved phase spectrum with a discontinuity at 5.5 MHz. This behavior reflects the proportional relationship between frequency and backscattering and the sharp transmission dip observed at 5.5 MHz, underscoring the unique wave localization effects in the random-void structure.
The strong transmission reduction observed in the random-void case follows an exponential decay along the wave propagation direction, indicating the presence of Anderson localization in the model. To estimate the minimum sample length required to achieve ultrasound insulation, the localization length was calculated using the expression20:
where \(d\) is the sample length, the distance in the present work in the crystal along the wave propagation distance. \({I}_{0}\) and \(I\) are the source intensity and transmission intensity. \(f\) is the operating frequency. The frequency-dependent localization length was derived analytically from the transmission frequency spectrum and the source acoustic intensity, which was set as a constant in the model. As shown in Fig. 4, the average localization length across the entire frequency range was approximately 2.1 mm, consistent with the spatial intensity distribution obtained in the numerical simulation (Fig. 4D, from 7 mm to 5 mm). The calculated maximum and minimum localization lengths were approximately 3 mm and 1.5 mm, respectively, shorter than the sample length used in the simulation model. These results confirm the negligible transmission detected at the receiving transducer, as shown in Fig. 4A, B, further validating the effectiveness of the random-void structure in inducing strong wave localization and ultrasound insulation.
Figure 1D illustrates the decay of acoustic waves in a structure with randomly distributed voids, where strong localization effects dominate. The internal voids contents gas pores and unfused powders. Hence, the acoustic impedance values between voids and surrounding solid materials are highly mismatched. Such impedance mismatching voids and surrounding solid materials provides reflection on the incoming acoustic wave. Because averaged sizes of the internal voids are close but smaller than the acoustic wavelength, the internal reflections were occurred as internal backscattering. The random spatial distribution of the voids ensures that the back-scattered waves occur in arbitrary directions, so they continually interfere destructively for waves propagating in the forward direction. The net result is an almost exponential drop in transmitted amplitude, a signature of wave localization resulting in broadband acoustic attenuation achieved by harnessing disorder rather than relying on periodic band gap mechanisms.
Experimental results
Four samples were fabricated in the experiments using identical additive manufacturing parameters, resulting in similar but not identical internal void or defect distributions. The previously described “sound” deposition sample (Fig. 2E) was also included in the transmission tests as a reference. The tests were conducted using a bistatic setup, and the transmission signals are presented in Fig. 5A, showing results for the four defective samples and the reference sample. The black line represents the transmission signal for the reference sample. While the primary pulse envelope exhibits a typical waveform, some scattered signals can be observed trailing the main pulse, indicating the presence of internal discontinuities. Consistent with static density estimations, the reference sample demonstrated superior acoustic pulse waveform and amplitude compared to the defective samples. The colored lines in Fig. 5A, representing the defective samples, show significantly lower amplitude and more dispersed waveforms than in the reference sample. The experimental data does not exhibit as strong a contrast to the numerical simulation results (Fig. 4A, B). This discrepancy may stem from two factors. First, the reference sample in the experiment is not as perfectly full-solid as in the simulation, leading to slightly lower performance. Second, the localization effect in the experimental 3D samples is expected to be weaker due to a greater number of potential random-walk paths for the waves.

A Transmission signal from the four LPBF defective HEA samples with respect to a “sound” deposition LPBF HEA reference sample. BJ refers to Binder-jet printed samples (B). Fourier transformation obtained acoustic frequency spectra from the temporal signal in (A). Noted that 0 dB is normalized to the transmission through 10 mm DI water, which is close to lossless. C Frequency-dependent phase delay obtained from the Fourier transformation of the temporal signals shows the acoustic dispersion effects. D Microhardness tests on the four defective LPBF HEA samples with respect to porous binder jet printed BJ- SS316 and sound condition commercial purchased SS316 samples. The error bars refer to the variation in the micro-hardness testing (E). The tensile test provided a strain-stress curve of the LPBF HEA sample using defective printing parameters. F Overview of ultrasound attenuation comparison between common metallic materials from literature34 and LPBF HEA proposed in this work. It worth noting that the Young’s modulus of (CoCrFeMnNi)98Si2 was obtained from literature29 and the Young’s modulus of defective sample in this work was obtained from effective medium approximation based on the literature values29.
