
Abstract
Quantum photonic devices require efficient access to solid-state spin qubits serving as quantum memories or single-photon sources and nonlinearities. Additionally, they demand nonlinear and electro-optic components for frequency converters and phase shifters. The serial production of quantum devices needs the on-chip integration of all these photonic components. These requirements motivate the hetero-integration of materials with complementary properties. Diamond color centers provide access to spin registers, long coherence times, and suitability for quantum networking. In contrast, aluminum gallium nitride-on-aluminum nitride (AlGaN/AlN) photonics features second-order nonlinear and first-order electro-optic effects. Here, we demonstrate the accurate integration of diamond waveguides containing nitrogen-vacancy (NV) centers into AlGaN/AlN waveguides using a pick-and-place method. Both waveguides possess tapered sections for adiabatic mode transfer. We model the tapered diamond-AlGaN/AlN interface with finite element simulations, implementing fabrication constraints and placement uncertainties. Measured coupling efficiencies coincide closely with simulation model predictions.
Similar content being viewed by others

Introduction
The miniaturization and on-chip integration of quantum photonic devices promise robust quantum photonic integrated circuits (QPICs) with scalable functionality and mass-producibility1. Moreover, hetero-integrated QPICs composed of different materials with distinct properties allow for seamlessly combining a vast variety of photonic components1,2.
According to DiVincenzo’s criteria, quantum photonic devices for quantum computation or communication require efficient access to qubits3. Stationary spin qubits, as provided by diamond color centers like the negatively-charged nitrogen (NV−) or group-IV (G4V−) vacancy centers, integrate smoothly into QPICs due to their solid-state nature. Since diamond color centers can be optically and coherently controlled4, they are promising to realize quantum photonic networks for secure communication5,6,7,8 or sources of indistinguishable single photons9,10. Photonic crystal cavity (PhCC) nanostructures can be fabricated around the color centers to enhance their light-matter interaction, enabling single-photon nonlinearities and efficient spin-photon interfaces10,11,12. However, the diamond platform offers only a limited part of the functionality required to develop QPICs. Diamond does neither support a second-order nonlinearity for frequency conversion nor the first-order electro-optic effect for phase shifting due to the inversion symmetry of its crystal lattice13. Additionally, diamond nanofabrication is challenging14,15, and quantum device-grade single-crystal diamond is relatively costly and presently not widely available at the wafer scale. Hence, the production of monolithic diamond photonic components with high complexity is strongly impeded. In contrast, interfacing diamond waveguides with optical fibers through evanescent coupling has been proven efficient16,17. This method was employed for entanglement distribution across a telecom fiber network8,18. However, the scalability of such interfaces is limited by the number of fibers that can be simultaneously coupled to the same diamond chip. These reasons motivate to combine diamond nanostructures with other material platforms. Within a hetero-integrated QPIC, diamond photonic components produce photonic qubits that are adiabatically transferred to components made from another material. The hetero-integration requires two main ingredients. First, efficient tapered interfaces that evanescently transfer a guided optical mode from one material to the other while minimizing photon losses are needed19,20. Second, a reliable method is necessary to place the diamond photonic components at specific locations on the QPIC. Addressing the latter, gallium phosphide (GaP) photonic components and GaP films have been transferred and bonded to diamond21,22,23,24. More recently, pick-and-place methods for transferring diamond waveguides onto silicon nitride19 and diamond chiplets onto aluminum nitride20 have been employed, as well as stamp transfer printing approaches for GaP-on-diamond25 and diamond-on-complementary metal-oxide-semiconductor (CMOS) systems26.
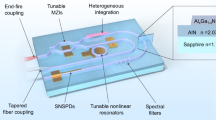
Compared to silicon nitride, silicon carbide (SiC), or lithium niobate-on-insulator (LNOI), aluminum gallium nitride-on-aluminum nitride (AlGaN/AlN) offers the material engineering flexibility of epitaxial growth, allowing precise control over the layer composition and thickness. This tunability enables control of the dispersion, the refractive index contrast, and the nonlinear response that is difficult to achieve with wafer-bonded platforms. In addition, AlGaN/AlN supports second-order nonlinear and electro-optic effects. While we do not claim that AlGaN/AlN is universally superior to other platforms, such as LNOI or SiC, its epitaxial tunability renders it an attractive option for hetero-integration with diamond nanophotonics. A more detailed discussion of the properties of the AlGaN/AlN platform can be found in previous work27.
