
Abstract
Biodegradable bioplastics have emerged as promising alternatives to conventional plastics in the current scenario of growing demand for sustainable materials. However, the high costs associated with their production still interfere with the proper dissemination of these materials. The present review will deal with the different aspects of the production of biodegradable bioplastics in biorefineries as an approach for cost reduction and low waste generation, aligning with circular bioeconomy principles. By employing different types of biomass and conversion processes, bioplastics and their composites can be considered a valuable product in biorefineries, demonstrated by actual case studies and functional industries.
Similar content being viewed by others


Introduction
The industrial revolution of the 20th century was marked by numerous technological and material advancements, with plastic being one of the most emblematic. Due to its versatility, low cost, and durability, plastics have become widely used in sectors such as packaging, medicine, construction, and electronics. However, this advancement has brought with it an unprecedented environmental challenge. In 2022, global plastic production exceeded 400 million tons, with alarming projections that this number could double in the next two decades if effective measures are not implemented1. One of the core issues of plastics unsustainability lies in the resistance of plastics to biodegradation, which leads to the persistent accumulation of these materials in terrestrial and marine ecosystems. While recycling is an important technique for plastic waste management, it still faces challenges for broader application. The costs associated with recycling are higher than the costs for producing new plastics, which can discourage this practice2. Besides, there are several types of plastic materials that do not present recyclability, limiting the application of this technique3. It is estimated that over 76% of all plastic produced since the 1950s has been improperly discarded, with only 9% effectively recycled4. As a consequence, approximately 14 million tons of plastic waste enter the oceans each year, forming “plastic continents”, impacting marine biodiversity and human health through micro- and nanoplastics diffusion5.
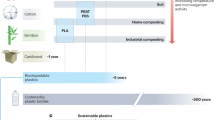
Considering this scenario, sustainable alternatives such as bioplastics emerge as a promising solution. Bioplastics are materials that may be bio-based, biodegradable, or both. Among these, the most notable are biodegradable polymers such as polyhydroxyalkanoates (PHAs), polylactic acid (PLA), and starch- and cellulose-based plastics6,7. Although they still account for less than 2% of global plastic production, bioplastics have shown a significant growth rate, driven by public policies, social pressure, and technological advances6,8. Different biodegradation process can be applied for end-of-life pathways to biodegradable bioplastics, such as industrial composting (in which organic matter is transformed into carbon dioxide and humus by a microbial community) and anaerobic digestion (which can generate energy in the form of biogas)9,10.
Complementing this perspective, bioplastics reinforced with composites have gained attention as a strategy to overcome the mechanical and functional limitations of pure biopolymers. The incorporation of waste-derived fillers (materials added to a polymer that can enhance certain characteristics11), such as sugarcane bagasse, rice husk, coffee residues, and plant fibers, has been shown to significantly improve the thermal, mechanical, and barrier properties of bioplastics, enabling their use in more demanding applications such as food packaging and durable goods12. Moreover, the use of these sustainable fillers reinforces the concept of industrial symbiosis and circularity by transforming waste into value-added inputs. In addition to being less dependent on fossil resources, bioplastics can offer functional and environmental advantages such as reduced greenhouse gas emissions, and better integration into biological systems6,7. Still, some challenges persist, such as the need to optimize production and extraction processes, high industrial-scale costs, and the absence of consolidated regulatory frameworks in many countries.
In order to alleviate costs associated with industrial production of biodegradable bioplastics, the integration in biorefineries platforms can be envisioned. The valorization of agro-industrial residues, effluents, and low-cost substrates to produce biopolymers has been the focus of intense research, with particular emphasis on the use of microorganisms and algae as cellular platforms for the synthesis of PHAs and other polymers of interest4. Bioeconomy promotes the use of renewable resources and the reuse of waste as strategies to foster sustainable value chains. Given this context, this article aims to review the state of the art in the production of biodegradable bioplastics within biorefinery platforms from the perspective of circular bioeconomy. The discussion will include the types of bioplastics, technological conversion routes, the use of waste as raw material, and future perspectives for this rapidly expanding field (Fig. 1).

Aspects involved in the production of biodegradable bioplastics in biorefineries.
Biorefineries platforms
Biorefineries represent a central concept in the circular bioeconomy, as they integrate processes for converting renewable biomass into a variety of value-added products, including energy, base chemicals, and materials such as bioplastics. Integrated and sustainable production in biorefineries seeks to mimic the model of oil refineries, while using renewable resources, reducing emissions and promoting the recovery of waste. In this approach, the appropriate choice of raw materials is a determining factor for technical, economic and environmental viability of biorefineries13.
Feedstocks
The feedstocks used in biorefineries are renewable and can be obtained from different sources, being fundamental for defining the technological routes to be used. The type of biomass directly influences the possible final products, including the type of monomers to produce bioplastics. Considering the advancement of conversion technologies and the search for more sustainable and diversified sources of carbon, biomass have been classified into different generations, according to their origin, availability, impact on land use and potential for integration into bioeconomic value chains. Table 1 presents a summary of the main characteristics of first, second, third, and fourth-generation biomass, focusing on their origin, availability, added value, as well as benefits and limitations in the context of the production of biodegradable bioplastics. This classification allows us to identify technological trends and challenges associated with the transition to a more circular and resilient bioeconomy.
The choice of the proper substrate for bioplastics production will depend on factors of feedstock availability, ease of processing, conversion yields and final environmental impact. First-generation feedstocks have been intensively explored for the production of biofuels and processes applying this type of biomass usually present great conversion yields, making them feasible for bioplastics production. However, the application of first-generation feedstocks raises concerns about land and food competition14. Second, third, and fourth-generation substrates are also suitable for bioplastics production. However, the technological requirements for these feedstocks are also higher15. Comparative studies are important tools to evaluate the impact of different substrates in bioplastics production in a circular bioeconomy context. In this sense, Koch et al.16 compared two routes for the production of polyhydroxybutyrate (PHB): by using corn as feedstock with bacterial fermentation, and by using captured CO2 with cyanobacterial as producing microorganism. Overall, the application of the photoautotrophic route (using CO2 as substrate) had a lower environmental impact than applying corn16.
Similarly, Bishop et al.17 conducted a life cycle assessment (LCA) evaluating maize, lignocellulosic biomass (forestry residue), food waste, and food waste digestate for the production of bioplastics17. The differences among these feedstocks can be already observed in the considered amount needed for producing 1 kg of bioplastic: 2.47 kg of maize, 20 kg of lignocellulosic biomass, 12.5 kg of food waste, and 100 L of food waste digestate. When acknowledging the indirect land use change, the authors concluded that the process for bioplastic production would generate 1, −15.8, 4.8, and 0.2 kg of CO2 eq. per kilogram of bioplastic using maize, lignocellulosic biomass, food waste, and food waste digestate as feedstock, respectively. This demonstrates the potential of lignocellulosic biomass of achieving climate neutrality when coupled to afforestation. Besides, when considering the valorization of side-streams (as biofertilizer, animal feed, or bioenergy), the amount of predicted CO2 eq. for maize and food waste could be significantly reduced. The decentralization of production also had a significant impact on environmental burden. Therefore, by producing bioplastics in a biorefinery manner using the same physical space (decentralization) for the production of several molecules (valorization of side streams) can have a positive impact in the overall production process and environmental burden.
First-generation (1G) feedstocks
First-generation biomass consists of food raw materials rich in simple sugars, starch, or vegetable oils, which can be easily converted into molecules that serve as a platform for to produce biodegradable bioplastics18,19. They were the first biomass to be explored in industrial bioconversion processes, due to their high availability and ease of processing. The availability of 1G biomass is highly regionalized and depends on climate factors, agricultural policies, and production infrastructure. They offer high yields per hectare (e.g., sugarcane yields of 54–111 t/ha in regions like Brazil, Germany, France, and India) and rely on well-established production chains and infrastructure, facilitating their integration into biorefineries15. However, their economic value can be unstable, as they are subjected to price fluctuations in the food and biofuel markets.
Sugarcane (Saccharum officinarum), is widely planted in Brazil, India, China, and Thailand20. Its juice is widely used in biorefineries, especially to produce biofuels and other products of industrial interest, such as lactic acid (precursor of PLA)21. Corn (Zea mays) contains a high starch content and is one of the most widely used raw materials in the United States22. Cassava (Manihot esculenta), is widely cultivated in tropical regions, has a high starch content and low cultivation costs, being an alternative to corn in developing countries. The conversion of starch into glucose allows the use of these raw materials in the production of various bioconversion-derived products. Sugar beet (Beta vulgaris) is mainly used in Europe as a source of sucrose, with applications similar to those of sugarcane23. Vegetable oils (soybean, palm, rapeseed) are used as a source of lipids to produce bioplastics such as microbial polyesters (PHAs) via lipid routes24.
Second-generation (2G) feedstocks
Second-generation biomass represents a strategic alternative for the sustainable production of biodegradable bioplastics, especially in a circular bioeconomy context19. Unlike first-generation biomass, they do not compete directly with food production, as they are mostly made up of lignocellulosic waste and agro-industrial byproducts25. The conversion of these feedstocks into high value-added products, such as bioplastics, promotes waste valorization and closed-loop production cycles. The main sources of 2 G biomass include agricultural residues such as corn straw, rice straw, corn cob22, wheat straw, soybean hulls, agro-industrial residues, sugarcane bagasse, fruit peels26,27, oilseed cakes, whey and crude glycerol28, forestry and logging residues (sawdust, chips, bark and twigs), and bark and fibers of permanent crops (coffee husks, coconut fibers, peanut shells)29.
These materials are usually rich in cellulose, hemicellulose and lignin, which can be converted into fermentable sugars by hydrolysis or used as filler in biodegradable composite materials. Lignocellulose is a recalcitrant matrix that is not easily hydrolyzed by enzymes in its natural form. Consequently, a pretreatment step is crucial for the conversion of this type of biomass into bioplastics. There are several pretreatment strategies described in the literature, varying from physical (i.e., extrusion, milling), chemical (i.e., dilute acid, alkali, organosolv, ionic liquids, deep eutectic solvents), physicochemical (i.e., ammonia fiber explosion), thermal (i.e., steam explosion, liquid hot water), and biological methods30. Each one of these techniques present their unique advantages and disadvantages that need to be evaluated for the appropriate choice of pretreatment. Some factors that need to be considered are the biomass composition, process cost and scalability, and the formation of inhibitors during the pretreatment.
The availability of 2G biomass is extremely broad and is directly associated with regional agricultural and forestry production. In countries with a strong agro-industry, such as Brazil, there is great potential for using this waste, which is often discarded or underused25. Furthermore, this biomass can be considered low cost or even free when associated with waste management systems. However, their economic value depends on the efficiency of pretreatment processes, collection logistics and integration with existing production systems. As they are heterogeneous waste, the variability in composition and the presence of impurities can impact the uniformity of processes. The chemical composition of these feedstocks (cellulose, hemicellulose, and lignin contents) varies depending on the plant species, growing conditions, harvest stage, and agricultural practices. This heterogeneity directly affects the yields of fermentable sugars after pretreatment and hydrolysis, resulting in less predictability in bioplastic production31. Inhibitory compounds generated during pretreatment, such as furfural, hydroxymethyl furfural (HMF), acetic and formic acids, and phenolic compounds, are reported problems that impair microbial growth and productivity32,33. These compounds prolong fermentation lag time, reduce cell viability, and decrease conversion efficiency, especially in strains used for lactic acid or PHA production34.
Third-generation (3G) feedstocks
Third-generation biomass represents the new frontier of biotechnology applied to bioeconomy, with emphasis on the use of macroalgae, microalgae and cyanobacteria as renewable raw materials with high yield and versatility35. These feedstocks do not compete with food agriculture and have great potential for application in integrated biorefineries, focused on the production of fuels, biofertilizers, bioactive compounds and biodegradable bioplastics36. Macroalgae (or seaweed) are eukaryotic organisms found mainly in marine environments37. They are classified in three main groups, based on their pigment and morphology: green (Chlorophyta), red (Rhodophyta), and brown macroalgae (Phaeophyta)38. These organisms are rich in polysaccharides (up to 60% of their composition) that can be directly extracted from biomass39 (forming biodegradable bioplastics films) or hydrolyzed for further microbial conversion40. Each group of seaweed is rich in specific polysaccharides (i.e., green macroalgae contains high quantities of starch and cellulose, red macroalgae are rich in agar, carrageenan, and cellulose, and brown seaweeds contain alginate, fucoidan, and cellulose)38. The main advantages of applying macroalgae for bioplastics production is their ease of cultivation, that do not require arable land or freshwater41. Besides, their processing methods are simpler than those applied in lignocellulosic biomass since seaweeds lacks lignin, reducing biomass recalcitrance40.
Green microalgae (Chlorella vulgaris, Scenedesmus spp.) are widely studied for their high productivity and diverse cellular content, containing proteins, carbohydrates and lipids42. Cyanobacteria (Spirulina platensis, Synechocystis sp.) are prokaryotic photosynthetic organisms capable of accumulating biopolymers such as PHAs43. Oleaginous algae (Dunaliella salina, Isochrysis sp.) are known for their high production of lipids, used as precursors of bioplastics or as plasticizers44. Microalgae biomass can be cultivated in photobioreactors or open systems with high efficiency of conversion of sunlight into biomass, and using brackish water or industrial effluents, which reduces dependence on freshwater resources and fertile soils45. Productivity can exceed twenty times that of conventional terrestrial crops, in terms of biomass per area. However, many technical, economic, and operational challenges still limit their industrial scalability. In open systems, typical densities do not exceed 0.1–0.5 g/L, while photobioreactors can reach up to 20 g/L with volumetric productivities of 0.06–3 g/L·d46. This low biomass concentration requires a high volume of water for processing, making harvesting (centrifugation, flocculation, filtration) highly energy-intensive, which can represent up to 30% of total operating costs47,48. The proportion of lipids, proteins, and polysaccharides produced varies depending on the strain, cultivation conditions, nutrients, and light regime. This variability hinders process standardization and the efficiency of converting biomass into desired monomers or polymers49,50. The economic value of algal biomass is still high, due to the cost associated with cultivation, harvesting, drying and extraction of target compounds. Despite this, technological advances and the full use of biomass in biorefinery models have made these systems increasingly competitive.
Fourth-generation (4G) feedstocks
Fourth-generation biomass represents the most advanced and disruptive frontier in the development of sustainable biorefineries. These feedstocks rely on the integration of genetic engineering, synthetic biology, and carbon capture and utilization (CCU) technologies to enable the direct conversion of atmospheric or industrial carbon dioxide (CO₂) into high-value bioplastic precursors51. Unlike traditional biomass, 4G systems are designed to be carbon-negative, non-competitive with food resources, and highly productive in closed or semi-closed environments, such as photobioreactors52.
This category includes genetically modified microalgae, cyanobacteria, and synthetic photosynthetic consortia that have been engineered to improve carbon fixation rates, resist environmental fluctuations, and optimize the intracellular or extracellular production of target molecules51. For example, Synechococcus elongatus PCC 7942 has been metabolically engineered to produce 3-hydroxybutyrate (3HB) directly from CO₂ via a modified Calvin–Benson–Bassham cycle and introduction of heterologous PHA biosynthesis genes, achieving yields of up to 1.6 g/L under photoautotrophic conditions53. Another important advance is the optimized production of citramalate, an intermediate for bioplastics, by the cyanobacterium Synechocystis sp. PCC 6803, with a yield of up to 6.35 g/L and a productivity of 1.59 g/L·d in photobioreactors using CO₂ as a source54. An emerging approach combines electro-biomicrobial systems, in which CO₂ is electrically reduced to formate or acetate and then fermented by engineered cells (such as Escherichia coli or cyanobacteria), resulting in continuous and energetically integrated PHB production55.
Despite their promise, 4G feedstocks face significant technical and economic challenges. Cultivation in closed systems, such as high-performance photobioreactors, involves substantial CAPEX and OPEX, and requires sophisticated light management, gas exchange, and biomass recovery systems. Genetic constructs often suffer from metabolic burden, instability, or low expression efficiency, which reduce the overall productivity and scalability of these systems. Moreover, the deployment of genetically modified organisms (GMOs) in open environments is subject to regulatory restrictions and biosafety concerns, including requirements for physical biocontainment (e.g., berms, netting) and in-built genetic safeguards. These factors currently limit their industrial application to pilot-scale systems due to risks of horizontal gene transfering, ecological persistence, and stringent environmental oversight56,57.
Conversion methods
Conversion methods are the technological steps that transform different types of feedstocks into monomers, precursors, or directly into biopolymers that will be used in the manufacture of bioplastics (Fig. 2). These methods vary according to the type of biomass (1G, 2G, 3G, or 4G), the chemical composition of the raw material, and the type of bioplastic desired. Conversion can be divided into three main categories, which are biochemical, thermochemical, and hybrid conversion routes (Fig. 3).