Figure 5B presents the frequency spectra obtained through the Fourier transformation of the temporal signals. Similar to the numerical simulation results (Fig. 4C), the transmission spectra of the defective samples show minimal frequency dependence compared to the PnC case in simulations. Experimentally, the defective samples achieved ultrasound reductions ranging from −15 to −61 dB compared to the reference sample, with an average reduction of −29 dB. Among these, samples 3 and 4 showed average reductions exceeding −30 dB, qualifying them as effective ultrasound insulators. The decibel scale was normalized to a 10 mm DI water transmission as 0 dB. Figure 5C illustrates the phase spectra of the transmitted signals for all tested samples, demonstrating behavior consistent with the numerical simulations. Due to random backscattering-induced destructive interference, the defective samples exhibit much stronger dispersion compared to the reference sample. It is noteworthy that the experimental results reveal a smaller relative delay between the reference and defective samples than the simulations predict. This is because the experimental reference sample, unlike the ideal full-solid in simulations, has a slightly later arrival time due to its internal characteristics.
At the operating frequency of around 10 MHz, acoustic attenuation is dictated almost entirely by the random void architecture, whether the around 10 MHz acoustic wave cannot have clear difference in the sound insulation behaviors in BCC or FCC alloys. FCC in general has different plastic properties compared with BCC due to the different numbers of potential slipping-planes. However, the acoustic wave propagation behaviors are tightly governed by elastic properties, especially bulk modulus. BCC and FCC structures of similar materials in general does not offer strong contrast in elastic properties with respect to the presence of voids. Other HEAs can also be used to construct ultrasound insulators as long as the random voids can be formed. The presence and tunability of nanoprecipitates and stacking fault can optimize mechanical properties which are majorly on plastic properties. With around 10 MHz acoustic wave, such nanoprecipitates and stacking fault would not bring clear sound wave propagation behaviors with the operation frequency used in this study.
Metallic materials have traditionally not been considered suitable for sound insulation. However, applications requiring metallic sound insulators often demand excellent mechanical properties, particularly high plasticity. To assess the mechanical performance of the small LPBF HEA (defective) samples, microhardness tests were conducted (Fig. 5D) on all four HEA samples and compared with a binder jet SS316 sample and a commercially purchased SS316 sample (reference steel) used in a previous study35. Sample 2 exhibited a lower hardness value among the four HEA samples than the other three. This finding aligns with the observed extra phase delay and larger dispersion in the acoustic transmission results (Fig. 5C), consistent with the rough correlation between dynamic bulk modulus and hardness reported in earlier research35. The average microhardness value for the four HEA samples was approximately 205 VHN, significantly higher than aluminum alloys’ hardness10. As such, only steel samples were included for a meaningful comparison. While SS316 can achieve hardness levels exceeding 200 VHN with minor work hardening, the defective HEA samples demonstrated superior hardness compared to both the porous binder jet-printed SS316 and the sound-condition commercially purchased SS316 samples. Furthermore, tensile test was also conducted on the defective HEA sample which was posted in Fig. 5E. The yield strength and ultimate strength were 355 MPa and 686 MPa, respectively, which is also higher than typical steel strength around 300 MPa36,37. These results highlight the potential of LPBF HEA samples to deliver enhanced mechanical properties alongside their sound insulation capabilities, making them suitable for demanding applications requiring both functionalities.
The main contribution of sound insulation in the proposed structure was from the inherent random voids induced wave localization effects. However, the contribution from disordered lattice is not negligible. Figure 2G referred to the disordered lattice was able to offer around -10dB sound reduction in a 10 mm sample in experiments. The inherent random voids offered an additional ~ -35dB sound reduction in a 10 mm sample besides the contribution of the disordered lattice in experiments. In principle, replicating the identical void morphology within a conventional, single principal element alloy would still yield an acoustic barrier; however, the total sound energy loss would inevitably be lower, because the ordered lattice of traditional alloys lacks the supplementary dissipation which was provided by the severe lattice distortion and mass fluctuation scattering from high entropy alloy systems. To construct a metallic ultrasound insulator, instead of using a better sound conductor (Aluminum alloys), the sound insulator prefers a weak sound conductor, which the disordered lattice in HEA closely meets the demands. As Fig. 2G presented, without a significant amount of internal voids, the LPBF HEA still has 0.8 dB/mm more attenuation at the frequency we worked with. Hence, in principle, with identical random voids in a 10 mm long insulator, the proposed HEA based random void insulator would have -8 dB more sound reduction performance than aluminum-based.