In this work, we first numerically model and optimize a hetero-integrated diamond-on-AlGaN/AlN tapered interface, implementing fabrication constraints and placement uncertainties into our model. Then, we fabricate tapered diamond and AlGaN/AlN waveguides and perform the hetero-integration by picking the diamond waveguides up with a three-axis piezo-actuated micromanipulator equipped with a tungsten tip and placing them on top of the AlGaN/AlN waveguides. Using end-fire coupling, we couple a laser beam into the AlGaN/AlN waveguides to excite color centers in the diamond waveguides and to extract the coupling efficiency of the tapered diamond-AlGaN/AlN interfaces, i.e., the probability to successfully transfer a photon from the diamond to the AlGaN/AlN waveguide or vice versa. Finally, we demonstrate the accuracy of our simulation model by showing that the measured transmissions through the diamond-AlGaN/AlN interfaces closely match the model predictions.
Results
Optimized taper designs
The cross-section of the tapered diamond-AlGaN/AlN interfaces investigated in this work is defined according to Fig. 1a. Figure 1b presents a corresponding top view of the overall geometry. Geometry parameters fixed across all design optimization runs are listed in Fig. 1c, with the diamond thickness and width specifically chosen to maintain compatibility with our previous ‘Sawfish’ PhCC design12,28. Figure 1d displays cross-sections of the tapered diamond-AlGaN/AlN interface at different positions along the propagation direction. From port 1 to port 2, the optical mode evanescently transitions from the diamond to the AlGaN/AlN waveguide. The optical power carried by the diamond waveguide’s fundamental mode, with approximately 83% of its power propagating inside the diamond material, is collected by the AlGaN/AlN waveguide, where about 98% of the power propagates within the AlGaN/AlN layers (Fig. 1e). The residual power fractions propagate in air along the respective waveguides.

a Cross-section and b top view of the interface geometry. c List of parameters that are fixed for all designs in this work. d Simulated spatial electric field intensity distribution at different cross-sections of the interface along the propagation direction. e Fraction of the optical power of the fundamental TE mode in AlGaN/AlN (red dots), diamond (orange dots), and air (blue dots) along the tapered interface. Dotted vertical lines indicate the interface cross-sections displayed in d.
We explore several design optimizations by taking experimental constraints into account. Design 1 assumes perfectly vertical AlGaN/AlN walls with φ, ρ = 0° (Fig. 2a, b). It achieves the highest coupling efficiency η1 = 97.3% (Fig. 2c). However, our current fabrication process limits the etching depth ε (Fig. 2a) and results in non-vertical side walls. The etched AlGaN/AlN waveguide walls exhibit an angle of φ = 15°. Additionally, an undesired tip with a vertical tip angle of ρ = 70° arises along the tapered segment of the AlGaN/AlN waveguide because the etching process is not perfectly anisotropic. Accounting for these constraints, we develop Design 2, where the AlGaN/AlN tip and wall angles are fixed to the experimentally measured values that originate from our fabrication process. Furthermore, we also consider that the etching depth is limited to ε = 500 nm. Optimizing the design under experimental constraints leads to a coupling efficiency η2 = 71%. The primary factor contributing to the now reduced efficiency is the tip angle. In fact, tapers with ρ > 0° scatter the optical mode toward the sapphire substrate. Moreover, the mismatch between the effective refractive indices of diamond and AlGaN/AlN waveguide modes further decreases the coupling efficiency. To compensate for the fabrication limitations, we investigate and optimize Design 3, in which the constraints on the diamond waveguide parameters are removed. In this configuration, a coupling efficiency η3 = 92% is achieved, assuming a diamond waveguide width of wdiamond = 458 nm.

a SEM image of the cleaved facet of an AlGaN/AlN waveguide showing the different material layers in the xy-plane. b Tip angle of the AlGaN/AlN waveguide along its tapered segment in the yz-plane. c List of parameters optimized in three distinct diamond-on-AlGaN/AlN interface designs. The parameters that are fixed during the optimization of the respective design are indicated with asterisks. d Simulated coupling efficiency intervals for Design 1 and the given fabrication uncertainty bounds. Blue bars represent the full range of efficiencies that result from sweeping a respective geometry parameter within its fabrication uncertainty bounds. Orange dots and error bars indicate the mean values and standard deviations of the full coupling efficiency ranges. The red line denotes the coupling efficiency of the ideal Design 1 configuration.