Conversion processes for the obtainment of biodegradable bioplastics or precursors for microbial fermentation from different feedstocks.

Each route presents specific technologies, such as fermentation and genetic engineering (biochemistry), pyrolysis, gasification, and hydrothermal liquefaction (HTL) (thermochemistry), and integrated process combinations (hybrid), with different temperature ranges, pressures, biomass types (1G, 2G, and 3G), applications, and development levels.
Biochemical processes
Biochemical routes exploit the ability of microorganisms and enzymes to catalyze the conversion of raw materials, mainly 1G, into bioplastic precursors or monomers. Microbial fermentation is one of the most widely used methods, which consists in employing microorganisms under controlled conditions to metabolize substrates and produce compounds of interest. Several bioplastics can be obtained through fermentation; bacteria such as Cupriavidus necator accumulate PHA58. Genetic engineered yeast species such as Saccharomyces cerevisiae and Yarrowia lipolytica are emerging as promising platforms for bioplastic production. These microorganisms are valued for their robustness and industrial scalability, enabling the synthesis of key bioplastics like PLA, poly(butylene adipate-co-terephthalate) (PBAT), and PHAs59. The genetic engineering strategies can be applied to optimize metabolic pathways. The incorporation of new genetic elements at the gene, pathway, and cellular system levels allows for the redirection of carbon flux, thereby increasing efficiency and yield59. Metabolic and synthetic engineering represent advanced approaches to optimize biochemical pathways. Through genetic modification of microorganisms, it is possible to improve yield, increase the amount of desired product, increase tolerance to substrates/waste, allowing the use of more complex raw materials and industrial by-products, and introduce new metabolic pathways that enable the production of bioplastics or precursors that would not be naturally synthesized by the microorganism60,61.
Thermochemical routes
Thermochemical routes employ heat and, in some cases, catalysts to convert the feedstock, usually 2G, into liquid and gaseous intermediates that can later be used in the production of monomers for bioplastics25. One of the most studied processes is pyrolysis, which involves heating biomass in the absence of oxygen (400–700 °C)62. The heating decomposes the biomass into bio-oil (a complex mixture of organic compounds), biochar (charcoal), and gases, mainly carbon oxide (CO), CO₂, hydrogen (H₂), and methane (CH₄). The bio-oil contains oxygenated compounds such as phenols, aldehydes, furans, and acids63. Through catalytic upgrading (e.g., hydrodeoxygenation or zeolite cracking), bio-oil can be refined into platform chemicals like levulinic acid64, furfural65, and phenolic monomers66, key intermediates for polymers such as polyesters and phenolic resins. For instance, furfural and its derivatives can undergo acid-catalyzed polycondensation to form furan-based thermosetting resins with high biodegradability and thermal stability67.
Gasification involves converting biomass into a synthesis gas (syngas), composed mainly of CO and H₂, through reactions at high temperatures (800–1300 °C) with a controlled gasifying agent (air, oxygen, or steam)68. Syngas derived from biomass serves as a flexible and carbon-neutral platform for the synthesis of monomers used in bioplastic production. For instance, through Fischer-Tropsch synthesis or catalytic fermentation, syngas can be converted into ethanol, butanol, methanol, or 1,4-butanediol (BDO)69, all of which are key intermediates for the synthesis of bioplastics such as polyethylene (bio-PE), polybutylene succinate (PBS), and PLA precursors70,71. Gas-phase polymerization techniques have been developed for converting light hydrocarbons derived from syngas (e.g., ethylene, propylene) into bio-polyolefins via Ziegler–Natta or metallocene catalysis72.
Hydrothermal Liquefaction (HTL) is a promising thermochemical route for the conversion of wet biomass into crude bio-oil through reactions in an aqueous medium under elevated temperature (250–374 °C) and high pressure (10–27 MPa), under subcritical or supercritical water conditions73. Unlike pyrolysis, HTL does not require prior drying of the biomass, making it particularly suitable for high-moisture feedstocks such as sewage sludge, microalgae, and food waste74,75. In this process, water serves as a solvent, reactant, and heat transfer medium, promoting the depolymerization of macromolecules such as lignin, cellulose, and proteins into smaller fragments, which subsequently recombine to form a liquid phase rich in oxygenated compounds, hydrocarbons, and phenolic intermediates76. These products can be refined to obtain platform chemicals such as phenols, levulinic acid, furfural, HMF, and succinic acid, which are precursors for bioplastics including PLA, PBS, polyethylene furanoate (PEF), and PHAs73.
Studies show that HTL applied to microalgal biomass can yield over 40% bio-oil with a composition suitable for catalytic upgrading77. Lignocellulosic residues treated via HTL generate an aqueous phase rich in sugars and carboxylic acids that can be fermented to produce lactic acid and other biopolymer precursors78. Despite its high potential, the industrial scalability of HTL is still constrained by factors such as fluid corrosiveness under critical conditions, complex phase separation, and the high cost of pressure-resistant equipment. These limitations have driven research into continuous-flow reactors, biphasic catalysis, and integration with hybrid and biotechnological routes79,80.
Hybrid conversion
Hybrid conversion routes represent an innovative and integrative approach within biorefinery platforms, combining thermochemical, biological, and/or chemical processes to optimize the valorization of biomass into high-value bioplastics. These routes are designed to capitalize on the high reactivity and broad substrate compatibility of thermochemical processes with the selectivity and environmental mildness of microbial fermentation and the precision of chemical polymerization.
A recent and promising example of a hybrid route for bioplastic production involves the direct conversion of synthesis gas (syngas) into PHAs through microbial consortia. In this system, developed by researchers at Wageningen University & Research, syngas generated via the gasification of lignocellulosic biomass (rich in CO, H₂, and CO₂) is fermented in anaerobic bioreactors containing microorganisms such as Rhodospirillum rubrum and Acetobacterium woodii. While A. woodii converts CO into acetate, R. rubrum utilizes this intermediate to synthesize and accumulate intracellular PHA, enabling the direct microbial production of biopolymers without the need for added sugars or intermediate separation steps. This approach integrates thermochemical and biological processes in a synergistic manner, reducing operational costs and improving overall conversion efficiency from waste feedstocks to high-value products81. In this sense, Choi et al.82 conducted a techno-economical analysis for the production of PHAs with R. rubrum by the fermentation of syngas from switchgrass. The authors assumed a production of 12 Mg per day of PHA and 50 Mg per day of hydrogen. Besides, authors assumed that syngas was obtained through gasification at 730 °C and 2 bar with further purification in two sequential cyclones and fabric filter, PHA was purified with surfactants and sodium hypochlorite, and hydrogen was recovered through a pressure swing adsorption unit. With these assumptions, the annual operating costs of the biorefinery were estimated at 6.7 million dollars, while the price of production of PHA was $1.65/kg (when assuming that the price of hydrogen would be $2/kg)82.
Another example of a hybrid route combines gasification and pyrolysis to generate synthesis gas (syngas) and pyrolysis aqueous condensate (PAC), which are co-fermented by mixed anaerobic cultures, resulting in the production of short-chain carboxylates such as acetate, ethanol, and butyrate. These intermediates are subsequently converted into L-malate through fermentation with Aspergillus oryzae in a second stage. This process effectively integrates thermochemical routes (gasification + pyrolysis) with biological pathways, achieving an energy yield above 50% and demonstrating technical feasibility at bench scale. It represents a promising strategy for converting lignocellulosic waste into bioplastic precursors83.
Moreover, emerging systems such as electrofermentation integrate renewable electricity to generate reducing equivalents (H₂) that enable microbial CO₂ fixation into platform chemicals like succinic acid and BDO, further converted into PBS or PHAs84,85. Hybrid approaches offer several advantages, including higher product selectivity, improved atom economy, and the potential to integrate carbon-negative strategies by capturing and valorizing CO₂86. However, they also present challenges such as operational complexity, higher capital costs, and the necessity for tight process integration, particularly regarding heat management, mass flow coupling, and pH control. Nonetheless, successful industrial applications such as LanzaTech’s syngas-to-ethanol bioprocess87 and NatureWorks’ PLA production88, underscore the technological and economic viability of hybrid systems in the context of a circular and sustainable bioeconomy.
Biodegradable bioplastics
Bioplastics directly extracted from biomass
Conventional plastic products, derived from petroleum, pose a significant environmental concern due to their slow decomposition rate. To address this issue, sustainable and renewable resources can be utilized to produce bioplastics. For instance, several bioplastics can be directly extracted from biomass, which not only aids waste management but also supports the transition to a circular economy. Biopolymers such as starch, cellulose, and lignin are widely used in the production of bioplastics due to their desirable characteristics (Table 2).
Among these biopolymers, cellulose, the major component of plant biomass, is particularly attractive due to its abundance, biodegradability, and remarkable physical properties. In addition, its unique structure can be chemically modified into various derivatives, such as carboxymethylcellulose (CMC), a highly promising raw material to produce bioplastic films used in packaging. CMC offers high transparency, good film-forming capabilities, effective barrier properties against gases and lipids, and thermal stability89. However, the relatively weak hydrogen bonding in cellulose can limit the mechanical properties, such as strength and flexibility, of cellulose-based bioplastics. Studies suggest that blending cellulose with other polysaccharides, such as pectin and chitosan, can enhance stability, flexibility, and transparency90.
Starch-based bioplastics are notable for their widespread availability, cost-effectiveness, and natural degradability91. For example, cassava starch films are edible, biocompatible, tasteless, transparent, colorless, and semi-permeable to carbon dioxide, moisture, and oxygen, making them suitable for storage under various atmospheric conditions and appealing to the market92. This biopolymer is considered one of the most promising materials for producing edible films due to its affordability. One drawback of starch-based packaging films is the development of odors under extreme conditions, which can lead to the formation of various odorant compounds and potentially accelerate food spoilage of the packaged items90. This can be avoided by combining starch-based biopolymer films with other components like curcumin, which is a hydrophobic substance that leads to reduced permeability to water vapor, increasing humidity control, reducing the generation of odorant compounds produced by the degradation of amino acids and fatty acids present in the polymer93,94. In addition, plant-derived additives such as rosemary extract, cinnamon, and clove essential oil can be incorporated to make an antimicrobial bioplastic94.
In contrast, lignin is another biopolymer used in bioplastic production due to its abundance, good mechanical properties, and biodegradability, along with its potential for various chemical modifications95. Lignin has been incorporated into other biopolymers such as starch, cellulose, protein, PLA, PHB to form bioplastics. Its addition often reduces production cost and water uptake while improving material strength95. Although lignin has great potential in bioplastic manufacturing, currently only about 2% is used for the development of lignin-based products such as adhesives, while the majority is employed for power and heat production96.
Despite the advantages, biomass-based bioplastics still face limitations, such as brittleness, high water solubility, and low mechanical strength. These drawbacks can be mitigated using plasticizers, such as glycerol and sorbitol, which enhance flexibility, and fillers such as calcium carbonate, which improve structural durability91. It was demonstrated that glycerol and sorbitol do not affect the biodegradability of the bioplastics; instead, they improve water absorption, thereby facilitating microbial degradation of the material91. Glycerol and sorbitol contain multiple -OH groups in their structure, which can bind to water through hydrogen bonding, enhancing water absorption97. Bioplastics containing glycerol exhibited a high level of biodegradation (>50%), followed by those with sorbitol and a mixture of both plasticizers98. However, there are some plasticizers that can be toxic, affect final bioplastic biodegradation, and are derived from petroleum, such as phthalates99. The application of this type of plasticizer is not recommended due to their source and possible environmental burden. Therefore, the choice of the adequate plasticizer needs to be carefully considered.
Fillers can slow down biodegradation by increasing structural rigidity and limiting microbial access to the polymeric matrix. Shafqat et al. reported that the addition of fillers reduces the biodegradability of the plasticized bioplastics, while it enhances biodegradation in unplasticized ones98,100. However, the type of filler also plays a crucial role in determining biodegradability. For instance, banana starch-based films containing 2% CMC exhibited higher biodegradation rates than polyvinyl alcohol (PVA), which may be attributed to the hydrophilic nature of CMC that increases its susceptibility to microbial degradation101. Therefore, selecting the appropriate biopolymer is crucial to determining the characteristics and applications of the final product. Moreover, continued development and implementation of innovative and cost-effective production processes are essential to advance the bioplastics industry.
Microbially produced bioplastics
Biodegradable bioplastics can also be produced through biological processes involving microbial synthesis, commonly referred to as microbial fermentative processes. In these processes, microorganisms efficiently convert various carbon sources into a wide range of polymers. This approach may offer advantages over synthetic polymers due to the vast microbial diversity available, which enables the discovery of novel biopolymers with suitable chemical and functional properties for replacing conventional plastics.
Currently, numerous studies have been conducted on polymers that show great potential for use as bioplastics. For instance, bacterial cellulose (BC) has proven to be a promising material for the development of biodegradable plastic packaging, in addition to offering antimicrobial properties that add value to the final product102. Likewise, PHAs represent another class of extensively studied bioplastics due to the wide variety of polymers within this family. Among them, PHB is the most produced, as it exhibits properties similar to polypropylene and is both biocompatible and non-toxic58. In contrast, PLA and PBS are two polymers that, unlike BC and PHAs, are not directly produced by microorganisms in their polymeric form. Instead, they are synthesized through the polymerization of monomers, such as lactic acid or succinate, that can be obtained via microbial fermentation or supplemented through chemical synthesis103. Nevertheless, due to their physicochemical properties, which closely resemble those of conventional synthetic polymers, they are widely used in the production of packaging materials and plastic bags104. Figure 4 displays the different metabolic routes involved in the production of biodegradable bioplastics or their precursors.

Glc glucose, PGM phosphoglucomutase, BCS bacterial cellulose, GAP glyceraldehyde-3-phosphate, NAD nicotinamide adenine dinucleotide, NADH reduced nicotinamide dinucleotide, NADP nicotinamide adenine dinucleotide phosphate, NADPH reduced nicotinamide adenine dinucleotide phosphate, TCA tricarboxylic acid cycle.
Bacterial cellulose
Bacterial cellulose is a microbial polysaccharide structurally composed of polymeric chains of glucose linked by β-1,4-glycosidic bonds. It is commonly produced by acetic acid bacteria, particularly those belonging to the Komagataeibacter genus105,106. Although its molecular structure is identical to that of plant-derived cellulose, the latter contains additional components such as lignin and hemicellulose, which interfere in the purification process and increase production costs. In contrast, BC is synthesized with high purity and a high degree of crystallinity107,108. These characteristics enhance its value and application in several fields. In the food industry, for example, it can be used as a food additive or in functional foods109. In the biomedical field, its uses include wound dressings, tissue engineering scaffolds, and controlled drug delivery systems110,111. In addition, in the materials industry, BC is being explored for the production of single-use biodegradable plastic packaging112,113.
The biosynthetic pathway for BC production involves three key stages (Fig. 4). The first stage consists of the polymerization of glucose monomers through glycosidic linkages, leading to the formation of β-(1,4)-glucan chains. This process begins intracellularly with the phosphorylation of glucose to glucose-6-phosphate (Glc-6-P), followed by its conversion to glucose-1-phosphate (Glc-1-P) via the action of phosphoglucomutase. Subsequently, glucose-1-phosphate is converted into UDP-glucose (UDP-Glc) by the enzyme UDP-glucose pyrophosphorylase (UGPase) through a transferase-type reaction. UDP-glucose serves as the primary precursor for cellulose synthesis, which is carried out by the bacterial cellulose synthase (BCS) complex located at the cell membrane, where elongation and translocation of glucose monomers result in cellulose chain formation114. The second stage involves the extracellular export of cellulose chains and their assembly in the growth medium. Finally, the third stage consists of the crystallization of cellulose fibrils through the formation of intra- and intermolecular hydrogen bonds between chains, enabling their organization into highly ordered structures115.
As previously mentioned, this biopolymer can be obtained through microbial synthesis using bacterial strains of the Komagataeibacter genus, such as K. hansenii, K. sucrofermentans, K. rhaeticus, or K. xylinus, the latter being the most widely reported for achieving higher yields116,117,118,119. Furthermore, its cultivation is relatively feasible due to the adaptability of these microorganisms to grow in various media, including those formulated with alternative carbon and nitrogen sources such as wine distillery effluents120, crude glycerol121, whey122, fruit residues like pineapple peels123, or mango peels124, as well as substrates containing more complex sugars, such as molasses125,126. In the latter case, the presence of symbiotic microorganisms may be required to facilitate the initial hydrolysis of sugars. In addition, higher yields (3.77–9 g/L) have been reported using these renewable feedstocks compared to conventional carbon sources such as sucrose, fructose, mannose, or glucose (~5 g/L)127,128, the latter of which is employed in the standard Hestrin–Schramm (HS) medium129.