Fig. 5F displays an Ashby type chart that correlates ultrasonic attenuation at 5 MHz with Young’s modulus for a spectrum of common metallic systems. Young’s modulus was intentionally selected for the mechanical property axis because elastic constants remain relatively invariant across processing routes, whereas plastic parameters (e.g., yield strength, hardness) can fluctuate substantially with manufacturing history and would therefore obscure meaningful trends. Besides (CoCrFeMnNi)98Si229, the other values were referred from the comprehensive review34. It was clear that the high entropy alloy (CoCrFeMnNi)98Si2 has 1 to 2 order-of-magnitude higher ultrasound attenuation with respect to the common alloys, besides the soft pure metal, such as Cadmium. With the presence of significant fraction of internal voids, the ultrasound attenuation has been further enhanced as demonstrated in this work.
The selected attenuation data in the Ashby diagram (Fig. 5F) cited to the alloys that are experimentally measured in the existing literature34 which are under as-purchased or as-printed conditions. The selected alloys refer to bulk and closely void-free samples, which describe the material type dependent ultrasound attenuations without any artificially designed internal structure, such as phononic crystal structures and acoustic metamaterial structures. In the Ashby map, there was two values marked from this work, the lower attenuation mark refers to the “sound deposition parameter” produced HEA sample in as-printed condition with insignificant internal void, which shows higher attenuation with respect to the most of other alloys. By using defective printing parameters, the as-printed samples have a significant enhancement of ultrasound attenuation. As the proposed HEA sound insulators were under as-printed conditions without artificial design of the internal structure, the samples were also grouped into the Ashby diagram for comparison. In Fig. 5F, metallic phononic crystals and metallic acoustic metamaterials were not included due to the strong flexibility of designs and sizes induced bandgap engineering. However, even compared with typical phononic crystal structures, the numerical simulation results in Fig. 4F present that the phononic crystal structure was able to provide similar performance of sound insulation in a narrower frequency range with respect to the random voids structures. With proper bandgap engineering, a wider bandgap definitely can be achieved, but the bandgap still would be challenging to cover several MHz ranges.
In MHz range, the major acoustic applications would be ultrasound inspections and ultrasound processing/ therapies. In general, the proposed metallic HEA sound insulators have potential to serve as absorption boundaries or absorption substrate in MHz range inspection works, such as underwater welding inspections and ultrasound microscopes38,39,40,41. For ultrasound processing, in ultrasound-assisted LPBF or casting grain refinement works, HEA sound insulators could also serve as a part of LPBF substrate or casting die for managing the ultrasound radiation to achieve grain refinement in the selective regions only. Similarly, the proposed HEA sound insulators have the potential to achieve ultrasound radiation in the selective regions during the ultrasound bone recovery therapies.
As the next study phase of this work, the rough modification of the size and distribution of the internal voids are generally feasible, but it is very challenging to accurately control the size and distribution of the internal voids. The void size and distribution not only related to the laser parameters and the size of powders, but also related to the powder size ratio between the different elements, the geometry and size of printing models, the existence and distribution of underneath supporting structures, number of times on powder recycling, and even the number of samples being printed at the same time. Hence, instead of tuning internal voids for generalizing the proposed structure working for different frequency bands, modification on the total sample length can be an alternative solution before the detailed relation between void size/ distribution and the printing parameters/ conditions.
Conclusion
In this study, an approach to designing and fabricating metallic broadband sound insulators was successfully demonstrated using LPBF to produce CrMnFeCoNi HEA samples with randomly distributed internal voids, which has barely been reported in the existing literature. These voids act as scattering centers, inducing wave localization through random backscattering and destructive interference. Microscopic and macroscopic analyses using EDS/EBSD and femtosecond laser-induced breakdown spectroscopy (fs-LIBS) confirmed that the voids were the primary contributors to the disorder and randomness required for effective wave localization, as their spatial distribution aligned with the scale of the ultrasound operating wavelength. Numerical simulations revealed that the wave localization effect in HEA samples provided up to -20 dB more ultrasound insulation compared to traditional plastic dampers or hollow phononic crystal (PnC) structures over a broad frequency range. Experimental sound transmission tests demonstrated an average absolute sound insulation of -65 dB for a 10 mm sample length. Even defective HEA samples with void fractions of approximately 28% achieved a significant average insulation improvement of −29 dB while maintaining exceptional mechanical properties. Specifically, these samples exhibited hardness values around 10% higher than commercially available stainless steel 316, underscoring their suitability for applications requiring both acoustic insulation and mechanical hardness. This work highlights the potential of additive manufacturing and HEAs to address long-standing challenges in sound insulation, offering a robust, scalable, and mechanically resilient solution for industrial applications.
Data availability
Data can be available based on the request from the corresponding authors.
Code availability
Code can be available based on the request from the corresponding authors.
References
Mršnik, M., Slavič, J. & Boltežar, M. Frequency-domain methods for a vibration-fatigue-life estimation–application to real data. Int. J. Fatigue 47, 8 (2013).