We further investigate the impact of fabrication uncertainties on the coupling efficiency of the optimal Design 1, which assumes vertical wall and tip angles φ, ρ = 0°. To achieve this, we linearly sweep each geometry simulation parameter across the given fabrication uncertainty range, as indicated in Fig. 2d. This analysis produces a range of coupling efficiencies, shown as blue bars in Fig. 2d, where the orange symbols represent the mean values and standard deviations of the respective coupling efficiency distributions. Among all the parameters, the width of the diamond waveguide has the most significant impact, yielding a mean coupling efficiency of 95.6% when wdiamond varies by ± 30 nm. Therefore, optimizing the fabrication process to better control the diamond waveguide width and the AlGaN/AlN wall angles is expected to yield the largest improvement in coupling efficiency at the diamond-AlGaN/AlN interface.
Hetero-integration and NV excitation
We pick up diamond waveguides using our pick-and-place setup, which consists of a three-axis piezo-actuated micromanipulator that controls a tungsten tip (AutoProbe 200/100.7). We slowly lower the tungsten tip onto the diamond waveguide until the waveguide adheres to the tip. Once attached to the tip, the waveguide is positioned onto an interrupted AlGaN/AlN waveguide, yielding a hetero-integrated device that includes two tapered diamond-AlGaN/AlN interfaces (Fig. 3a). First, we align the protruding tip of the diamond waveguide with the first marker on the AlGaN surface. Then, we align it to the second marker, slowly lowering the tip until the diamond waveguide contacts the AlGaN top layer (Fig. 3b–f). Electrostatic forces facilitate this placement process, as the diamond waveguide tends to adhere more easily to the edges of the AlGaN/AlN waveguides. After placement, the adhesion is strong and supported by van der Waals forces, resulting in a robust device. However, repositioning the diamond waveguide with the tungsten tip is difficult without risking damage.

a Schematics of the hetero-integrated device and the end-fire coupling of the laser. b–f Image sequence showing the diamond waveguide placement via pick-and-place. g Diamond waveguide fluorescence during excitation with end-fire coupling by a 532 nm laser, revealing fluorescence of NV− color centers. The image is captured through a 650 nm long pass filter. All scale bars correspond to a length of 10 μm.
To couple light into the hetero-integrated device, we employ an end-fire coupling technique (refer to the “Methods” section). We image the top surface of the diamond waveguide through a 650 nm long pass filter using a microscope objective and a CMOS camera positioned above the sample. Figure 3g shows the resulting image of the diamond waveguide under 532 nm laser light injection. The image reveals clear signatures of red NV− center fluorescence from NV− centers inside the diamond nanostructure, confirming that the excitation light is successfully guided through the diamond-AlGaN/AlN interfaces.
Coupling efficiency measurement and simulation model benchmarking
Following the pick-and-place procedure described in the previous section, we integrate two nominally identical diamond waveguides onto interrupted AlGaN/AlN waveguides. The geometry parameters used in both cases are those of Design 2 from Fig. 2c. Scanning electron microscope (SEM) images of the final Device A and Device B are shown in Fig. 4a, b, respectively. SEM inspection allows us to evaluate possible deviations from the ideal positioning of the diamond waveguide. In fact, Device A has a low angular misalignment θ = 0.0(5)° but a substantial lateral offset ΔL = 1.4(5)μm. In contrast, Device B has a lower lateral offset ΔL = 0.2(5)μm but a higher angular misalignment θ = 1.5(5)°. Additionally, the etching depth is only 450 nm due to the current fabrication limitations of our etching process. With the experimental protocol detailed in the “Methods” section, we obtain total coupling efficiencies ηtot,1 = 34(7)% and ηtot,2 = 29(6)% for Device A and B, respectively. According to Eq. (3), the coupling efficiencies of single tapered diamond-AlGaN/AlN interfaces of both devices become η1 = 58(6)% and η2 = 53(5)%, respectively.

a, b SEM images of two diamond waveguides (orange-colored) placed on top of interrupted AlGaN/AlN waveguides. a Device A and b Device B reveal different lateral offsets ΔL and angular misalignments θ. c, d Simulated total coupling efficiency ηtot as a function of c the lateral offset and d the angular misalignment. Experimentally measured values of Devices A and B are highlighted with black stars.
To find the possible causes of the decreased measured efficiencies, compared to the expected η = 71% of Design 2 (Fig. 2c), we investigate the effect of the lateral offset and angular misalignment on the coupling efficiency of the full device ηtot by simulating the system with different values of ΔL and θ. Additionally, we set ε to 450 nm to model the fabricated nanostructures more accurately. Figure 4c, d reports the simulation results for Device A and B affected by lateral offset and angular misalignment, respectively. We find that the measured total coupling efficiencies closely match the simulation results. This confirms that our model of the tapered diamond-AlGaN/AlN interface can accurately predict the coupling efficiency of fabricated tapers based solely on SEM inspection, even under non-ideal configurations.