Among its various applications, BC has been proposed as a polymer analogous to conventional plastics, also referred to as a “pseudoplastic,” due to its ability to form a three-dimensional network composed of microfibrils of variable sizes, ranging from extremely fine structures (2–4 nm in diameter) to thicker ones (approximately 25–100 nm)130. Moreover, BC exhibits high crystallinity and a degree of polymerization greater than that of plants cellulose (2000–6000), which enhances its mechanical strength and thermal stability131,132,133. These properties make BC a strong candidate as a biopolymer alternative to conventional plastics, further supported by additional features that enhance its applicability, such as antimicrobial activity and high biodegradability, as demonstrated by Zhan et al., who produced BC for packaging purposes and observed inhibitory effects against Bacillus subtilis and complete degradation within 7 days.
Several studies have reported advanced and functional applications of BC in the development of packaging materials. For instance, Shafipour Yordshahi et al. designed a BC-based biomaterial for wrapping ground meat, which exhibited antimicrobial activity against Listeria monocytogenes due to the surface incorporation of lyophilized postbiotics from Lactobacillus plantarum. This approach highlights the remarkable adaptability and versatility of BC, which can not only be employed as a structural packaging material but also serve as a matrix for incorporating bioactive compounds, such as antimicrobial agents, antioxidants, or sensors, that enhance its performance and make it a promising multifunctional alternative for active and intelligent packaging134,135,136,137,138,139,140.
Furthermore, BC can undergo post-processing modifications, such as conversion into bacterial nanocellulose (BNC) or bacterial cellulose nanocrystals (BCNC), to improve its physical and mechanical properties, thereby increasing the biopolymer’s resistance and expanding its potential applications. For example, Efthymiou et al. reported that ex situ modified BNC films improved O₂ and CO₂ exchange when used as packaging material for fresh fruits, helping to preserve freshness and delay microbial spoilage. Similarly, Xia et al. developed a multifunctional active film by incorporating bacterial cellulose nanocrystals (BCN) into a gelatin matrix, along with carnosic acid and ε-polylysine, through a Pickering nanoemulsion-based strategy. This formulation enhanced the material’s antioxidant, antimicrobial, mechanical, and heat-sealing properties, while also extending the shelf life of dairy products such as fresh and mozzarella cheese. These findings underscore the potential of BCN not only as a structural component but also as a functional agent within biopolymeric systems for sustainable, high-performance packaging.
Polyhydroxyalkanoates
Polyhydroxyalkanoates are a family of biopolymers synthesized by a wide range of microorganisms as a strategy to store intracellular carbon and energy. This accumulation serves as a cellular stress response mechanism, typically triggered under nutrient-limiting conditions in the presence of excess carbon availability141,142. Structurally, PHAs are composed of hydroxyalkanoate monomers, characterized by a hydroxyl group bonded to an alkanoate moiety, which are interconnected through ester linkages. The type and composition of these monomers confer significant structural diversity, enabling classification into distinct groups. Short-chain-length PHAs (scl-PHAs) consist of 3-hydroxyalkanoate units containing three to five carbon atoms. Representative examples of this group include PHB, poly(3-hydroxyvalerate) (PHV), and the copolymer poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV). In contrast, medium-chain-length PHAs (mcl-PHAs) are composed of 3-hydroxyalkanoate units with six to fourteen carbon atoms. Prominent members of this category include poly(3-hydroxyoctanoate) (PHO) and poly(3-hydroxynonanoate) (PHN), which are typically produced as copolymers with monomers such as 3-hydroxyhexanoate (HHx), 3-hydroxyheptanoate (HH), and/or 3-hydroxydecanoate (HD)143.
This family of biopolymers exhibits a wide range of physical and mechanical properties144, along with low toxicity and high biocompatibility145, in addition to being biodegradable. These attributes have garnered significant interest across multiple fields of application. Notable examples include their use as packaging materials or bioplastics, in the textile industry for the production of fibers with nylon-like characteristics146,147, in the manufacturing of materials for 3D printing148, in cosmetics such as facial masks149, and in the biomedical sector, particularly as implantable materials for tissue engineering and controlled drug delivery systems150,151. These multifaceted applications underscore the broad potential of PHAs beyond their conventional role as bioplastics.
Furthermore, the feasibility of large-scale industrial production has increased markedly, driven by the remarkable metabolic versatility of PHA-producing microorganisms. These organisms are capable of utilizing a wide spectrum of unconventional renewable substrates, including residues from agro-industrial activities such as the processing of corn, soybean oil, cassava, sugarcane, cellulose, and vegetables152,153,154; by-products from the dairy industry155; waste from animal processing plants156; and biodiesel production by-products, such as glycerol157, among others. As previously mentioned, the ability to synthesize PHAs has been reported in a wide range of microorganisms. Among these, Cupriavidus necator and Pseudomonas putida are prominent model organisms commonly used for studying and reconstructing the metabolic pathways involved in PHA biosynthesis158,159.
The biosynthesis of PHAs results from a series of enzymatic reactions that ultimately lead to the intracellular accumulation of these polymers as cytoplasmic granules, surrounded by a matrix of specific lipids and proteins160. The physicochemical properties of the synthesized PHAs, as well as the specific metabolic pathways involved, depend largely on the nature of the main carbon source provided in the fermentation medium. In this context, at least 14 distinct metabolic routes have been reported for PHA production161. It is well-established that the pathways involved in the synthesis of scl-PHAs are generally simpler than those associated with mcl-PHAs (Fig. 4). In the case of scl-PHA, such as PHB, the biosynthetic process begins with the complete conversion of a carbon substrate such as glucose into acetyl-CoA through the tricarboxylic acid (TCA) cycle. Acetyl-CoA is then converted into PHB via three enzymatic steps catalyzed by: 3-ketothiolase (PhaA), which condenses two molecules of acetyl-CoA into acetoacetyl-CoA via a Claisen-type reaction; acetoacetyl-CoA reductase (PhaB), which reduces acetoacetyl-CoA to (R)-3-hydroxybutyryl-CoA; and finally, PHA synthase (PhaC), which polymerizes this monomer into the PHB polymer153,162.
In contrast, the synthesis of PHV begins with the conversion of oxaloacetate into threonine by threonine synthase. Threonine is subsequently deaminated by threonine deaminase to yield 2-ketobutyrate, which is then transformed into propionyl-CoA by 2-ketobutyrate dehydrogenase. This intermediate is funneled into the PHA biosynthetic pathway via the same key enzymes (PhaA, PhaB, and PhaC), ultimately leading to PHV formation163. At this point, it is important to note that the production of the copolymer PHBV can be induced by supplementing the culture medium with precursors such as propionic acid or valeric acid164. These substrates enable the simultaneous activation of parallel metabolic pathways, thereby facilitating the production of both monomers: (R)-3-hydroxybutyryl-CoA and (R)-3-hydroxyvaleryl-CoA. The concurrent action of the shared enzymes in both pathways promotes the incorporation of both monomers into the PHBV copolymer165,166.
On the other hand, the biosynthesis of mcl-PHAs can proceed via two main metabolic routes: β-oxidation of fatty acids and de novo fatty acid synthesis143. In the β-oxidation pathway, medium- and long-chain fatty acids are converted into acyl-CoA, which subsequently leads to the formation of key intermediates such as enoyl-CoA, 3-ketoacyl-CoA, and (S)-3-hydroxyacyl-CoA. These intermediates can be further converted into (R)-3-hydroxyacyl-CoA, which is then recognized and polymerized by PhaC to produce mcl-PHAs167,168. In the de novo synthesis pathway, mcl-PHAs are produced from non-lipid carbon sources, such as glucose or glycerol. The process begins with the conversion of the carbon substrate into malonyl-CoA, followed by a series of chain elongation reactions that yield acyl-ACP intermediates. Under specific conditions, these intermediates can be converted into (R)-3-hydroxyacyl-ACP, which serves as the monomeric precursor of mcl-PHAs153,169,170. Incorporation of these intermediates into the PHA biosynthetic pathway requires their conversion from (R)-3-hydroxyacyl-ACP to (R)-3-hydroxyacyl-CoA, a reaction catalyzed by the transacylase PhaG171. Finally, PhaC assembles these monomers into intracellular polyesters, leading to the formation of mcl-PHAs172.
Polylactic acid
Polylactic acid is a biodegradable bioplastic polyester that has garnered significant attention in recent decades, as it exhibits mechanical, physicochemical, and thermal properties comparable to those of PHAs. As a result, PLA has been recognized as one of the most influential polymers developed in the past 20 years173,174. PLA is an aliphatic polyester derived from lactic acid (LA), which is converted into its cyclic monomeric form, lactide, to enable the synthesis of high-purity PLA173. Lactide production involves two steps: oligomerization of lactic acid followed by an intramolecular depolymerization reaction that results in the formation of the lactide ring175. Since lactic acid exists in two enantiomeric forms (L-(−)-lactic acid and D-(+)-lactic acid), lactide can be found in three stereoisomeric forms: L,L-lactide (LLA), D,D-lactide (DLA), and meso-lactide (MLA), the latter composed of one L and one D unit176. The selection of a specific stereoisomer has a significant impact on the physicochemical properties of PLA, influencing its crystallinity, glass transition temperature, and biodegradability177.
As previously noted, lactic acid, the primary monomer for PLA synthesis, can be produced via chemical synthesis or microbial fermentation. The latter is the preferred method due to its sustainability, cost-effectiveness, and reduced reliance on fossil-based feedstocks, as it allows the use of renewable resources and enhances the environmental and economic feasibility of PLA production178,179. It is well-established that, in the biological synthesis of LA via microbial fermentation, two major metabolic routes are involved: homofermentative and heterofermentative pathways (Fig. 4). In homofermentation, the predominant metabolic route is the Embden-Meyerhof-Parnas (EMP) glycolytic pathway, which begins with the conversion of glucose into two molecules of pyruvate. Subsequently, pyruvate is reduced to lactic acid through the action of the enzyme lactate dehydrogenase (LDH), using NADH as a cofactor. This conversion regenerates NAD⁺, enabling the continuation of anaerobic metabolism. Several microbial species employ this pathway for efficient lactic acid production. For instance, Lactobacillus delbrueckii has been reported to produce significant amounts of D-lactic acid, achieving yields of up to 88% when using orange peel waste as a substrate180. Similarly, Lactococcus lactis is a well-known microorganism capable of producing L-lactic acid from various carbon sources, including starch181.
In contrast, heterofermentation is governed by the pentose phosphate pathway, also referred to as the phosphoketolase pathway or the 6-phosphogluconate pathway. In this metabolic route, glucose is initially degraded to ribulose-5-phosphate, which is subsequently converted by the enzyme phosphoketolase into glyceraldehyde-3-phosphate and acetyl-phosphate. The glyceraldehyde-3-phosphate is ultimately transformed into lactic acid, whereas the acetyl-phosphate can be reduced to ethanol under strictly anaerobic conditions or oxidized to acetic acid in the presence of oxygen or alternative electron acceptors, accompanied by the release of CO₂. The overall heterofermentative reactions differ depending on the environmental conditions182. Among the most representative microorganisms involved in lactic acid production through heterofermentation are Leuconostoc mesenteroides, which has demonstrated the ability to produce D-lactic acid at concentrations up to 66.11 g/L using sugarcane juice and yeast autolysate as substrates183, and Lactobacillus brevis, which is known for its efficiency in converting xylose into lactic acid184.
Polybutylene succinate
Polybutylene succinate is a biodegradable aliphatic polyester that can be synthesized via the polymerization of succinic acid and BDO185. These monomers can be microbially produced from various substrates and subsequently polymerized through an ex situ polycondensation reaction. PBS is considered a next-generation bioplastic due to its properties that resemble those of conventional plastics, including high mechanical strength, ductility, malleability, and greater flexibility compared to PLA186. In addition, it exhibits a high thermal resistance (>90 °C) and excellent biodegradability, making it a sustainable and functional biopolymer187,188. Currently, PBS is commonly used in applications such as compostable packaging bags and food containers189. Its potential uses also extend to fields such as biomedicine (implants and controlled drug delivery systems), agriculture (greenhouse films), and energy (sensor matrices)185,190,191.
The microbial production of PBS involves two independent processes. First, succinic acid can be produced using various microbial strains, including Actinobacillus succinogenes, Anaerobiospirillum succiniciproducens, Mannheimia succiniciproducens, and recombinant strains such as Escherichia coli and Corynebacterium glutamicum, which have demonstrated high production yields192,193,194,195,196. The metabolic pathway used depends on the microorganism and cultivation conditions. For example, A. succinogenes primarily synthesizes succinic acid via the reductive TCA cycle under facultative anaerobic conditions (Fig. 4). In this pathway, glucose is first metabolized to pyruvate via glycolysis. Pyruvate is then carboxylated to oxaloacetate (OAA) through the incorporation of CO₂, typically via pyruvate carboxylase or phosphoenolpyruvate carboxylase. OAA is subsequently reduced to malate, which is converted to fumarate and finally reduced to succinate by fumarate reductase under anaerobic conditions197,198.
Regarding the synthesis of 1,4-butanediol, no native microbial producers have been identified to date. However, artificial metabolic pathways have been developed through genetic engineering193. The most extensively studied route begins with the conversion of glucose to pyruvate, followed by its entry into the Krebs cycle, which is redirected toward succinate production. Succinic acid is then activated to succinyl-CoA, reduced to succinate semialdehyde, and subsequently to 4-hydroxybutyrate by specific enzymes such as succinate semialdehyde dehydrogenase and 4-hydroxybutyrate dehydrogenase. Finally, 4-hydroxybutyrate is reduced to 1,4-butanediol via an alcohol dehydrogenase199. The final PBS polymer is obtained via chemical synthesis through a polycondensation reaction between the two monomers. This process involves two stages: (1) esterification of succinic acid with BDO, or transesterification of dimethyl succinate with BDO, resulting in PBS oligomers; and (2) polycondensation of the oligomers with simultaneous removal of BDO200. Lastly, recent advances in metabolic engineering aim to develop microbial platforms capable of simultaneously producing both succinic acid and BDO, thereby enhancing process feasibility and reducing overall production costs201.
Composites
Different bioplastics are often used to create a blended material (i.e., composites) to boost the overall material’s characteristics. Typically, starch and PHB are used to enhance biodegradation, while lignin and cellulose are employed to improve a material’s mechanical properties (Fig. 5). In this section, composites based on different bioplastics will be presented and discussed.

Types of biodegradable bioplastics that can be applied for composites manufacturing.
Composites to enhance mechanical and thermal properties of bioplastics
Within the PHA family, PHB, one of the most common members, has some drawbacks regarding its properties, as it presents brittle nature, slow crystallization, and melting point close to the thermal degradation temperature202. However, these characteristics can be improved when the bioplastic is used in biocomposites with other materials. For example, their mechanical, thermal and barrier properties, as well as their UV-resistance and antioxidant activity can be enhanced when lignin is used in conjunction to the biopolyester203. The final PHA-lignin material is suitable for storage applications and packaging204.
In fact, Li and collaborators (2022)205 manufactured a composite of lignin and poly-3-hydroxybutyrate-co-3-hydroxyhexanoate (PHBH), finding that when 5% of lignin was used, the tensile strength and Young’s modulus increased by 130.4%, and the maximum degradation temperature increased by 50 °C. Furthermore, the authors noticed that the new material exhibited excellent UV resistance and good antioxidant activity, being attractive to be used in packaging materials. Lignin can also improve the properties of starchy materials. Hassani and colleagues (2022)206 used alkali-treated alfa-plant cellulosic fibers coated with crosslinked starch to improve the mechanical properties of the material. The composite showed a 60% increase in the Young’s modulus, 170% in tensile strength, and 68% in elongation. The authors attributed that to the residual lignin present in the alkali-treated fibers, which was responsible for the fiber sticking and, therefore, enhancing the interfacial adhesion.
Usually, cellulose is used to enhance mechanical properties of bioplastics. It was reported that corn starch reinforced with vetiver cellulose fibers had increased tensile strength, with lower water adsorption and higher contact angle, indicating a potential to be applied in food packaging207. Comparably, PLA incorporated with modified cellulose nanocrystals had higher flexibility and thermal stability, being attractive to be used as mulch films in agriculture208. Also, the use of cellulose nanocrystals in PLA composites increases the material flexibility in 40% while increasing the relaxation temperature by 10 °C, expanding the temperature range for its use209. Furthermore, microcrystalline cellulose from bamboo chips and PBS can be used to improve the mechanical characteristics of PLA, decreasing its brittleness and showing potential to be used in food packaging applications210.