Flowers, G. T. et al. “A study of the physical characteristics of vibration-induced fretting corrosion. IEEE Trans. Compon. Packaging Technol. 29, 318 (2006).
L. P. Davis, J. F. Wilson, R. E. Jewell and J. J. Roden. Hubble space telescope reaction wheel assembly vibration isolation system. (NASA, 1986).
Liu, Y., Liu, J., Pan, G. & Huang, Q. “Modeling and analysis of a metal rubber vibration isolation system considering the nonlinear stiffness characteristics. Rev. Sci. Instrum. 94, 015105 (2023).
H. Murai, “Liquid-filled vibration isolator”. U.S. Patent 6,419,213, 16 July 2002.
Jin, Y., Yang, T., Dahotre, N. B. & Neogi, A. “Multifunctional phononic meta-material actuated by the phase transition in water. Phys. Scr. 98, 065008 (2023).
Jiang, X. et al. Acoustic one-way metasurfaces: asymmetric phase modulation of sound by subwavelength layer. Sci. Rep. 6, 1–6 (2016).
Yi, G. & Youn, B. D. A comprehensive survey on topology optimization of phononic crystals. Struct. Multidiscip. Optim. 54, 1315 (2016).
Vasseur, J. O., Deymier, P. A., Djafari-Rouhani, B., Pennec, Y. & Hladky-Hennion, A. C. “Absolute forbidden bands and waveguiding in two-dimensional phononic crystal plates. Phys. Rev. B 77, 085415 (2008).
Jin, Y. et al. “Gradient process parameter optimization in additive friction stir deposition of aluminum alloys. Int. J. Mach. Tools Manuf. 195, 104113 (2024).
Yamasaki, M., Kagao, S. & Kawamura, Y. Thermal diffusivity and conductivity of Zr55Al10Ni5Cu30 bulk metallic glass. Scr. Materialia 53, 63 (2005).
Liu, Q. et al. “Ballistic penetration of high-entropy CrMnFeCoNi alloy: experiments and modelling. Int. J. Mech. Sci. 249, 108252 (2023).
Hawkins, M., Thomas, C. S. arah, Hixson, R., Li, N. & Fensin, S. “High velocity impact of an Fe/Cr/Mn/Ni high entropy alloy. Hypervelocity Impact Symp. 883556, V001T09A002 (2019).
Zhang, Y., Wang, D. & Wang, S. “High-entropy alloys for electrocatalysis: design, characterization, and applications. Small 18, 2104339 (2022).
Anderson, P. W. Absence of diffusion in certain random lattices. Phys. Rev. 109, 1492 (1958).
Wiersma, D. S., Bartolini, P., Lagendijk, A. & Righini, R. “Localization of light in a disordered medium. Nature 390, 671 (1997).
Shi, Z., Wang, J. & Genack, A. Z. Microwave conductance in random waveguides in the cross-over to Anderson localization and single-parameter scaling. Proc. Natl. Acad. Sci. USA 111, 2926 (2014).
Ye, Y. et al. “Transversal Anderson localization of sound in acoustic waveguide arrays. J. Phys. Condens. Matter 27, 155402 (2015).
Skipetrov, S. E. & Beltukov, Y. M. “Anderson transition for elastic waves in three dimensions. Phys. Rev. B 98, 064206 (2018).
Dhillon, J., Bozhko, A., Walker, E., Neogi, A. & Krokhin, A. “Localization of ultrasound in 2D phononic crystal with randomly oriented asymmetric scatterers. J. Appl. Phys. 129, 134701 (2021).
Juntunen, T., Vänskä, O. & Tittonen, I. “Anderson localization quenches thermal transport in aperiodic superlattices. Phys. Rev. Lett. 122, 105901 (2019).
Croy, A., Cain, P. & Schreiber, M. Anderson localization in 1D systems with correlated disorder. Eur. Phys. J. B 82, 107 (2011).
Semeghini, G. et al. Measurement of the mobility edge for 3D Anderson localization. Nat. Phys. 11, 554 (2015).
Beardo, A. et al. “Resonant phonons: localization in a structurally ordered crystal. Phys. Rev. B 110, 195438 (2024).
Tian, P. H.aZ. Direct observation of phonon Anderson localization in Si/Ge aperiodic superlattice. Phys. Rev. B 103, 045304 (2021).
Macknojia, A. Z. et al. Additive manufacturing of Fe-6.5 wt.%Si transformer steel toroidal cores: process optimization, design aspects, and performance. Mater. Des. 241, 112883 (2024).