Discussion
We have demonstrated the optimization, fabrication, and experimental characterization of diamond waveguides hetero-integrated into the AlGaN/AlN platform. Using a tungsten tip attached to a micromanipulator for precise pick-and-place, we transferred tapered diamond waveguides on top of tapered AlGaN/AlN waveguides. Experimentally measured diamond-AlGaN/AlN interface coupling efficiencies closely match simulation predictions, confirming the accuracy of our simulation model that accounts for placement uncertainties. Our simulations indicate that single-sided coupling efficiencies of 97.3% are achievable with vertical AlGaN/AlN wall angles. However, the efficiency decreases rapidly with an increasing AlGaN/AlN tip angle. With the currently achievable wall angle configuration, we obtained a coupling efficiency of 71% in simulations. Our experiments demonstrated coupling efficiencies of η1 = 58(6)% and \({\eta }_{2}=53(5) \%\) for two fabricated devices. Increasing the diamond waveguide width can theoretically raise the efficiency to 92%.
Improvements are needed in both the fabrication and pick-and-place processes to enhance the coupling efficiency. Regarding fabrication, reducing the sidewall angles can improve the taper tip geometry and the overall device performance. The observed tip angle results from our etching process not being perfectly anisotropic, which yields slightly tilted sidewalls. Such angles can be further reduced by process optimization, for instance, through a combined dry and wet etching approach29,30. To improve the pick-and-place process for more precise placement, we plan to add matching alignment markers on both the diamond and the AlGaN/AlN waveguides, as the diamond waveguide tips used for alignment in this work cannot be clearly recognized in the optical imaging during placement.
In summary, our work demonstrates the potential of hetero-integrated diamond-on-AlGaN/AlN devices. While further improvements are needed to implement quantum network nodes, this platform provides a foundation for advanced quantum photonic circuits, rendering the application of diamond color centers in AlGaN/AlN photonics possible.
Methods
Simulation model
To model diamond-on-AlGaN/AlN interfaces, we perform simulations using the finite element method (FEM) solver JCMsuite31. The cross-section of the geometry is defined as shown in Fig. 1a, with the top view of the overall simulation geometry presented in Fig. 1b. We first calculate the fundamental TE mode of the diamond waveguide and then use it as the source mode to be injected into port 1, while recording the mode overlap with the fundamental TE mode of the AlGaN/AlN waveguide at port 2. The simulated coupling efficiency η is then defined as:
where E2,diamond is the electric field injected into port 1 after propagation to port 2, H2,AlGaN the AlGaN/AlN waveguide’s fundamental mode magnetic field at port 2, ez the unit vector along the propagation direction z, and Γ the waveguide cross-section. We use JCMsuite’s Bayesian optimizer to maximize the coupling efficiency by optimizing the structure’s geometry.
Sample fabrication
First, a 400 nm thick AlN layer is deposited using a combination of magnetron sputtering and MOVPE. Next, a 250 nm thick AlxGa1−xN (x = 0.7) waveguide layer is grown by MOVPE. We measure the isotropic refractive indices of the AlGaN and AlN layers at a wavelength of 632 nm using reflectometry and ellipsometry. They are listed in Table 1. To fabricate AlGaN/AlN waveguides, we first deposit 200 nm SiO2 using PECVD as a hard mask, followed by a 10 nm thick titanium charge dissipation layer and 400 nm ZEP 520A e-beam lithography resist. After patterning the resist, we transfer the pattern to the hard mask using a two-step RIE process, etching Ti with SF6 and SiO2 with CF4 plasma. The AlGaN/AlN layer is etched using a BCl3:Cl2:He ICP-RIE plasma. A laser-cut notch is used to facilitate chip cleaving. Further details of the layer growth, waveguide fabrication, and characterization can be found in ref. 27.