It is important to notice that the cellulose source significantly influences the properties of the resulting biocomposites. Zhang and co-workers (2023)211 elaborated cellulose/starch composites using various types of raw materials as a source for cellulose. Their findings showed that cellulose from sugarcane enhances mechanical strength; cornstalk-derived cellulose improves thermal stability; wheat and bamboo sources contribute to better UV resistance; and rice bran cellulose increases flexibility. Similarly, the type of cellulose can result in different outcomes for the final material. It was reported that in cellulose-PLA composites, acetylated cellulose improves thermal stability, while acetylated cellulose nanocrystals enhance mechanical properties and crystallinity degree212. This shows that the final material’s properties can be tailored choosing the most suitable feedstock and material type from the start.
Other than cellulose from raw materials, bacterial cellulose is also used to improve the properties of bioplastics. This was the case of the study developed by Ghozali et al. (2024)213, in which the mechanical and thermal properties of thermoplastic starch were improved with the addition of bacterial cellulose nanofibers produced with tapioca liquid waste media. The authors state that the incorporation of the bacterial cellulose increased the tensile strength, elastic modulus, glass transition temperature and thermal resistance of the final biocomposite. This is especially relevant in the biorefinery context, as it demonstrates the potential to transform waste into valuable compounds that improve biocomposite properties.
Composites to boost biodegradability of bioplastics
Bioplastics are produced and marketed under the premise that they are biodegradable and thus do not present the same environmental hurdles as petrochemical plastics. However, bioplastics may not be as biodegradable as they are said to be, and mixing such materials with others can help to adjust its degradation rates214. Commonly, starch is used to accelerate the biodegradation of bioplastics. On the other hand, the use of starch in bioplastic composites can negatively affect their recyclability due to degradation during use and since starch tends to induce chain scission reactions in biopolyesters215.
This was studied by Åkesson and collaborators (2021)216, when conventional polymers, like high density polyethylene (HDPE), polypropylene (PP), and polyethylene terephthalate (PET) were compounded with PLA-starch bioplastic. The main objective of the study was to assess whether the presence of a starch-based biopolymer would alter the mechanical properties of conventional plastics during recycling processes. It was found that PE and PP were not significantly affected by the PLA-starch composite, whereas PET exhibited high incompatibility with the starch-based blend, resulting in a significant loss of impact strength. The authors concluded that the presence of starch-based bioplastics in recycling streams may reduce the tensile and thermal properties of traditional plastics. Nevertheless, they also noted that recycling streams typically contain a variety of plastic materials, which already compromise the performance of the final recycled product.
Nevertheless, the use of starch to accelerate biocomposites’ biodegradation is being studied. In research conducted by Yu and co-workers (2020)217, the blending of thermoplastic acetylated starch and PLA was accessed focusing on the final material’s properties. During a soil burial degradation experiment, the authors noticed that the degradation rate of pure PLA was slow, with high mass retention. However, when the starchy material was incorporated, the biodegradation was fast, with low mass retention, indicating that the addition of the thermoplastic starch can accelerate PLA’s degradation rate.
Similarly, the addition of PHB in bioplastics composites can increase overall biodegradation rates, due to the intrinsic biodegradable characteristics of PHB. It was found that the incorporation of PHB in PLA samples enhanced the degradation rate of the biocomposite with increasing PHB content218. This was probably due to high PHB water uptake, enhancing PLA hydrolysis at room temperature. Such results indicate that the degradation rates can be tailored by adjusting the biopolymer ratio in the final material, focusing on their final application in the fields of biomedicine, packaging and agriculture214.
However, it is important to note that the incorporation of some materials in a biocomposite matrix can decrease the overall biodegradability rates. For example, different forms of cellulose can influence the biodegradability of the biocomposite. Galera Manzano and collaborators (2021)219 reported that microfibrillated cellulose (MFC) could enhance PLA biodegradation, but the presence of cellulose nanocrystals (CNCs) decreased it. The authors noticed an increase in PLA biodegradability by 46% with MFC, but a decrease of 21% when CNCs were used in the PLA composite.
Also, even though lignin is used to enhance a material’s mechanical properties, due to its recalcitrant nature, it may affect the composite’s biodegradation rate. This was studied by Feijoo and collaborators (2023)220. The authors analyzed the effects of lignin addition PHBV composites, using pure cellulose and woodflour as fillers. The PHBV-woodflour composite had the slowest degradation rate, and the authors attributed that to the presence of lignin in the raw material, restricting the accessibility of water, fungal and bacterial enzymes, increasing the biodegradation period.
In general, blending different bioplastics can enhance the thermal, mechanical, and biodegradability properties of the final material. As previously discussed, starch and PHB are commonly employed to accelerate biodegradation rates. Although cellulose and lignin effectively improve the mechanical performance of biocomposites, they may also reduce the biodegradability of the final materials. Therefore, it is crucial to carefully evaluate the effects of incorporating multiple bioplastics in a composite in order to maximize the desired outcomes.
Current scenario of biodegradable bioplastics production in biorefineries
The industrial production of bioplastics is projected to grow within the next few years due to the increase in the demand for these materials. It is estimated that approximately 1 million tons of biodegradable bioplastics were produced in 2023 worldwide, with a projection of up to 3.7 million tons in 2029221. Each type of bioplastic has its own singularities during the production process, as depicted in Fig. 6. For the extraction of polymers from the initial feedstock, different chemical processes can be applied. In the case of microbially produced bioplastics, the feedstocks may need to go through some kind of processing for the isolation of the building blocks (i.e., fermentable sugars) for further microbial processing. Some fermentative process can be conducted with solids in suspension, especially when the final product is extracellular (i.e., lactic acid222).

General flow diagram for the industrial production of different biodegradable bioplastics.
More particularities are found in the downstream processing of each bioplastic. For example, bacterial cellulose is an extracellular product and it can be directly recovered from the fermentation media, needing to go through further washing for the removal of occasional remaining microbial cells223. On the other hand, PHAs are produced intracellularly and, therefore, the microbial biomass needs to be recovered and further processed by chemical, mechanical, or biological means for the isolation of the polymer224. In the case of PLA and PBS, their monomers are produced by the fermentative process. In this sense, these molecules need to be isolated from the fermentation broth, purified, and further polymerized225. All polymers extracted and/or produced can go through some type of processing to manufacture the final product to be further commercialized.
The awareness about human activity impact on the environment has been one of the major drivers for the transition to a circular bioeconomy. Along with that, biorefineries emerge as an indispensable pillar for the development of bio-based products. Mimicking the versatility of conventional petroleum-based refineries, these platforms aim to maximize the use of bio-based feedstocks through flexible and integrated processes, generating multiple products, while minimizing the final environmental impact226,227. Currently, the majority of existing biorefineries are energy-driven, producing bioethanol and other classes of biofuels. According to the 2022 Global biorefinery status report, by IEA bioenergy, there were 808 energy-driven platforms, against 136 facilities producing different types of materials in a biorefinery concept, and 319 producing chemicals228. However, the diversification of the products portfolio within a biorefinery brings several advantages, such as stable revenue, higher resource efficiency, and higher sustainability229.
Biodegradable bioplastics are promising alternatives to their petroleum-based counterparts and are valuable for biorefineries. Currently, there are some facilities producing this type of material (Fig. 7), as the following examples. The company Manildra Group, based on Australia, supplies starch derived from wheat and waxy maize for packaging and other industries. Along with this product, the company also manufactures syrups, gluten, sugars, fats and oils, and ethanol from different feedstocks, such as wheat, canola, and sugarcane230. On the other hand, the Austria-based company Agrana provides the product AGENACOMP®, which is a thermoplastic starch linked to other biodegradable polymer that can be applied in films, packaging, and 3D-impression. The thermoplastic starch can also be individually acquired as the AMITROPLAST® product. Agrana also produces sugar, animal feeding, fertilizers, ethanol, and betaine from diverse feedstocks231. In its turn, the Italian company Novamont commercializes biodegradable bioplastics based on starch under the trademark MATER-BI. Novamont has a diverse product portfolio with plant-based biolubricants, cosmetic ingredients, 1,4-butanediol, and tetrahydrofuran232.

Facilities worldwide producing biodegradable bioplastics in a biorefinery context.
Other types of biodegradable materials produced in biorefineries are cellulose-based polymers. The Austrian company Lenzing commercializes both Lenzing FR (cellulosic fibers combined with other materials for several applications) and Lenzing Modal (cellulosic fibers destined for fruit and vegetable packaging). This company uses mainly forestry feedstock for the manufacturing of its products, which also include acetic acid, furfural, magnesium-lignosulphonate, among others233. Also exploiting forestry substrate, the Swedish company Domsjö extracts cellulose fibers from it. Besides, microcrystalline cellulose, cellulose acetate, second-generation ethanol, and lignin are also supplied by this company234. On the other hand, the German enterprise Biowert produces the cellulose-based bioplastic AgriPlast and the fertilizer AgriFer from grass feedstock235.
Fermentation-based bioplastics such as PLA and PHAs are also already obtained in biorefinery scenarios. The Irish company Cellulac produces PLA from lactose, whey permeate, or lignocellulosic biomass. Besides, the company also invests in the heterotrophic production of omega-3 from microalgae, and cannabinoid oil extraction236. The multinational Natureworks applies corn for the production of PLA, obtaining animal feed and corn oil as by-products. Other substrates such as cassava and sugarcane are also applied237. The Italian company Bioon produces PHAs from agricultural wastes, aligning with the circular bioeconomy concept238. In its turn, the US-based company Newlight claims to produce PHAs from CO2 using an isolated microorganism239.
Beyond the industrial examples mentioned, there are examples of literature case studies that describe and analyze routes for biodegradable bioplastics obtainment. In the study conducted by Ratshoshi et al.240, different scenarios for the production of PLA and PBS in sugarcane-based biorefineries were proposed. The authors evaluated 1G (with sugarcane molasses), 2G (with sugarcane bagasse and other harvesting residues), and mixed 1G and 2G (with mixed substrate) scenarios, assuming that the sugarcane biorefinery was self-sufficient in terms of energy, and annexed to an existing sugar mill with a capacity of crushing 300 ton of sugarcane per hour. Other assumptions made were: monomers and polymers were produced in the same facility, 2G pretreatment in PLA production was steam explosion, while in PBS production was dilute acid, and in the 1G2G scenarios, the fermentation occurred separately for each substrate and the fermented broths were mixed in the end. The authors concluded that feedstock accounted for the highest share of operating costs, and the PLA scenarios required less energy for operation, leading to higher productivities. The PLA produced in the 1G2G scenario showed lower minimum selling prices to corn-obtained PLA, and the PBS produced in the 1G scenario could compete with fossil-based PBS and partially bio-based PBS225.
In its turn, Qiu et al.241 evaluated different strategies for PLA production by a progressive analysis of the whole process. The authors compared scenarios varying the initial feedstock (corn, wheat straw, sugarcane bagasse, and food waste), lactic acid recovery (by sulfuric acid neutralization and distillation, and by ethyl acetate extraction), and PLA polymerization (through Sn(Oct)2 catalysis, and zinc oxide nanoparticle catalysis). For the feedstock analysis, food waste had the least negative environmental impact, with a global warming potential (GWP) of 2446.71 kg of CO2 eq. The lignocellulosic materials (sugarcane bagasse and wheat straw) required energy- and chemical-demanding pretreatments, which could impact the biorefining process. When comparing recovery methods, ethyl acetate extraction had higher performance in every evaluated variable, with a GWP of 7.26 × 104 of CO2 eq., while the sulfuric acid neutralization led to a GWP of 1.37 × 105 of CO2 eq., mainly due to the high steam demand for this process. In the polymerization step, the proposed nano-ZnO method showed lower energy consumption associated with higher conversion yield and lactide purity. Overall, by combining food waste as feedstock, ethyl acetate extraction for lactic acid recovery, and nano-ZnO method for PLA polymerization, the overall impacts could be reduced up to 56% when comparing to conventional processes241.
In the case of Calvo et al. (2018), the conversion of giant cane (Arundo donax L.) to biohydrogen and PHAs was evaluated experimentally. The biomass was pretreated with ionic liquids at 160 °C for 3 h and further hydrolyzed with commercial enzymes (Cellic CTec2 and HTec2). For hydrogen obtainment, dark fermentation was conducted in a continuous stirrer tank reactor (CSTR) operated at 55 °C, 200 rpm, pH 5.5–5.8, with an anaerobic environment by the supply of N2. The inoculum for hydrogen production derived from an anaerobic-digestor. The spent liquid fractions of hydrogen production were employed for PHA production, as they were rich in organic acids such as acetate, butyrate, lactate, among others. The inoculum for PHA production was a mixed microbial culture collected from a wastewater treatment plant. The hydrogen yield reported was 1.7 mol H2/mol sugars, while the PHA yield was 90 g of polymer per kilogram of total solids from A. donax. The authors concluded that the expected revenue of the biorefinery grew with multiple products. Besides, the low cost and environmental impact of the initial feedstock had a significant effect in the final balance of the biorefinery242.
In the attempt of adding significant value to pine cone biomass, Trifol et al.243 proposed a biorefinery for the production of biocomposites. The feedstock was submitted sequentially to alkali pretreatment (generating a solid high in hemicellulose and lignin), soda pulping (which resulted in a solid with a high lignin content), and hard bleaching (with NaClO2 for the isolation of cellulose with low lignin content) or soft bleaching (with hydrogen peroxide for the isolation of cellulose with high lignin content). The products of the bleaching processes were submitted to homogenization for the obtainment of cellulose nanofibrils (CNF for the hard bleaching process, and LCNF for the soft one). Composites were prepared by mixing the solid generated in the alkali pretreatment as the polymeric matrix and the cellulose nanofibrils as the reinforcement agents. The authors reported that composites showed better thermal stability than the polymeric matrix alone, with a proportional thermal stability when increasing the cellulose nanofibrils content. Besides, the lignin present in LCNF could improve the compatibility between the matrix and reinforcement agent243.
The production of biodegradable bioplastics in biorefineries is driven by the same factors that stimulate the circular bioeconomy, such as fossil resources scarcity, environmental burden generated by petroleum exploitation, among others227. Besides, the wide range of applications of these materials is also an important factor for their dissemination. However, the barriers faced for biodegradable bioplastics dissemination can be more specific. Generally, these products still display poor performances and properties when compared to their conventional counterparts, requiring therefore deeper research for improvement of their qualities244. The application of materials blends and composites is also a promising alternative for properties modulation. Another barrier is the use of first-generation feedstocks (such as corn and sugarcane) for biodegradable bioplastics obtainment, which may provoke competition with food chains. The European Bioplastics association indicated that the area used for crops for bioplastics was approximately 0.021% in 2023, which can be considered a small percentage compared to the total area destined for other purposes245. Despite this data, it is imperative the need of research for other feedstocks that do not compete with food for the obtainment of bioplastics.
Biodegradable bioplastics still face the barrier of the lack of specific policies for their development. Policies and incentives can guarantee stability for the development of new technologies, boosting innovation227. Although new policies for the circular bioeconomy development are being constantly released, there is few examples of documents dedicated to the dissemination of biodegradable bioplastics246. Governments play an essential role in the development of sustainable processes. The implementation of regulations for traditional industries can boost the shift to sustainable industries. For example, the 2017 China ban on plastic waste importation has impacted on how different countries deal with their waste247. Policies, regulations, and standardization can change the scenario for the development of a sustainable future.
Challenges and limitations
Bioplastics production represents less than 1% of the total plastic generated annually248,249. The large-scale production of bioplastics is limited by several factors, including high production costs, the need for further biotechnological innovation, low yields and productivity, complex downstream processing, as well as poor mechanical and thermal properties, vulnerability to degradation, and low processability. These limitations hinder bioplastics from effectively competing with conventional petroleum-based plastics249,250,251,252.
For instance, the production of bio-PET has decreased because this material is chemically identical to its petroleum-derived counterpart, meaning its end-of-life impact and associated emissions are essentially the same248. From an economic standpoint, bioplastics are more expensive to produce than petrochemical polymers, partly because their manufacturing can be more energy-intensive than those used for conventional plastics253. For example, the production cost of Mirel bioplastics by the company Metabolix is approximately the double that of comparable petrochemical products, restricting their competitiveness in the current market252. However, with the expansion of the industry and increasing demand, production costs are expected to decrease over time.
The high-cost production of bioplastics is also linked to downstream processing. The separation of inclusion bodies to obtain bulk plastic products requires additional steps that can increase the final production cost by 30-50%254. The extraction and recovery of PHAs biosynthetically produced by bacterial strains involve multiple downstream techniques, including biomass pretreatment (mechanical and/or chemical), cell lysis-assisted extraction, and further purification using conventional extraction methods224. Solvent extraction is the most commonly used due to its high product purity and recovery, but is generally limited to lab-scale applications. Alternatively, mechanical methods, such as high-pressure homogenization (HPH), are used for cell disruption and offer high product recovery. This technique can achieve an average recovery rate of 98% and is relatively easy to scale up255.