Ni, Y. & Volz, S. “Evidence of phonon Anderson localization on the thermal properties of disordered atomic systems. J. Appl. Phys. 130, 190901 (2024).
Xu, X., Vallabh, C. K. P., Cleland, Z. & Cetinkaya, C. “Phononic crystal artifacts for real-time in situ quality monitoring in additive manufacturing. J. Manuf. Sci. Eng. 139, 091001 (2021).
Kumar, J. et al. “The effect of Si addition on the structure and mechanical properties of equiatomic CoCrFeMnNi high entropy alloy by experiment and simulation. Materialia 27, 101707 (2023).
Jin, Y. et al. “Numerically trained ultrasound AI for monitoring tool degradation. Adv. Intell. Syst. 4, 2100215 (2022).
Jiránek, M. & Kotrbatá, M. Radon diffusion coefficients in 360 waterproof materials of different chemical composition. Radiat. Prot. Dosim. 145, 178 (2011).
Pantawane, M. V. et al. Crystallographic texture dependent bulk anisotropic elastic response of additively manufactured Ti6Al4V. Sci. Rep. 11, 1–10 (2021).
Mazumder, S., Pantawane, M. V. & Dahotre, N. B. Influence of high heating rates on evolution of oxides on directed laser energy additively fabricated IN718. npj Mater. Degrad. 5, 45 (2021).
Ono, K. A comprehensive report on ultrasonic attenuation of engineering materials, including metals, ceramics, polymers, fiber-reinforced composites, wood, and rocks. Appl. Sci. 10, 2230 (2020).
Jin, Y. et al. “Ultrasonic elastography for nondestructive evaluation of dissimilar material joints. J. Mater. Process. Technol. 299, 117301 (2021).
Dutta, A., Dhar, S. & Acharyya, S. K. Material characterization of SS 316 in low-cycle fatigue loading. J. Mater. Sci. 45, 1782 (2010).
Sajjadnejad, M. & Behnamian, Y. “Investigating the fracture properties of 316 stainless steel. Adv. J. Chem. A, 190 (2024).
T. Yang, Y. Jin, L. M. Smith, N. B. Dahotre, A. Neogi. Real-time in-situ ultrasound monitoring of soft hydrogel 3D printing with subwavelength resolution. Commun. Eng. 3, 162 (2024).
Yang, T., Jin, Y., Dahotre, N. B., Wang, Z., Neogi, A. Temperature tunable anderson localization and metal–insulator transition of acoustic waves in high-entropy phononic crystal. Adv. Eng. Mater. 26, 1758 https://doi.org/10.1002/adem.202201758 (2023).
Jin, Y., Yang, T., Dahotre, N. B., Neogi, A. & Wang, T. Defect-free sound insulator using single metal-based friction stir process array. Adv. Eng. Mater. 25, 2300206 (2023).
Heo, H. et al. Multifunctional acoustic device based on a phononic crystal with independently controlled asymmetric rotating rods. Phys. Rev. Appl. 19, 054008 (2024).
Acknowledgements
This work is supported from the infrastructure and support of Center for Agile & Adaptive and Additive Manufacturing (CAAAM) funded through State of Texas Appropriation [#190405-105−805008-220].
Author information
Authors and Affiliations
Contributions
Y.J.: Writing - original draft, Writing – review & editing, Methodology, Investigation, Formal analysis, Conceptualization, Data curation. J.K.: Writing - original draft, Methodology, Data curation. S.P.: Writing - original draft, Methodology, Data curation. S.D.: Writing - original draft, Methodology, Data curation. T.Y.: Writing - original draft, Methodology, Data curation. B.S.: Writing – review & editing, Methodology. J.S.: Writing - original draft, Methodology. A.A.V.: Writing – review & editing, Project administration, Investigation. T.W.: Writing – review & editing, Methodology, Formal analysis, Conceptualization. A.K.: Writing – review & editing, Methodology, Formal analysis. N.B.D.: Writing – review & editing, Methodology, Investigation, Project administration. A.N.: Writing - original draft, Writing – review & editing, Methodology, Investigation, Conceptualization.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Communications Engineering thanks Zhongwu Zhang and the other, anonymous, reviewer for their contribution to the peer review of this work. Primary Handling Editors: Philip Coatsworth, Ros Daw. Peer review reports are available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Jin, Y., Kumar, J., Palaniappan, S. et al. Laser-powder bed fusion printed CrMnFeCoNi high entropy alloys engineered for acoustic insulation. Commun Eng 5, 85 (2026). https://doi.org/10.1038/s44172-026-00624-5
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44172-026-00624-5

{kind=link}
{kind=link}
{kind=link}
{kind=link}