To fabricate the diamond waveguides, we use an isotropic undercut process first described in ref. 15 and adapted from ref. 28. We begin by coating 200 nm SiNx, 10 nm Ti anti-charging, and 400 nm ZEP resist layers. We transfer the pattern into the resist using e-beam lithography. After that, we open the hard mask using an ICP-RIE anisotropic SF6 and Ar plasma process. We then etch the diamond using anisotropic oxygen plasma. Next, we apply a conformal coating of 30 nm Al2O3 by atomic layer deposition. We open the conformal layer using an RIE BCl3 process followed by another anisotropic diamond etch to expose the diamond side wall beneath the Al2O3-protected regions. We then perform an isotropic plasma etch at high temperature and pressure with ICP power and no RF power to undercut the structures. Finally, the hard mask is removed with HF solution.
Coupling efficiency measurement
A laser beam is focused onto the cleaved input port of the AlGaN/AlN waveguide (Fig. 3a) using an objective lens, while the emitted light from the output port is collected through the same objective. A CMOS camera is used to monitor the waveguide facets. To measure the output power T in camera-specific units, we define a region of interest (ROI) around the output facet and integrate the pixel values within this region. For maximizing the output power, the sample is mounted on a 3D positioner that enables precise positioning of the input port with respect to the laser beam for optimal coupling.
To quantitatively evaluate the efficiency η of the tapered diamond-AlGaN/AlN interfaces, we first measure the output power T0 before placing the diamond waveguide. For this investigation, we employ a 635 nm laser light source that resembles the zero-phonon line emission of the diamond NV− centers. Additionally, we simulate the total coupling efficiency of the device in this empty configuration and obtain η0 = 5(1)%. We use this value as a reference to calculate the experimental total coupling efficiency ηtot of a full diamond-on-AlGaN/AlN device with two tapered interfaces. With the output power Tmeas measured after the diamond waveguide is placed, the total coupling efficiency becomes
Notably, the experimental total coupling efficiency ηtot accounts for both the initial transfer of the optical mode from the AlGaN/AlN taper into the diamond waveguide and its subsequent transfer back into the AlGaN/AlN waveguide. In contrast, Eq. (1) describes the single-sided efficiency η of a single tapered diamond-AlGaN/AlN interface. To compare simulated with measured total coupling efficiencies, we employ the relationship
assuming fully symmetric devices.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Elshaari, A. W., Pernice, W., Srinivasan, K., Benson, O. & Zwiller, V. Hybrid integrated quantum photonic circuits. Nat. Photonics 14, 285 (2020).
Kim, J.-H., Aghaeimeibodi, S., Carolan, J., Englund, D. & Waks, E. Hybrid integration methods for on-chip quantum photonics. Optica 7, 291 (2020).
DiVincenzo, D. P. The physical implementation of quantum computation. Fortschr. Phys. 48, 771 (2000).
Orphal-Kobin, L., Torun, C. G., Bopp, J. M., Pieplow, G. & Schröder, T. Coherent microwave, optical, and mechanical quantum control of spin qubits in diamond. Adv. Quantum Technol. 8, 2300432 (2024).
Bhaskar, M. K. et al. Experimental demonstration of memory-enhanced quantum communication. Nature 580, 60 (2020).
Pompili, M. et al. Realization of a multinode quantum network of remote solid-state qubits. Science 372, 259 (2021).
Hermans, S. L. N. et al. Qubit teleportation between non-neighbouring nodes in a quantum network. Nature 605, 663 (2022).
Knaut, C. M. et al. Entanglement of nanophotonic quantum memory nodes in a telecom network. Nature 629, 573 (2024).
Humphreys, P. C. et al. Deterministic delivery of remote entanglement on a quantum network. Nature 558, 268 (2018).
Knall, E. N. et al. Efficient source of shaped single photons based on an integrated diamond nanophotonic system. Phys. Rev. Lett. 129, 053603 (2022).
Sipahigil, A. et al. An integrated diamond nanophotonics platform for quantum-optical networks. Science 354, 847 (2016).
Bopp, J. M. et al. ‘Sawfish’ photonic crystal cavity for near-unity emitter-to-fiber interfacing in quantum network applications. Adv. Opt. Mater. 12, 2301286 (2024).
Powell, R. C. Symmetry, Group Theory, and the Physical Properties of Crystals, Lecture Notes in Physics No. 824 (Springer, 2010).
Burek, M. J. et al. Free-standing mechanical and photonic nanostructures in single-crystal diamond. Nano Lett. 12, 6084 (2012).
Khanaliloo, B., Mitchell, M., Hryciw, A. C. & Barclay, P. E. High-Q/V monolithic diamond microdisks fabricated with quasi-isotropic etching. Nano Lett. 15, 5131 (2015).
Tiecke, T. G. et al. Efficient fiber-optical interface for nanophotonic devices. Optica 2, 70 (2015).