In addition, the expansion of bioplastics based on chitosan, cellulose, lignin, and starch is constrained by the limited availability of raw materials and the complexity of manufacturing processes250. During scale-up, the cost contribution of raw material, especially the carbon source, significantly increases therefore affecting the final cost of the bioplastics249. Another critical issue to address is the use of arable land and water resources for producing bioplastics or plant-based additives. This can be mitigated by utilizing agro-industrial waste, wood industry residues, crop residues, and urban organic waste as alternative feedstocks251.
Currently, there is a lack of clear regulations governing bioplastics, making it difficult to determine whether they represent a safe alternative to conventional plastics. Moreover, it is important to note that not all biodegradable plastics are bio-based; some copolymers, such as PBAT, are derived from petrochemical sources. This highlights the need for regulatory bodies to implement specific legislation that defines acceptable polymers, promoting the responsible use of bioplastics256. In addition, it is essential to standardize end-of-life solutions for bioplastics, such as recycling, incineration, composting, biodegradation, or anaerobic digestion. With the implementation of appropriate legislation, the potential negative impacts associated with bioplastics can be significantly mitigated.
Future and innovative perspectives
Circular bioeconomy is a topic surrounded by technology and innovation. In the transition from a linear system to a circular one, significant breakthroughs are fundamental. In the sphere of biodegradable bioplastics production, new alternatives are constantly being proposed for making these products competitive with their conventional counterparts. For example, more sustainable processes for the extraction of polymers from biomass or pretreatment of feedstocks are under research. The conventional processes can be harsh due to the employment of severe physicochemical conditions and potentially hazardous chemicals257. One alternative is the application of organic acids rather than hydrochloric or sulfuric acid for biomass pretreatment, as they are considered greener and can generate fewer degradation products257,258. The Organosolv method is also a sustainable approach, as green solvents (e.g., ethanol, acetone) are applied in the feedstock, and can be further recycled in the system257,259.
In order to properly analyze the impact of pretreatment, LCAs can be conducted. Prasad et al.260 conducted a LCA for liquid hot water (LHW), steam explosion, dilute acid, and Organosolv pretreatment of corn stover with the objective of obtaining 1 kg of fermentable sugars. Overall, LHW presented significantly less CO2 emissions than the other analyzed pretreatments, while providing a high sugar content at the end of the process. Besides, Organosolv showed consistent good results in the categories analyzed. Steam explosion and dilute acid pretreatment had a high energy demand, leading to the use of more electricity, and therefore contributing to higher predicted CO2 emissions260. On the other hand, when comparing steam explosion, sulfuric acid, ammonia fiber explosion (AFEX), ionic liquids, and biological pretreatments of corn stover, Baral et al.261 found that steam explosion and AFEX were the techniques that had lower GHG emissions among the methods analyzed261.
Genetic engineering tools have become more accessible throughout the years, and both crops and microorganisms can be engineered for enhanced properties and productivities. Currently, metabolic and genetic engineering tools, and clustered regularly interspaced palindromic repeats (CRISPR)-associated (Cas) systems are being applied to enhance bioplastics production, modify its final properties, produce biocomposites, and facilitate downstream processing (Table 3). For example, by controlling the metabolic flux of bacterial cells, it is possible to enhance the PHA production titer, the applied substrate and its properties262. Also, when regulating the expression of genes related to BC production, not only the biopolymer production titers can be enhanced, but also the material’s characteristics such as crystallinity, porosity, and mechanical properties can be altered263.
Even though metabolic engineering strategies can improve biopolymers’ production and properties, such approach can be laborious, as previous knowledge on the microorganism metabolic routes are required. To facilitate genetic manipulation, CRISPR-Cas systems can be applied in this field, enabling the discovery and evaluation of relevant genes and pathways to construct new microbial strains, also being suitable for manipulation of multiple genes and controlling metabolic flux262,264. One of the main advantages of CRISPR systems is its efficiency and versatility to promote insertions and deletions, gene replacements, large fragment deletions, knock-ins, and chromosomal rearrangements264. CRISPR techniques can be applied to optimize PHA synthetic pathways, regulate PHA synthesis and metabolic flux, control cell shapes in different microorganisms, resulting in a PHA with controllable molecular weights, compositions, enhanced PHA accumulation and easier downstream processing265. Such techniques can also be applied in BC obtainment to regulate its production, but also to chemically modify the biopolymer at a genetic level to produce biocomposites266.
These advanced genetic engineering techniques can be combined with more traditional ones to obtain the required biopolymer-producing strain. This was developed by Tian and co-workers (2021)267, where CRISPR-Cas9 was combined with adaptative evolution strategy to obtain a high-quality PLA producing strain. The final strain (Lactobacillus paracasei NCBIO01-M2-ldhL1-HT) was able to produce 221 g/L of highly optically pure (99.1%) L-lactic acid at high temperature (45 °C) and great productivity (7.5 g/L.h). The authors state that when combining different genetic engineering strategies, it is possible to achieve the goal of a strain of comprehensive high performance, which can be extended to other microorganisms for biopolymer production and strain optimization.
Furthermore, bioplastic producing microorganisms can be engineered in order to consume different feedstocks, beyond the conventional 1G and 2G substrates. In this sense, Liu et al. developed a co-cultivation system for the production of PHB from intermediates of the degradation of polyethylene terephthalate (PET), which is one of the most widespread plastics worldwide268. A strain of Yarrowia lipolytica was engineered to express the PETase enzyme, being able to degrade bis(2-hydroxyethyl) terephthalate (BHET) into terephthalate monomers and ethylene glycol. Along with that, a strain of Pseudomonas stutzeri was engineered in order to produce PHB. In a co-cultivation system using glucose and BHET as carbon sources, the microorganisms were able to grow, secrete the PETase, and produce 0.13 g/L of PHB in 54 h. Similarly, Molpeceres-García et al. engineered a Comamonas testosteroni strain that can express PET-degrading enzymes (FAST-PETase and IsMHETase), and further assimilate the BHET to produce PHB (12% accumulation in 14 h) in a one-step strategy269.
Other technologies that have been exponentially growing and can be applied in bioprocesses development are artificial intelligence (AI) and machine learning (ML). As these technologies are data driven, they can aid the prediction of critical parameters in a bioprocess, leading to an easier scale-up process and, therefore, product commercialization can be achieved faster226,270,271. In this sense, Löfgren et al.272 applied a ML method for optimization of lignin extraction from birch wood sawdust by hydrothermal treatment. The authors applied Bayesian optimization, which generates surrogate models and allows model update by new experiments with conditions provided by the algorithm. The main goal of applying ML was to find conditions of temperature and severity factor that could not only provide a high lignin yield, but also a significant material quality, which was measured by the content of β-O-4 linkages content, ratio of syringyl and guaiacyl units, and carbohydrates content. The authors observed that lignin yield improved with higher temperatures and severity factor, but the β-O-4 linkages content was negatively correlated with the lignin yield response, implying an optimal trade-off. However, the developed model could still be used for finding conditions that could lead to certain lignin properties that can be altered according to the desired material application272. The AI and ML tools can also be applied in the agriculture, guaranteeing better precision and control over farming273.
Conclusions
The production of bioplastics in biorefineries is growing in response to the dilemmas caused by the indiscriminate exploitation of petroleum. As these products can be obtained from various feedstocks by applying different conversion techniques, the possibilities of integration within biorefineries systems are extensive. However, bioplastics still face challenges in commercialization due to their high-associated costs and lower performance when compared to conventional materials. Exploring new substrates based on waste, along with optimizing processes to guarantee high productivities are essential strategies. Besides, the manufacturing of composites can help cost reduction and enhance materials properties. Governments play a pivotal role in developing public policies that encourage the production and use of bioplastics, paving the way for a sustainable future and a successful circular bioeconomy.
Data availability
Data sharing is not applicable to this article as no datasets were generated or analyzed during the current study.
References
Nayanathara Thathsarani Pilapitiya, P. G. C. & Ratnayake, A. S. The world of plastic waste: a review. Clean. Mater. 11, 100220 (2024).
Sambyal, P. et al. Plastic recycling: challenges and opportunities. Can. J. Chem. Eng. 103, 2462–2498 (2025).
Singh, N. & Walker, T. R. Plastic recycling: a panacea or environmental pollution problem. NPJ Mater. Sustain. 2, 1–7 (2024).
Kumar, R. et al. An investigation of the environmental implications of bioplastics: recent advancements on the development of environmentally friendly bioplastics solutions. Environ. Res. 244, 117707 (2024).
Sawant, S. S., Bhapkar, S. R., Song, J. & Seo, H. J. Sustainable bioplastics: harnessing pear agro-industrial waste for polyhydroxyalkanoates production: a review. Int. J. Environ. Sci. Technol. 21, 7341–7352 (2024).
Abe, M. M. et al. Development of polysaccharide bioplastic: analysis of thermo-mechanical properties and different environmental implications. J. Clean. Prod. 469, 143163 (2024).
Ali, Z. et al. Organic waste-to-bioplastics: conversion with eco-friendly technologies and approaches for sustainable environment. Environ. Res. 244, 117949 (2024).
Benavides, P. T., Balchandani, S. & Gracida-Alvarez, U. R. Environmental analysis of biotechnologies for biofuels, bioplastics, and bioproducts: a greenhouse gas (GHG) emissions review. Biotechnol. Environ. 1, 1–16 (2024).
Islam, M. et al. Impact of bioplastics on environment from its production to end-of-life. Process Saf. Environ. Prot. 188, 151–166 (2024).
Van Roijen, E. C. & Miller, S. A. A review of bioplastics at end-of-life: linking experimental biodegradation studies and life cycle impact assessments. Resour. Conserv. Recycl. 181, 106236 (2022).
Siddiqui, S. A. et al. Recent advances in reinforced bioplastics for food packaging-a critical review. Int. J. Biol. Macromol 263, 130399 (2024).
Tabassum, Z. et al. Trash to treasure: advancing resource efficiency using waste-derived fillers as sustainable reinforcing agents in bioplastics. Mater. Adv. 6, 527–546 (2025).
Leong, H. Y. et al. Waste biorefinery towards a sustainable circular bioeconomy: a solution to global issues. Biotechnol. Biofuel. 14, 1–15 (2021).
Ayodele, B. V., Alsaffar, M. A. & Mustapa, S. I. An overview of integration opportunities for sustainable bioethanol production from first- and second-generation sugar-based feedstocks. J. Clean. Prod. 245, 118857 (2020).
Devi, A. et al. A panoramic view of technological landscape for bioethanol production from various generations of feedstocks. Bioengineered 14, 81–112 (2023).
Koch, M. et al. Comparative assessment of environmental impacts of 1st generation (corn feedstock) and 3rd generation (carbon dioxide feedstock) PHA production pathways using life cycle assessment. Sci. Total Environ. 863, 160991 (2023).
Bishop, G., Styles, D. & Lens, P. N. L. Land-use change and valorisation of feedstock side-streams determine the climate mitigation potential of bioplastics. Resour. Conserv. Recycl. 180, 106185 (2022).
Zhao, X. et al. Sustainable bioplastics derived from renewable natural resources for food packaging. Matter 6, 97–127 (2023).
Porto de Souza Vandenberghe, L. et al. The 2 G and 3 G bioplastics: an overview.Biotechnol. Res. Innov. 2021, e2021004 (2021).
Sagadevan, K. et al. A short review on sugarcane: its domestication, molecular manipulations and future perspectives. Genet Resour. Crop. Evol. 69, 2623–2643 (2022).
Vandenberghe, L. P. S. et al. Beyond sugar and ethanol: the future of sugarcane biorefineries in Brazil. Renew. Sustain. Energy Rev. 167, 112721 (2022).
Alavijeh, R. S., Shahvandi, A., Okoro, O. V., Denayer, J. F. M. & Karimi, K. Biorefining of corn stover for efficient production of bioethanol, biodiesel, biomethane, and value-added byproducts. Energy Convers. Manag. 283, 116877 (2023).
Muir, B. M. & Anderson, A. R. Development and diversification of sugar beet in Europe. Sugar Tech. 24, 992–1009 (2022).
Machado, C. M. B., Vandenberghe, L. P. de S., de Mello, A. F. M. & Soccol, C. R. Corn or soybean oil as the sole carbon source for polyhydroxybutyrate production in a biofuel biorefinery concept. Polymers 17, 324 (2025).
Mujtaba, M. et al. Lignocellulosic biomass from agricultural waste to the circular economy: a review with focus on biofuels, biocomposites and bioplastics. J. Clean. Prod. 402, 136815 (2023).
Andler, R., Valdés, C., Urtuvia, V., Andreeßen, C. & Díaz-Barrera, A. Fruit residues as a sustainable feedstock for the production of bacterial polyhydroxyalkanoates. J. Clean. Prod. 307, 127236 (2021).
Tramontina, R. & Squina, F. M. Strategies for lignocellulosic hydroxycinnamic acid release and biotransformation into high-value coniferyl alcohol using feruloyl esterase and double reduction whole cell biocatalyst. Methods Enzymol. 716, 313–339 (2025).
Igbokwe, V. C., Ezugworie, F. N., Onwosi, C. O., Aliyu, G. O. & Obi, C. J. Biochemical biorefinery: a low-cost and non-waste concept for promoting sustainable circular bioeconomy. J. Environ. Manag. 305, 114333 (2022).
Otoni, C. G. et al. The food-materials nexus: next generation bioplastics and advanced materials from agri-food residues. Adv. Mater. 33, 2102520 (2021).
Sidana, A. & Yadav, S. K. Recent developments in lignocellulosic biomass pretreatment with a focus on eco-friendly, non-conventional methods. J. Clean. Prod. 335, 130286 (2022).
Beig, B. et al. Current challenges and innovative developments in pretreatment of lignocellulosic residues for biofuel production: a review. Fuel 287, 119670 (2021).
Dessie, W. et al. Inhibitory effects of lignocellulose pretreatment degradation products (hydroxymethylfurfural and furfural) on succinic acid producing Actinobacillus succinogenes. Biochem. Eng. J. 150, 107263 (2019).
Giacon, T. G., Vilela, N., Trivellin, C., Basso, T. O. & Olsson, L. Lignocellulosic hydrolysate composition influences contamination profiles in ethanol production. Bioresour. Technol. 435, 132838 (2025).
Shan, W., Yan, Y., Li, Y., Hu, W. & Chen, J. Microbial tolerance engineering for boosting lactic acid production from lignocellulose. Biotechnol. Biofuel. Bioprod 16, 1–10 (2023).
Saratale, R. G. et al. Third-generation biomass for bioplastics: a comprehensive review of microalgae-driven polyhydroxyalkanoate production. Biofuel Res. J. 44, 2256–2282 (2024).
Chaudry, S. et al. Microalgae to bioplastics—routes and challenges. Clean. Eng. Technol. 25, 100922 (2025).
Sudhakar, K. et al. An overview of marine macroalgae as bioresource. Renew. Sustain. Energy Rev. 91, 165–179 (2018).
González-Gloria, K. D. et al. Macroalgal biomass in terms of third-generation biorefinery concept: current status and techno-economic analysis—a review. Bioresour. Technol. Rep. 16, 100863 (2021).
Nagarajan, D. et al. Sustainable bioplastics from seaweed polysaccharides: A comprehensive review. Polym. Adv. Technol. 35, 1–17 (2024).
Chung, M. R. W. Y., Tan, I. S., Foo, H. C. Y., Lam, M. K. & Lim, S. Potential of macroalgae-based biorefinery for lactic acid production from exergy aspect. Biomass. Convers. Biorefin. 13, 2623–2653 (2023).
Lim, C., Yusoff, S., Ng, C. G., Lim, P. E. & Ching, Y. C. Bioplastic made from seaweed polysaccharides with green production methods. J. Environ Chem. Eng. 9, 105895 (2021).
Costa, S. S., Miranda, A. L., de Morais, M. G., Costa, J. A. V. & Druzian, J. I. Microalgae as source of polyhydroxyalkanoates (PHAs)—a review. Int. J. Biol. Macromol. 131, 536–547 (2019).
Zhila, N. O. et al. Comparative study of the synthesis of polyhydroxyalkanoates by cyanobacteria Spirulina platensis and green microalga Chlorella vulgaris. Algal Res. 85, 103826 (2025).
Ahmed, R. A. et al. Bioenergy application of Dunaliella salina SA 134 grown at various salinity levels for lipid production. Sci. Rep. 7, 1–10 (2017).
Abdur Razzak, S. et al. Microalgae cultivation in photobioreactors: sustainable solutions for a greener future. Green. Chem. Eng. 5, 418–439 (2024).
Onen Cinar, S. et al. Bioplastic production from microalgae: a review. Int. J. Environ. Res. Public Health. https://doi.org/10.3390/ijerph17113842 (2020).
McGrath, S. J., Laamanen, C. A., Senhorinho, G. N. A. & Scott, J. A. Microalgal harvesting for biofuels—options and associated operational costs. Algal Res. 77, 103343 (2024).
Matter, I. A. et al. Flocculation harvesting techniques for microalgae: a review. https://doi.org/10.3390/app9153069 (2019).
Sharma, R., Solanki, P., Chaudhary, M., Gupta, N. & Kaur, P. Unveiling the potential of microalgae for bioplastic production from wastewater—current trends, innovations, and future prospects. Biotechnol. Sustain. Mater. 1, 1–35 (2024).
Arora, Y., Sharma, S. & Sharma, V. Microalgae in bioplastic production: a comprehensive review. Arab J. Sci. Eng. 48, 7225 (2023).
Selwal, N. et al. Emerging technologies in biomass conversion: bioengineering and nanocatalysts to AI-driven process optimization. Biomass Bioenergy 200, 108054 (2025).
Shokravi, H. et al. Fourth generation biofuel from genetically modified algal biomass for bioeconomic development. J. Biotechnol. 360, 23–36 (2022).
Wang, B., Pugh, S., Nielsen, D. R., Zhang, W. & Meldrum, D. R. Engineering cyanobacteria for photosynthetic production of 3-hydroxybutyrate directly from CO2. Metab. Eng. 16, 68–77 (2013).
Faulkner, M., Andrews, F. & Scrutton, N. Improving productivity of citramalate from CO2 by Synechocystis sp. PCC 6803 through design of experiment. Biotechnol. Biofuel. Bioprod. 17, 1–15 (2024).
Wi, T. U. et al. Upgrading carbon monoxide to bioplastics via integrated electrochemical reduction and biosynthesis. Nat. Synth. 3, 1392–1403 (2024).
Hoffmann, S. A. et al. Safety by design: biosafety and biosecurity in the age of synthetic genomics. iScience 26, 106165 (2023).
Sebesta, J., Xiong, W., Guarnieri, M. T. & Yu, J. Biocontainment of genetically engineered algae. Front Plant Sci. 13, 839446 (2022).
de Mello, A. F. M. et al. Polyhydroxybutyrate production by Cupriavidus necator in a corn biorefinery concept. Bioresour. Technol. 370, 128537 (2023).
Le, H. G., Lee, Y. & Lee, S. M. Synthetic biology strategies for sustainable bioplastic production by yeasts. J. Microbiol. 63, e2501022 (2025).
Song, Y. & Prather, K. L. J. Strategies in engineering sustainable biochemical synthesis through microbial systems. Curr. Opin. Chem. Biol. 81, 102493 (2024).
Cheng, Y. et al. Machine learning for metabolic pathway optimization: a review. Comput. Struct. Biotechnol. J. 21, 2381–2393 (2023).
Adeniyi, A. G. et al. Thermochemical co-conversion of biomass-plastic waste to biochar: a review. Green. Chem. Eng. 5, 31–49 (2024).
Santos, L. R., Araujo, D. R. & Rodrigues, M. A. S. Strategic techniques for upgrading bio-oil from fast pyrolysis: a critical review. Biofuel. Bioprod. Biorefin. https://doi.org/10.1002/BBB.2789 (2025).
Zhang, Z., Pittman, C. U., Sui, S., Sun, J. & Wang, Q. Catalytic upgrading of bio-oil by reacting with olefins and alcohols over solid acids: reaction paths via model compound studies. Energies 6, 1568–1589 (2013).
Rachel-Tang, D. Y., Islam, A. & Taufiq-Yap, Y. H. Bio-oil production via catalytic solvolysis of biomass. RSC Adv. 7, 7820–7830 (2017).
Shumeiko, B. et al. Efficient one-stage bio-oil upgrading over sulfided catalysts. ACS Sustain Chem. Eng. 8, 15149–15167 (2020).
Choura, M., Belgacem, N. M. & Gandini, A. Acid-catalyzed polycondensation of furfuryl alcohol: mechanisms of chromophore formation and cross-linking. Macromolecules 29, 3839–3850 (1996).
Curcio, A., Rodat, S., Vuillerme, V. & Abanades, S. A review of biomass thermochemical gasification: toward solar hybridized processes for continuous and controllable fuel production. Energy 8, 100277 (2025).
Liu, Q. et al. Upcycling CO2 and bio-derived furan into degradable plastic monomer via coupling of photocatalysis and thermocatalysis. Chem. Eng. J. 502, 157519 (2024).
Zhu, Y., Yang, J., Mei, F., Li, X. & Zhao, C. Bio-based 1,4-butanediol and tetrahydrofuran synthesis: perspective. Green. Chem. 24, 6450–6466 (2022).
Ewing, T. A. et al. Fermentation for the production of biobased chemicals in a circular economy: a perspective for the period 2022–2050. Green. Chem. 24, 6373–6405 (2022).
Sun, J. et al. Catalytic upcycling of polyolefins. Chem. Rev. 124, 9457–9579 (2024).
Shahbeik, H. et al. Biomass to biofuels using hydrothermal liquefaction: a comprehensive review. Renew. Sustain. Energy Rev. 189, 113976 (2024).
Deepika, C. et al. Hydrothermal liquefaction of wet microalgal biomass for biofuels and platform chemicals: advances and future prospects. Discov. Appl. Sci. 6, 1–24 (2024).
Rout, P. R. et al. Recent advancements in microalgal mediated valorisation of wastewater from hydrothermal liquefaction of biomass. BioEnergy Res. 16, 45–60 (2022).
Bao, R. et al. A review of hydrothermal biomass liquefaction: operating parameters, reaction mechanism, and bio-oil yields and compositions. Energy Fuel. 38, 8437–8459 (2024).
da Costa Magalhães, B. et al. Catalytic hydroconversion of HTL micro-algal bio-oil into biofuel over NiWS/Al2O3. Algal Res. 71, 103012 (2023).
Jatoi, A. S. et al. Hydrothermal liquefaction of lignocellulosic and protein-containing biomass: a comprehensive review. Catalysts 12, 1621 (2022).
Rojas, M. et al. Advances and challenges on hydrothermal processes for biomass conversion: feedstock flexibility, products, and modeling approaches. Biomass Bioenergy 194, 107621 (2025).
Mazhkoo, S. et al. Process intensification in hydrothermal liquefaction of biomass: A review. J. Environ. Chem. Eng. 13, 115722 (2025).
Torres Ruano, T. M., Diender, M. & Sousa, D. Z. Microbial synergy between Rhodospirillum rubrum and Acetobacterium woodii enables anaerobic CO conversion to polyhydroxyalkanoates. Green. Chem. 27, 7878–7886 (2025).
Choi, D., Chipman, D. C., Bents, S. C. & Brown, R. C. A techno-economic analysis of polyhydroxyalkanoate and hydrogen production from syngas fermentation of gasified biomass. Appl. Biochem. Biotechnol. 160, 1032–1046 (2010).
Robazza, A., Baleeiro, F. C. F., Kleinsteuber, S. & Neumann, A. Two-stage conversion of syngas and pyrolysis aqueous condensate into L-malate. Biotechnol. Biofuel. Bioprod. 17, 1–19 (2024).
Koller, M. et al. A review of bioelectrochemical strategies for enhanced polyhydroxyalkanoate production. Bioengineering 12, 616 (2025).
Banu, J. R., Kumar, M. D., Gunasekaran, M. & Kumar, G. Biopolymer production in bio electrochemical system: literature survey. Bioresour. Technol. Rep. 7, 100283 (2019).
Yuan, L., Bonku, E. M. & Yang, Z. H. Biocatalysis-driven CO2 valorization: innovations and sustainable strategies in conversion and utilization. Carbon Capture Sci. Technol. 15, 100437 (2025).
Woodcote Media Ltd. LanzaTech signs agreement to develop waste-to-ethanol plants across Japan. Biofuel. International. https://biofuels-news.com/news/lanzatech-signs-agreement-to-develop-waste-to-ethanol-plants-across-japan/ (2024).
Vink, E. T. H., Glassner, D. A., Kolstad, J. J., Wooley, R. J. & O’Connor, R. P. The eco-profiles for current and near-future NatureWorks® polylactide (PLA) production. Ind. Biotechnol. 3, 58–81 (2007).
Vyas, A., Ng, S. P., Fu, T. & Anum, I. ZnO-embedded carboxymethyl cellulose bioplastic film synthesized from sugarcane bagasse for packaging applications. Polymers 17, 579 (2025).
Nanda, S., Patra, B. R., Patel, R., Bakos, J. & Dalai, A. K. Innovations in applications and prospects of bioplastics and biopolymers: a review. Environ. Chem. Lett. 20, 379–395 (2021).
Gurunathan, M. K., Navasingh, R. J. H., Selvam, J. D. R. & Čep, R. Development and characterization of starch bioplastics as a sustainable alternative for packaging. Sci. Rep. 15, 1–17 (2025).
Brasil, Y. L., Cruz-Tirado, J. P. & Barbin, D. F. Analysis of biodegradable films made from cassava starch and oregano essential oil using hyperspectral imaging and portable NIR spectroscopy. Spectrochim. Acta A Mol. Biomol. Spectrosc. 332, 125857 (2025).
Osorio, J., Aznar, M. & Nerín, C. Identification of key odorant compounds in starch-based polymers intended for food contact materials. Food Chem. 285, 39–45 (2019).
Gonçalves, E. M., Silva, M., Andrade, L. & Pinheiro, J. From fields to films: exploring starch from agriculture raw materials for biopolymers in sustainable food packaging. Agriculture 14, 453 (2024).
Yang, J., Ching, Y. C. & Chuah, C. H. Applications of lignocellulosic fibers and lignin in bioplastics: a review. Polymers 11, 751 (2019).
Nandhini, R., Sivaprakash, B., Rajamohan, N. & Vo, D. V. N. Lignin and polylactic acid for the production of bioplastics and valuable chemicals. Environ. Chem. Lett. 21, 403–427 (2022).
Arief, M. D., Mubarak, A. S. & Pujiastuti, D. Y. The concentration of sorbitol on bioplastic cellulose based carrageenan waste on biodegradability and mechanical properties bioplastic. In IOP Conference Series: Earth and Environmental Science Vol. 679 (IOP Publishing Ltd, 2021).
Shafqat, A., Al-Zaqri, N., Tahir, A. & Alsalme, A. Synthesis and characterization of starch based bioplatics using varying plant-based ingredients, plasticizers and natural fillers. Saudi J. Biol. Sci. 28, 1739–1749 (2021).
Chan, C. M. et al. Effect of toxic phthalate-based plasticizer on the biodegradability of polyhydroxyalkanoate. Environ. Sci. Technol. 56, 17732–17742 (2022).
Dudeja, I., Mankoo, R. K., Singh, A. & Kaur, J. Development, characterisation and biodegradability of rice straw lignin based sustainable biopolymeric films. Int. J. Food Sci. Technol. 58, 2754–2763 (2023).
Shuprajhaa, T., Paramasivam, S. K., Pushpavalli, S., Anandakumar, S. & Naik, R. Influence of additives on the development, mechanical, functional characteristics and biodegradability of banana starch-based bio plastic films. Int. J. Biol. Macromol. 295, 139544 (2025).
Sharma, C., Bhardwaj, N. K. & Pathak, P. Static intermittent fed-batch production of bacterial nanocellulose from black tea and its modification using chitosan to develop antibacterial green packaging material. J. Clean. Prod. 279, 123608 (2021).
Kasirajan, S. et al. Preparation of poly(lactic acid) from Prosopis juliflora and incorporation of chitosan for packaging applications. J. Biosci. Bioeng. 128, 323–331 (2019).
Asim, Z. et al. Transforming agricultural food waste into bioplastics: methods, potential, and technological advances. Adv. Sustain Syst. 9, 2400864 (2025).
Singh, A., Walker, K. T., Ledesma-Amaro, R. & Ellis, T. Engineering bacterial cellulose by synthetic biology. Int. J. Mol. Sci. 21, 9185 (2020).
Heinze, T., El Seoud, O. A. & Koschella, A. Cellulose Derivatives: Synthesis, Structure, and Properties 1–38. https://doi.org/10.1007/978-3-319-73168-1_1 (2018).
Stanisławska, A. Bacterial nanocellulose as a microbiological derived nanomaterial. Adv. Mater. Sci. 16, 45–57 (2016).
Zhong, C. et al. Metabolic flux analysis of Gluconacetobacter xylinus for bacterial cellulose production. Appl. Microbiol. Biotechnol. 97, 6189–6199 (2013).
Shi, Z., Zhang, Y., Phillips, G. O. & Yang, G. Utilization of bacterial cellulose in food. Food Hydrocoll. 35, 539–545 (2014).
Wahid, F. et al. Bacterial cellulose and its potential for biomedical applications. Biotechnol. Adv. 53, 107856 (2021).
Munawaroh, H. S. H. et al. Bacterial cellulose nanocrystal as drug delivery system for overcoming the biological barrier of cyano-phycocyanin: a biomedical application of microbial product. Bioengineered 14, 2252226 (2023).
Jayasekara, S., Dissanayake, L. & Jayakody, L. N. Opportunities in the microbial valorization of sugar industrial organic waste to biodegradable smart food packaging materials. Int. J. Food Microbiol. 377, 109785 (2022).
Azeredo, H. M. C., Barud, H., Farinas, C. S., Vasconcellos, V. M. & Claro, A. M. Bacterial cellulose as a raw material for food and food packaging applications. Front. Sustain Food Syst. 3, 429319 (2019).
Manan, S. et al. Bacterial cellulose: molecular regulation of biosynthesis, supramolecular assembly, and tailored structural and functional properties. Prog. Mater. Sci. 129, 100972 (2022).
Yang, H. et al. Simulations of cellulose synthesis initiation and termination in bacteria. J. Phys. Chem. B 123, 3699–3705 (2019).
Bimmer, M. et al. Analysis of cellulose synthesis in a high-producing acetic acid bacterium Komagataeibacter hansenii. Appl. Microbiol. Biotechnol. 107, 2947–2967 (2023).
Adamopoulou, V. et al. Optimization of bacterial cellulose production by Komagataeibacter sucrofermentans in synthetic media and agrifood side streams supplemented with organic acids and vitamins. Bioresour. Technol. 398, 130511 (2024).
Jacek, P., Silva, F. A. G. S., da, Dourado, F., Bielecki, S. & Gama, M. Optimization and characterization of bacterial nanocellulose produced by Komagataeibacter rhaeticus K3. Carbohydr. Polym. Technol. Appl. 2, 100022 (2021).
Singhsa, P., Narain, R. & Manuspiya, H. Physical structure variations of bacterial cellulose produced by different Komagataeibacter xylinus strains and carbon sources in static and agitated conditions. Cellulose 25, 1571–1581 (2018).
Tsouko, E. et al. A sustainable bioprocess to produce bacterial cellulose (BC) using waste streams from wine distilleries and the biodiesel industry: evaluation of BC for adsorption of phenolic compounds, dyes and metals. Biotechnol. Biofuel. Bioprod. 17, 1–17 (2024).
Dikshit, P. K. & Kim, B. S. Bacterial cellulose production from biodiesel–derived crude glycerol, magnetic functionalization, and its application as carrier for lipase immobilization. Int. J. Biol. Macromol. 153, 902–911 (2020).
Kumar, V. et al. Sustainable process for the production of cellulose by an Acetobacter pasteurianus RSV-4 (MTCC 25117) on whey medium. Cellulose 28, 103–116 (2021).
Patel, A., Patel, P., Parmar, M. & Gosai, H. Employing RSM and ANN-based applications for modelling enhanced bacterial cellulose production from pineapple peel waste using Komagateibacter saccharivorans APPK1. Chem. Eng. J. 480, 148057 (2024).
Calderón-Toledo, S., Horue, M., Alvarez, V. A., Castro, G. R. & Zavaleta, A. I. Isolation and partial characterization of Komagataeibacter sp. SU12 and optimization of bacterial cellulose production using Mangifera indica extracts. J. Chem. Technol. Biotechnol. 97, 1482–1493 (2022).
Selvaraj, S. & Gurumurthy, K. Optimizing bacterial cellulose production from Kombucha tea utilizing molasses and tea dust in growth medium. Int. J. Polym. Sci. 2024, 2240464 (2024).
Öz, Y. E. & Kalender, M. A novel static cultivation of bacterial cellulose production from sugar beet molasses: Series static culture (SSC) system. Int. J. Biol. Macromol. 225, 1306–1314 (2023).
Hestrin, S. & Schramm, M. Synthesis of cellulose by Acetobacter xylinum. 2. Preparation of freeze-dried cells capable of polymerizing glucose to cellulose. Biochem. J. 58, 345–352 (1954).
Yassine, F. et al. Culture medium pH influence on Gluconacetobacter physiology: cellulose production rate and yield enhancement in presence of multiple carbon sources. Carbohydr. Polym. 146, 282–291 (2016).
Schramm, M. & Hestrin, S. Factors affecting production of cellulose at the air/liquid interface of a culture of Acetobacter xylinum. J. Gen. Microbiol. 11, 123–129 (1954).