Burek, M. J. et al. Fiber-coupled diamond quantum nanophotonic interface. Phys. Rev. Appl. 8, 024026 (2017).
Bersin, E. et al. Telecom networking with a diamond quantum memory. PRX Quantum 5, 010303 (2024).
Mouradian, S. L. et al. Scalable integration of long-lived quantum memories into a photonic circuit. Phys. Rev. X 5, 031009 (2015).
Wan, N. H. et al. Large-scale integration of artificial atoms in hybrid photonic circuits. Nature 583, 226 (2020).
Fu, K.-M. C. et al. Coupling of nitrogen-vacancy centers in diamond to a GaP waveguide. Appl. Phys. Lett. 93, 234107 (2008).
Barclay, P. E., Fu, K.-M. C., Santori, C. & Beausoleil, R. G. Chip-based microcavities coupled to nitrogen-vacancy centers in single crystal diamond. Appl. Phys. Lett. 95, 191115 (2009).
Thomas, N., Barbour, R. J., Song, Y., Lee, M. L. & Fu, K.-M. C. Waveguide-integrated single-crystalline GaP resonators on diamond. Opt. Express 22, 13555 (2014).
Gould, M., Schmidgall, E. R., Dadgostar, S., Hatami, F. & Fu, K.-M. C. Efficient extraction of zero-phonon-line photons from single nitrogen-vacancy centers in an integrated GaP-on-diamond platform. Phys. Rev. Appl. 6, 011001 (2016).
Chakravarthi, S. et al. Hybrid Integration of GaP photonic crystal cavities with silicon-vacancy centers in diamond by stamp-transfer. Nano Lett. 23, 3708 (2023).
Li, L. et al. Heterogeneous integration of spin-photon interfaces with a CMOS platform. Nature 630, 70 (2024).
Gündoğdu, S. et al. AlGaN/AlN heterostructures: an emerging platform for integrated photonics. npj Nanophoton. 2, 2 (2025).
Pregnolato, T. et al. Fabrication of Sawfish photonic crystal cavities in bulk diamond. APL Photonics 9, 036105 (2024).
Genc, M. et al. Continuous-wave operation of 457 nm InGaN laser diodes with etched facet mirrors for on-chip photonics. Adv. Photonics Res. 4, 12 (2023).
Ghosh, A., Dominic Merwin Xavier, A. M., Rajan, S. & Arafin, S. Smooth and vertical sidewall formation for algan-based electronic and optoelectronic devices. ECS J. Solid State Sci. Technol. 13, 084006 (2024).
JCMwave GmbH. JCMsuite, comp. software https://jcmwave.com/imprint.
Acknowledgements
We thank Torsten Petzke and Cornelia Neumann for assistance in AlGaN growth; Karina Ickert for their help in spin-coating and lithography; Joost Wartena, Adrian Runge, Mohammad Mohammadi, and Dominik Sudau for their assistance in thin-film deposition; Kevin Kunkel, Natalia Sabelfeld, Kai Gehrke, and Andreas Renkewitz for performing plasma etching processes; Felix Eiche for laser cutting and marking; Christine Münnich for cleaving; Olaf Krüger, Ralph-Stephan Unger, and Ina Ostermay for fruitful discussions. This work received support from the European Research Council (ERC), Starting Grant QUREP, No. 851810, as well as from the German Federal Ministry of Education and Research (BMBF, project DiNOQuant, No. 13N14921; project QPIS, No. 16KISQ032K; project QPIC-1, No. 13N15858).
Funding
Open Access funding enabled and organized by Projekt DEAL.
Author information
Authors and Affiliations
Contributions
S.G. designed the experiment, fabricated AlGaN/AlN nanostructures, and performed the experimental characterization, supported by L.M.R. and M.H.H. L.M.R. also designed the tapered interface and performed FEM simulations. M.E.S. and T.P. fabricated diamond waveguides, coordinated by T.P. T.K. and S.H., supervised by M.W., grew the AlGaN/AlN wafers. J.M.B. coordinated the experimental realization and supervised the implementation of the simulation model. S.G. and J.M.B. wrote the manuscript, supported by T.P. T.S. conceived and supervised the project.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gündoğdu, S., Rektorschek, L.M., Stucki, M.E. et al. Hetero-integrated diamond-on-AlGaN/AlN waveguides for optical color center interfacing. npj Nanophoton. 3, 9 (2026). https://doi.org/10.1038/s44310-025-00099-w
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44310-025-00099-w