Gregory, D. A. et al. Bacterial cellulose: A smart biomaterial with diverse applications. Mater. Sci. Eng.: R: Rep. 145, 100623 (2021).
Jonas, R. & Farah, L. F. Production and application of microbial cellulose. Polym. Degrad. Stab. 59, 101–106 (1998).
Zahan, K. A. et al. Application of bacterial cellulose film as a biodegradable and antimicrobial packaging material. Mater. Today Proc. 31, 83–88 (2020).
Shafipour Yordshahi, A., Moradi, M., Tajik, H. & Molaei, R. Design and preparation of antimicrobial meat wrapping nanopaper with bacterial cellulose and postbiotics of lactic acid bacteria. Int. J. Food Microbiol. 321, 108561 (2020).
Chen, Q. et al. Bacterial cellulose-based Pickering emulsions reinforced with silver and silica nanoparticles for advanced antibacterial and hydrophobic food packaging solutions. Carbohydr. Polym. 355, 123357 (2025).
Yi, L. et al. Simple but efficient preparation of high-strength, heat-resistant, and high-barrier PLA/TOBC plastic packaging containers via pickering emulsion. Compos. Commun. 56, 102420 (2025).
Liu, L. et al. Composite antimicrobial films activated by essential oil pickering emulsions: preparation, characterization and application in pork preservation. Food Biosci. 68, 106591 (2025).
Supian, M. et al. Bacterial cellulose containing antimicrobial agent from expired drinks as sustainable food absorbent pad. Food Packag. Shelf Life 49, 101497 (2025).
Yan, Y. et al. In situ synthesis of plasticized bacterial cellulose films for daily packaging using biobased plasticizers. ACS Appl. Mater. Interfaces. https://doi.org/10.1021/ACSAMI.5C03851/SUPPL_FILE/AM5C03851_SI_001.PDF (2025).
Efthymiou, M. N. et al. Development of biodegradable films using sunflower protein isolates and bacterial nanocellulose as innovative food packaging materials for fresh fruit preservation. Sci. Rep. 12, 1–13 (2022).
Xia, J. et al. Multifunctional sustainable films of bacterial cellulose nanocrystal-based, three-phase pickering nanoemulsions: a promising active food packaging for cheese. Chem. Eng. J. 466, 143295 (2023).
Obruca, S. et al. Novel unexpected functions of PHA granules. Appl. Microbiol. Biotechnol. 104, 4795–4810 (2020).
Anderson, A. J. & Dawes, E. A. Occurrence, metabolism, metabolic role, and industrial uses of bacterial polyhydroxyalkanoates. Microbiol. Rev. 54, 450–472 (1990).
Sudesh, K., Abe, H. & Doi, Y. Synthesis, structure and properties of polyhydroxyalkanoates: biological polyesters. Prog. Polym. Sci. 25, 1503–1555 (2000).
Liang, X., Cha, D. K. & Xie, Q. Properties, production, and modification of polyhydroxyalkanoates. Resour., Conserv. Recycl. Adv. 21, 200206 (2024).
Chen, G. Q. & Wu, Q. The application of polyhydroxyalkanoates as tissue engineering materials. Biomaterials 26, 6565–6578 (2005).
Huang, X. X., Tao, X. M., Zhang, Z. H. & Chen, P. Properties and performances of fabrics made from bio-based and degradable polylactide acid/poly (hydroxybutyrate- co-hydroxyvalerate) (PLA/PHBV) filament yarns. Text. Res. J. 87, 2464–2474 (2017).
Biotechnology for Nature - PhaBuilder. PhaBuilder. https://eng.phabuilder.com/ (2025).
Kovalcik, A. Recent advances in 3D printing of polyhydroxyalkanoates: a review. Eurobiotech. J. 5, 48–55 (2021).
Coltelli, M. B. et al. Skin-compatible biobased beauty masks prepared by extrusion. J. Funct. Biomater. 11, 23 (2020).
Pouton, C. W. Polymeric materials for advanced drug delivery. Adv. Drug Deliv. Rev. 53, 1–3 (2001).
Wang, Y. W., Wu, Q., Chen, J. & Chen, G. Q. Erratum to ‘Evaluation of three-dimensional scaffolds made of blends of hydroxyapatite and poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) for bone reconstruction’ [Biomaterials 26 (2005) 899–904]. Biomaterials 26, 4693 (2005).
de Souza, F. M. & Gupta, R. K. Bacteria for bioplastics: progress, applications, and challenges. ACS Omega 9, 8666–8686 (2024).
Shahid, S., Razzaq, S., Farooq, R. & Nazli, Z. I. H. Polyhydroxyalkanoates: Next generation natural biomolecules and a solution for the world’s future economy. Int. J. Biol. Macromol. 166, 297–321 (2021).
Matte, C., Machado, B., Porto De Souza Vandenberghe, L., Fátima Murawski De Mello, A. & Soccol, C. R. Corn or soybean oil as the sole carbon source for polyhydroxybutyrate production in a biofuel biorefinery concept. Polymers 17, 324 (2025).
Mozejko-Ciesielska, J., Moraczewski, K., Czaplicki, S. & Singh, V. Production and characterization of polyhydroxyalkanoates by Halomonas alkaliantarctica utilizing dairy waste as feedstock. Sci. Rep. 13, 1–11 (2023).
Ali, N. et al. Environmental evaluation of polyhydroxyalkanoates from animal slaughtering waste using Material Input Per Service Unit. N. Biotechnol. 75, 40–51 (2023).
Możejko-Ciesielska, J., Moraczewski, K. & Czaplicki, S. Halomonas alkaliantarctica as a platform for poly(3-hydroxybutyrate-co-3-hydroxyvalerate) production from biodiesel-derived glycerol. Environ. Microbiol. Rep. 16, e13225 (2024).
Kim, B. S. et al. Production of poly(3-hydroxybutyric acid) by fed-batch culture of Alcaligenes eutrophus with glucose concentration control. Biotechnol. Bioeng. 43, 892–898 (1994).
Li, S. Y., Dong, C. L., Wang, S. Y., Ye, H. M. & Chen, G. Q. Microbial production of polyhydroxyalkanoate block copolymer by recombinant Pseudomonas putida. Appl. Microbiol. Biotechnol. 90, 659–669 (2011).
Uchino, K., Saito, T., Gebauer, B. & Jendrossek, D. Isolated poly(3-hydroxybutyrate) (PHB) granules are complex bacterial organelles catalyzing formation of PHB from acetyl coenzyme A (CoA) and degradation of PHB to acetyl-CoA. J. Bacteriol. 189, 8250–8256 (2007).
Meng, D. C. et al. Engineering the diversity of polyesters. Curr. Opin. Biotechnol. 29, 24–33 (2014).
Lu, J., Tappel, R. C. & Nomura, C. T. Mini-Review: Biosynthesis of poly(hydroxyalkanoates). J. Macromol. Sci.®, Part C: Polym. Rev. 49, 226–248 (2009).
Steinbüchel, A., Debzi, E. M., Marchessault, R. H. & Timm, A. Synthesis and production of poly(3-hydroxyvaleric acid) homopolyester by Chromobacterium violaceum. Appl. Microbiol. Biotechnol. 39, 443–449 (1993).
Mai, J., Garvey, C. J., Chan, C. M., Pratt, S. & Laycock, B. Synthesis and characterisation of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) multi-block copolymers comprising blocks of differing 3-hydroxyvalerate contents. Chem. Eng. J. 475, 146175 (2023).
Rehm, B. H. A. Genetics and biochemistry of polyhydroxyalkanoate granule self-assembly: The key role of polyester synthases. Biotechnol. Lett. 28, 207–213 (2006).
Slater, S. et al. Multiple β-ketothiolases mediate poly(β-hydroxyalkanoate) copolymer synthesis in Ralstonia eutropha. J. Bacteriol. 180, 1979–1987 (1998).
Wallen, L. L. & Rohwedder, W. K. Poly-.β.-hydroxyalkanoate from activated sludge. Environ. Sci. Technol. 8, 576–579 (1974).
Liu, S., Narancic, T., Tham, J. L. & O’Connor, K. E. β-oxidation–polyhydroxyalkanoates synthesis relationship in Pseudomonas putida KT2440 revisited. Appl. Microbiol. Biotechnol. 107, 1863–1874 (2023).
Huijberts, G. N. M. & Eggink, G. Production of poly(3-hydroxyalkanoates) by Pseudomonas putida KT2442 in continuous cultures. Appl. Microbiol. Biotechnol. 46, 233–239 (1996).
Zhuo, X. Z., Chou, S. C. & Li, S. Y. Producing medium-chain-length polyhydroxyalkanoate from diverse feedstocks by deregulating unsaturated fatty acid biosynthesis in Escherichia coli. Bioresour. Technol. 365, 128078 (2022).
Hoffmann, N. et al. Biochemical characterization of the Pseudomonas putida 3-hydroxyacyl ACP:CoA transacylase, which diverts intermediates of fatty acid de novo biosynthesis. J. Biol. Chem. 277, 42926–42936 (2002).
Nomura, C. T. et al. Expression of 3-ketoacyl-acyl carrier protein reductase (fabG) genes enhances production of polyhydroxyalkanoate copolymer from glucose in recombinant Escherichia coli JM109. Appl. Environ. Microbiol. 71, 4297–JM4306 (2005).
Swetha, T. A. et al. A comprehensive review on polylactic acid (PLA)—synthesis, processing and application in food packaging. Int. J. Biol. Macromol. 234, 123715 (2023).
Nduko, J. M., Matsumoto, K. & Taguchi, S. Biological lactate-polymers synthesized by one-pot microbial factory: enzyme and metabolic engineering. ACS Symp. Ser. 1105, 213–235 (2012).
Tsuji, H. & Ikada, Y. Crystallization from the melt of poly(lactide)s with different optical purities and their blends. Macromol. Chem. Phys. 197, 3483–3499 (1996).
Griffith, L. G. Polymeric biomaterials. Acta Mater. 48, 263–277 (2000).
Castillo Martinez, F. A. et al. Lactic acid properties, applications and production: a review. Trends Food Sci. Technol. 30, 70–83 (2013).
John, R. P., Nampoothiri, K. M. & Pandey, A. Fermentative production of lactic acid from biomass: an overview on process developments and future perspectives. Appl. Microbiol. Biotechnol. 74, 524–534 (2007).
Gupta, B., Revagade, N. & Hilborn, J. Poly(lactic acid) fiber: an overview. Prog. Polym. Sci. 32, 455–482 (2007).
de la Torre, I., Ladero, M. & Santos, V. E. Production of d-lactic acid by Lactobacillus delbrueckii ssp. delbrueckii from orange peel waste: techno-economical assessment of nitrogen sources. Appl. Microbiol. Biotechnol. 102, 10511–10521 (2018).
Petrov, K., Urshev, Z. & Petrova, P. l(+)-Lactic acid production from starch by a novel amylolytic Lactococcus lactis subsp. lactis B84. Food Microbiol. 25, 550–557 (2008).
Zotta, T. et al. Aerobic and respirative growth of heterofermentative lactic acid bacteria: A screening study. Food Microbiol. 76, 117–127 (2018).
Coelho, L. F., De Lima, C. J. B., Bernardo, M. P. & Contiero, J. D(-)-lactic acid production by leuconostoc mesenteroides B512 using different carbon and nitrogen sources. Appl. Biochem. Biotechnol. 164, 1160–1171 (2011).
Zhang, Y. & Vadlani, P. V. Lactic acid production from biomass-derived sugars via co-fermentation of Lactobacillus brevis and Lactobacillus plantarum. J. Biosci. Bioeng. 119, 694–699 (2015).
Barletta, M. et al. Poly(butylene succinate) (PBS): materials, processing, and industrial applications. Prog. Polym. Sci. 132, 101579 (2022).
Homklin, R. & Hongsriphan, N. Mechanical and thermal properties of PLA/PBS co-continuous blends adding nucleating agent. Energy Procedia 34, 871–879 (2013).
Spierling, S. et al. Bio-based plastics—a review of environmental, social and economic impact assessments. J. Clean. Prod. 185, 476–491 (2018).
Aliotta, L., Seggiani, M., Lazzeri, A., Gigante, V. & Cinelli, P. A brief review of poly(butylene succinate) (PBS) and its main copolymers: synthesis, blends, composites, biodegradability, and applications. Polymers 14, 844 (2022).
O’Loughlin, J. et al. The potential of bio-based polylactic acid (PLA) as an alternative in reusable food containers: a review. Sustainability 15, 15312 (2023).
Nath, D., Misra, M., Al-Daoud, F. & Mohanty, A. K. Studies on poly(butylene succinate) and poly(butylene succinate- co -adipate)-based biodegradable plastics for sustainable flexible packaging and agricultural applications: a comprehensive review. RSC Sustain. 3, 1267–1302 (2025).
Xu, J. & Guo, B.-H. Microbial Succinic Acid, Its Polymer Poly(butylene succinate), and Applications 347–388 (2010).
Uchikura, H., Ninomiya, K., Takahashi, K. & Tsuge, Y. Requirement of de novo synthesis of pyruvate carboxylase in long-term succinic acid production in Corynebacterium glutamicum. Appl. Microbiol. Biotechnol. 104, 4313–4320 (2020).
Yim, H. et al. Metabolic engineering of Escherichia coli for direct production of 1,4-butanediol. Nat. Chem. Biol. 7, 445–452 (2011).
Choi, S. et al. Highly selective production of succinic acid by metabolically engineered Mannheimia succiniciproducens and its efficient purification. Biotechnol. Bioeng. 113, 2168–2177 (2016).
Lee, P. C., Lee, W. G., Lee, S. Y., Chang, H. N. & Chang, Y. K. Fermentative production of succinic acid from glucose and corn steep liquor by Anaerobiospirillum succiniciproducens. Biotechnol. Bioprocess Eng. 5, 379–381 (2000).
Yang, Q. et al. Comprehensive investigation of succinic acid production by Actinobacillus succinogenes: a promising native succinic acid producer. Biofuel. Bioprod. Bioref. 14, 950–964 (2020).
Yang, Y. et al. Progress on production of succinic acid by Actinobacillus succinogenes—new opportunities for cheap biomass and waste gas utilization. J. Clean. Prod. 434, 140005 (2024).
Bruni, G. O., Terrell, E. A., Bruni, G. O. & Terrell, E. A review on the production of C4 platform chemicals from biochemical conversion of sugar crop processing products and by-products. Fermentation 8, 216 (2022).
Guo, H. et al. Advances in research on the bio-production of 1,4-butanediol by the engineered microbes. Biochem. Eng. J. 185, 108478 (2022).
Jacquel, N. et al. Synthesis and properties of poly(butylene succinate): Efficiency of different transesterification catalysts. J. Polym. Sci. A Polym. Chem. 49, 5301–5312 (2011).
Zhang, Z. et al. Engineering Escherichia coli for robustly producing succinic acid and 1,4-butanediol together. Sustain. Mater. Technol. 43, e01223 (2025).
Kumar, A. et al. A comprehensive review of various biopolymer composites and their applications: from biocompatibility to self-healing. Mater. Today Sustain. 23, 100431 (2023).
Dong, J., Su, Y., Jiang, T., Li, D. & Ma, X. Insight into the complex coupling agents on thermal, mechanical, and barrier properties of lignin-poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) biocomposites. Polym. Compos 43, 2431–2439 (2022).
Kumar, V., Sehgal, R. & Gupta, R. Blends and composites of polyhydroxyalkanoates (PHAs) and their applications. Eur. Polym. J. 161, 110824 (2021).
Li, X., Jiang, T., Dong, J. & Ma, X. Fabrication of high-performance lignin/PHBH biocomposites with excellent thermal, barrier and UV-shielding properties. J. Polym. Res. 29, 1–11 (2022).
Semlali Aouragh Hassani, F. Z. et al. Crosslinked starch-coated cellulosic papers as alternative food-packaging materials. RSC Adv. 12, 8536–8546 (2022).
Arpitha, G. R. et al. Bio-composite film from corn starch based vetiver cellulose. J. Nat. Fibers 19, 14634–14644 (2022).
Sukwijit, C. et al. Production of PLA/cellulose derived from pineapple leaves as bio-degradable mulch film. Int. J. Biol. Macromol. 270, 132299 (2024).
Ruz-Cruz, M. A. et al. Thermal and mechanical properties of PLA-based multiscale cellulosic biocomposites. J. Mater. Res. Technol. 18, 485–495 (2022).
Rasheed, M., Jawaid, M., Parveez, B., Bhat, A. H. & Alamery, S. Morphology, structural, thermal, and tensile properties of bamboo microcrystalline cellulose/poly(Lactic acid)/poly(butylene succinate) composites. Polymers 13, 1–15 (2021).
Zhang, J. et al. Effects of different sources of cellulose on mechanical and barrier properties of thermoplastic sweet potato starch films. Ind. Crops. Prod. 194, 116358 (2023).
Ou, Z. et al. Cellulose isolated from waste rubber wood and its application in PLA based composite films. Front Bioeng. Biotechnol. 9, 1–13 (2021).
Ghozali, M., Meliana, Y., Masruchin, N., Rusmana, D. & Chalid, M. Preparation and characterization of Arenga pinnata thermoplastic starch/bacterial cellulose nanofiber biocomposites via in-situ twin screw extrusion. Int. J. Biol. Macromol. 261, 129792 (2024).
Easton, Z. H. W., Essink, M. A. J., Rodriguez Comas, L., Wurm, F. R. & Gojzewski, H. Acceleration of biodegradation using polymer blends and composites. Macromol. Chem. Phys. 224, 2200421 (2023).
Coltelli, M.-B., Gigante, V., Aliotta, L. & Lazzeri, A. Recyclability perspectives of the most diffused biobased and biodegradable plastic. Mater. Macromol. 4, 401–419 (2024).
Åkesson, D., Kuzhanthaivelu, G. & Bohlén, M. Effect of a small amount of thermoplastic starch blend on the mechanical recycling of conventional plastics. J. Polym. Environ. 29, 985–991 (2021).
Yu, M., Zheng, Y. & Tian, J. Study on the biodegradability of modified starch/polylactic acid (PLA) composite materials. RSC Adv. 10, 26298–26307 (2020).
Zhang, M. & Thomas, N. L. Blending polylactic acid with polyhydroxybutyrate: the effect on thermal, mechanical, and biodegradation properties. Adv. Polym. Technol. 30, 67–79 (2011).
Galera Manzano, L. M., Ruz Cruz, M. Á., Moo Tun, N. M., Valadez González, A. & Mina Hernandez, J. H. Effect of cellulose and cellulose nanocrystal contents on the biodegradation, under composting conditions, of hierarchical pla biocomposites. Polymers 13, 1855 (2021).
Feijoo, P. et al. Effect of the presence of lignin from woodflour on the compostability of PHA-based biocomposites: disintegration, biodegradation and microbial dynamics. Polymers 15, 2481 (2023).
European Bioplastics. Bioplastics Market Development Update 2024. 167–186. https://www.european-bioplastics.org/market/ (2025).
Wang, Y. et al. Efficient l-lactic acid production from sweet sorghum bagasse by open simultaneous saccharification and fermentation. RSC Adv. 6, 35771–35777 (2016).
Zhong, C. Industrial-scale production and applications of bacterial cellulose. Front. Bioeng. Biotechnol. 8, 1–19 (2020).
Haque, M. A. et al. Advancements and current challenges in the sustainable downstream processing of bacterial polyhydroxyalkanoates. Curr. Opin. Green. Sustain Chem. 36, 100631 (2022).
Ratshoshi, B. K., Farzad, S. & Görgens, J. F. Techno-economic assessment of polylactic acid and polybutylene succinate production in an integrated sugarcane biorefinery. Biofuel. Bioprod. Bioref. 15, 1871–1887 (2021).
Decker, S. R., Brunecky, R., Yarbrough, J. M. & Subramanian, V. Perspectives on biorefineries in microbial production of fuels and chemicals. Front. Ind. Microbiol. 1, 1–11 (2023).
Wagh, M. S. et al. Valorisation of agro-industrial wastes: circular bioeconomy and biorefinery process—a sustainable symphony. Process Saf. Environ. Prot. 183, 708–725 (2024).
IEA Bioenergy. IEA Bioenergy: Task 42 Biorefining in a Circular Economy Published by IEA Bioenergy Global Biorefinery Status Report 2022 With Inputs From. IEA Bioenergy (2022).
John, S. U., Onu, C. E., Ezechukwu, C. M., Nwokedi, I. C. & Onyenanu, C. N. Multi-product biorefineries for biofuels and value-added products: advances and future perspectives. Acad. Green. Energy 2, 1–39 (2025).
Manildra Group. Our Products. https://www.manildra.com.au/products/ (2025).
Agrana. Starch Portfolio. https://www.agrana.com/en/products/all-productportfolios/starch-portfolio (2025).
Novamont. Mater-Bi. https://www.novamont.com/eng/mater-bi (2025).
Lenzing. About our Products. https://www.lenzing.com/products/ (2025).
Domsjö. Our Products. https://www.domsjo.adityabirla.com/en/products/ (2025).
Biowert. The Biowert Circular Bioeconomy. https://biowert.com/en/circular-economy/ (2025).
Cellulac. Make a Bio Degradable Difference. http://cellulac.com/sf/ (2025).
NatureWorks. Ingeo Technology. https://www.natureworksllc.com/technology-and-products/ingeo-technology (2025).
Bioon. Sustainability. https://www.bio-on.com/en/p/sustainability (2025).
Newlight. Technology. https://www.newlight.com/technology (2025).
Yang, X. et al. Efficient production of L-lactic acid by an engineered Thermoanaerobacterium aotearoense with broad substrate specificity. Biotechnol. Biofuel. 6, 1–12 (2013).
Qiu, J. et al. Environmental impacts of polylactic acid synthesis via diverse biorefinery strategies: progressive analysis based on dynamic lifecycle assessment. ACS Sustain. Chem. Eng. 13, 898–910 (2025).
Villegas Calvo, M. et al. Bioconversion of giant cane for integrated production of biohydrogen, carboxylic acids, and polyhydroxyalkanoates (PHAs) in a multistage biorefinery approach. ACS Sustain. Chem. Eng. 6, 15361–15373 (2018).
Trifol, J., Marin Quintero, D. C. & Moriana, R. Pine cone biorefinery: integral valorization of residual biomass into lignocellulose nanofibrils (LCNF)-reinforced composites for packaging. ACS Sustain. Chem. Eng. 9, 2180–2190 (2021).
Ghasemlou, M., Barrow, C. J. & Adhikari, B. The future of bioplastics in food packaging: An industrial perspective. Food Packag. Shelf Life 43, 101279 (2024).
European Bioplastics. Feedstock. https://www.european-bioplastics.org/bioplastics/feedstock/ (2025).
de Mello, A. F. M. et al. Polyhydroxyalkanoates production in biorefineries: a review on current status, challenges and opportunities. Bioresour. Technol. 393, 130078 (2024).
Wen, Z., Xie, Y., Chen, M. & Dinga, C. D. China’s plastic import ban increases prospects of environmental impact mitigation of plastic waste trade flow worldwide. Nat. Commun. 12, 1–9 (2021).
Ali, S. S. et al. Bioplastic production in terms of life cycle assessment: a state-of-the-art review. Environ. Sci. Ecotechnol. 15, 100254 (2023).
Dietrich, K., Dumont, M. J., Del Rio, L. F. & Orsat, V. Producing PHAs in the bioeconomy—towards a sustainable bioplastic. Sustain. Prod. Consum. 9, 58–70 (2017).
Negrete-Bolagay, D. & Guerrero, V. H. Opportunities and challenges in the application of bioplastics: perspectives from formulation, processing, and performance. Polymers 16, 2561 (2024).
Abe, M. M. et al. Advantages and disadvantages of bioplastics production from starch and lignocellulosic components. Polymers 13, 2484 (2021).
Costa, A., Encarnação, T., Tavares, R., Todo Bom, T. & Mateus, A. Bioplastics: innovation for green transition. Polymers 15, 517 (2023).
Schulze, C., Juraschek, M., Herrmann, C. & Thiede, S. Energy analysis of bioplastics processing. Procedia. CIRP 61, 600–605 (2017).
de Carvalho, J. C., de Souza Vandenberghe, L. P. & Soccol, C. R. Second and Third Generation Bioplastics: Production, Application, and Innovation 131–146 (2023).
Kurian, N. S. & Das, B. Comparative analysis of various extraction processes based on economy, eco-friendly, purity and recovery of polyhydroxyalkanoate: a review. Int. J. Biol. Macromol. 183, 1881–1890 (2021).
IDTechEx. China Leads as New Regulations Redefine the Bioplastics Market. https://www.idtechex.com/en/research-article/china-leads-as-new-regulations-redefine-the-bioplastics-market/31689 (2024).
Abolore, R. S., Jaiswal, S. & Jaiswal, A. K. Green and sustainable pretreatment methods for cellulose extraction from lignocellulosic biomass and its applications: a review. Carbohydr. Polym. Technol. Appl. 7, 100396 (2024).
Liu, B. et al. Application and prospect of organic acid pretreatment in lignocellulosic biomass separation: a review. Int. J. Biol. Macromol. 222, 1400–1413 (2022).
Kudakasseril Kurian, J., Raveendran Nair, G., Hussain, A. & Vijaya Raghavan, G. S. Feedstocks, logistics and pre-treatment processes for sustainable lignocellulosic biorefineries: a comprehensive review. Renew. Sustain. Energy Rev. 25, 205–219 (2013).
Prasad, A., Sotenko, M., Blenkinsopp, T. & Coles, S. R. Life cycle assessment of lignocellulosic biomass pretreatment methods in biofuel production. Int. J. Life Cycle Assess. 21, 44–50 (2016).
Baral, N. R., Quiroz-Arita, C. & Bradley, T. H. Probabilistic lifecycle assessment of butanol production from corn stover using different pretreatment methods. Environ. Sci. Technol. 52, 14528–14537 (2018).
Chen, G. Q., Hajnal, I., Wu, H., Lv, L. & Ye, J. Engineering biosynthesis mechanisms for diversifying polyhydroxyalkanoates. Trends Biotechnol. 33, 565–574 (2015).
Potočnik, V., Gorgieva, S. & Trček, J. From nature to lab: sustainable bacterial cellulose production and modification with synthetic biology. Polymers 15, 3466 (2023).
Nishida, K. & Kondo, A. CRISPR-derived genome editing technologies for metabolic engineering. Metab. Eng. 63, 141–147 (2021).
Zhang, X., Lin, Y., Wu, Q., Wang, Y. & Chen, G. Q. Synthetic biology and genome-editing tools for improving PHA metabolic engineering. Trends Biotechnol. 38, 689–700 (2020).
Singhania, R. R., Patel, A. K., Tsai, M. L., Chen, C. W. & Di Dong, C. Genetic modification for enhancing bacterial cellulose production and its applications. Bioengineered 12, 6793–6807 (2021).
Tian, X. et al. Metabolic engineering coupled with adaptive evolution strategies for the efficient production of high-quality L-lactic acid by Lactobacillus paracasei. Bioresour. Technol. 323, 124549 (2021).
Liu, P. et al. Potential one-step strategy for PET degradation and PHB biosynthesis through co-cultivation of two engineered microorganisms. Eng. Microbiol. 1, 100003 (2021).
Molpeceres-García, F. J., Sanz-Mata, D., García-Miro, A., Prieto, A. & Barriuso, J. Towards polyethylene terephthalate valorisation into PHB using an engineered Comamonas testosteroni strain. N. Biotechnol. 85, 75–83 (2025).
Mondal, P. P. et al. Review on machine learning-based bioprocess optimization, monitoring, and control systems. Bioresour. Technol. 370, 128523 (2023).
Helleckes, L. M., Hemmerich, J., Wiechert, W., von Lieres, E. & Grünberger, A. Machine learning in bioprocess development: from promise to practice. Trends Biotechnol. 41, 817–835 (2023).
Löfgren, J. et al. Machine learning optimization of lignin properties in green biorefineries. ACS Sustain. Chem. Eng. 10, 9469–9479 (2022).
Akhter, R. & Sofi, S. A. Precision agriculture using IoT data analytics and machine learning. J. King Saud. Univ. - Comput. Inf. Sci. 34, 5602–5618 (2022).
Qian, Y. et al. Sustainable, biodegradable, and recyclable bioplastics derived from renewable carboxymethyl cellulose and waste walnut shell. Int. J. Biol. Macromol. 299, 140130 (2025).
Oblitas, R. et al. Physicochemical properties of bioactive bioplastics based on cellulose from coffee and cocoa by-products. Results Chem. 15, 102201 (2025).
Florido-Moreno, P. et al. Plasticized cellulose bioplastics with beeswax for the fabrication of multifunctional, biodegradable active food packaging. Food Hydrocoll. 162, 110933 (2025).
Nyerere, G., Kyokusiima, S., Nabaterega, R., Tumusiime, G. & Kavuma, C. The synergy of maize straw cellulose and sugarcane bagasse fibre on the characteristics of bioplastic packaging film. Bioresour. Technol. Rep. 28, 102007 (2024).
Agustiany, E. A., Nawawi, D. S., Di Martino, A., Sari, F. P. & Fatriasari, W. Lignin-chitosan-based bioplastics from oil palm empty fruit bunches for seed coating. Biocatal. Agric. Biotechnol. 62, 103435 (2024).
Nogueira, B. R., Backx, B. P. & Delazare, T. Starch, pectin and chitosan-based bioplastics with silver nanoparticles: an eco-friendly alternative for the food industry. Sustain. Chem. Environ. 10, 100246 (2025).
Thakkar, A. et al. Potato starch bioplastic films reinforced with organic and inorganic fillers: A sustainable packaging alternative. Int. J. Biol. Macromol. 306, 141630 (2025).
Kour, M., Chaudhary, S. & Kumar, R. Divulging the contrasting potential of sustainable starch based bioplastic films derived from Zea mays and Colocasia esculenta incorporated with chitosan and CQDs: detailed characterization and efficient role in lychee fruit packaging. Int. J. Biol. Macromol. 309, 142996 (2025).
Lv, L., Ren, Y. L., Chen, J. C., Wu, Q. & Chen, G. Q. Application of CRISPRi for prokaryotic metabolic engineering involving multiple genes, a case study: controllable P(3HB-co-4HB) biosynthesis. Metab. Eng. 29, 160–168 (2015).
Zhang, X. C. et al. Engineering cell wall synthesis mechanism for enhanced PHB accumulation in E. coli. Metab. Eng. 45, 32–42 (2018).
Li, D., Lv, L., Chen, J. C. & Chen, G. Q. Controlling microbial PHB synthesis via CRISPRi. Appl. Microbiol. Biotechnol. 101, 5861–5867 (2017).
Jung, Y. K., Kim, T. Y., Park, S. J. & Lee, S. Y. Metabolic engineering of Escherichia coli for the production of polylactic acid and its copolymers. Biotechnol. Bioeng. 105, 161–171 (2010).
Mazumdar, S., Blankschien, M. D., Clomburg, J. M. & Gonzalez, R. Efficient synthesis of L-lactic acid from glycerol by metabolically engineered Escherichia coli. Micro. Cell Fact. 12, 7 (2013).
Huang, L. H. et al. Tailoring bacterial cellulose structure through CRISPR interference-mediated downregulation of galU in Komagataeibacter xylinus CGMCC 2955. Biotechnol. Bioeng. 117, 2165–2176 (2020).
Jacek, P., Ryngajłło, M. & Bielecki, S. Structural changes of bacterial nanocellulose pellicles induced by genetic modification of Komagataeibacter hansenii ATCC 23769. Appl. Microbiol. Biotechnol. 103, 5339–5353 (2019).
Fang, J., Kawano, S., Tajima, K. & Kondo, T. In vivo curdlan/cellulose bionanocomposite synthesis by genetically modified Gluconacetobacter xylinus. Biomacromolecules 16, 3154–3160 (2015).
Jang, W. D. et al. Genomic and metabolic analysis of Komagataeibacter xylinus DSM 2325 producing bacterial cellulose nanofiber. Biotechnol. Bioeng. 116, 3372–3381 (2019).
Liu, D. et al. Production of bacterial cellulose hydrogels with tailored crystallinity from Enterobacter sp. FY-07 by the controlled expression of colanic acid synthetic genes. Carbohydr. Polym. 207, 563–570 (2019).
Acknowledgements
The authors would like to thank the financial support of Coordenação de Aperfeiçoamento de Pessoal de Nível Superior (CAPES-PROEX) for the research scholarship and of the Conselho Nacional de Desenvolvimento Científico e Tecnológico do Brasil (CNPq Process numbers 306336/2022-7, 409337/2023-4, and 440080/2022-3).
Author information
Authors and Affiliations
Contributions
A.F.M.d.M.: conceptualization, investigation, writing—original draft, writing—review; C.M.B.M.: writing—original draft; L.C.R.N.: writing—original draft; D.Y.O.T.: writing—original draft; R.N.B.: writing—original draft; M.C.M.: writing—original draft; C.R.S.: project administration, supervision, resources; L.P.d.S.V.: conceptualization, writing—review, project administration, supervision.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
de Mello, A.F.M., Machado, C.M.B., Neyra, L.C.R. et al. Biorefinery-based production of biodegradable bioplastics: advances and challenges in circular bioeconomy. npj Mater. Sustain. 3, 42 (2025). https://doi.org/10.1038/s44296-025-00086-4
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44296-025-00086-4
