
Abstract
This study presents a novel approach to upcycling metallic space debris into functional components. This is the first work to investigate the feasibility of using additive friction stir deposition (AFSD), a solid-state additive manufacturing (SSAM) technique, for in-space upcycling of space debris made into feedstock using continuous casting. In upcycling applications, AFSD combines the advantages of additive manufacturing of hard-to-weld metals and post-processing to produce near-net shape components. Simulated space debris, composed of AA6061, was fabricated into rods using continuous casting to create feedstock for twin rod AFSD (TR-AFSD). The resulting TR-AFSD deposit showed a reduction of many of the casting defects inherent in the feedstock material and exhibited a microstructure corresponding to improved material properties. These findings highlight the potential of AFSD for upcycling space debris through microstructure refinement and homogenization, enabling in-situ fabrication of high-performance components for sustainable space exploration.
Similar content being viewed by others
Introduction
The recycling of metal space debris holds significant promise in addressing the growing concern of on-orbit space debris. As of 2024, the European Space Agency estimates there are over 35,000 objects larger than 10 cm in Earth’s orbit, with millions of smaller fragments that pose significant risks to active satellites, space stations, and future missions1. This number will continue to grow as space activity increases. By converting this otherwise hazardous material into feedstock for on-orbit manufacturing and repair, space metal recycling provides a critical opportunity to mitigate these risks while simultaneously increasing in-space manufacturing (ISM) capabilities.
Manufacturing paradigms that utilize space debris present multiple critical functionalities for future space missions. In-situ resource utilization (ISRU) facilitates the creation of new components and structures in-space from locally available resources, reducing reliance on Earth-based supply chains and the need for costly and logistically challenging launches from Earth. At the same time, space debris upcycling would mitigate some of the immediate dangers posed by space debris and allow decommissioned spacecraft to be removed from orbit and upcycled into high-value components before they become a hazard to other space missions. This method aligns with broader goals of sustainability and self-sufficiency in space exploration through the responsible use of space resources2 and converting potential hazards into valuable resources that can promote further exploration and development.
The conventional approach of recycling aluminum alloys through casting presents significant challenges. Heat-treatable aluminum alloys are commonly found in space debris due to their extensive use in space exploration applications, such as upper stages of rockets, satellites, landers, and rovers, making them a key material for ISRU3. However, there are significant barriers to effective recycling of secondary scrap, both terrestrial and in-space, due to the presence of contaminants such as ferrous materials in the scrap material. Casting these materials often leads to defects like solidification cracking and porosity because the impurities create stress concentrations within the material during liquid-to-solid phase transformations.
Furthermore, in traditional manufacturing processes, cast billets are homogenized at high temperatures prior to further processing to improve extrudability and mechanical properties4. Conventional recycling processes also often require the addition of primary aluminum to dilute contaminants to within an allowable range5. These approaches to improve the properties of recycled material are energy-intensive and require additional feedstock materials, making them challenging to implement for point-of-need manufacturing in austere environments such as space. Therefore, there is a critical need for efficient manufacturing and post-processing methods to convert recycled cast aluminum alloy feedstocks into usable components with robust mechanical behavior for point-of-need applications, without the addition of primary aluminum or energy-intensive thermal processing steps.
Additive friction stir deposition (AFSD) offers an efficient way to fabricate near-net-shape components from recycled metals or metal matrix composites (MMCs), including the removal or mitigation of defects such as porosity and element segregation, resulting in fully dense builds or repairs. AFSD is a solid-state additive manufacturing (SSAM) technique that operates at ambient temperature and atmosphere, making it well-suited for austere environments. During the AFSD process, feedstock, which can consist of a solid rod, machine chips, metal strips, or powder, is fed through a hollow, rotating tool6. The tool’s rapid rotation generates frictional heat, which softens the feedstock material without melting it. As the tool traverses, this softened material is deposited layer-by-layer through plastic deformation, creating a metallurgical bond at the layer interfaces.
Because AFSD is a solid-state process, it is well-suited for on-orbit or other ISM applications in which molten metal would present operational and safety challenges. Beam-based AM processes also require energy-intensive heat sources such as lasers or electron beams, which may not be feasible in austere environments such as space. AFSD relies on thermomechanical processes to print material, making it lower power6,7 and therefore more efficient compared to traditional beam-based AM technologies. Furthermore, AFSD inherently avoids the solidification cracking issues commonly associated with rapid cooling rates in beam-based additive manufacturing techniques8,9. The impact of AFSD on the microstructure and mechanical properties of aluminum alloys, as well as other metals, has been characterized, revealing substantial grain size refinement primarily due to dynamic recrystallization9,10,11,12. These refined microstructures result in improved material performance, further demonstrating AFSD’s potential in advanced manufacturing.
The technical potential of AFSD for recycling aluminum scrap has been explored for various materials. Two primary approaches exist for depositing machine chips: direct feeding of loose chips through a hopper into the AFSD tool13,14 or compacting the chips into feedstock15,16. Beck et al. demonstrated that direct additive recycling AFSD aluminum alloy 5083 exhibited nearly identical fatigue performance to wrought material, with comparable ultimate tensile strength, higher yield strength, and slightly lower elongation to failure. Yoder et al. demonstrated the efficacy of utilizing AFSD for upcycling automotive machining chips. Machining chips made of a cast aluminum alloy were compressed into a~68% dense square feedstock rod and deposited using AFSD. The resulting deposit was fully dense, with fine, equiaxed grains, and the improved properties were attributed to the reduction, spheroidization, and dispersion of second-phase particles induced by AFSD16. Babaniaris et al. investigated the compaction of machining chips via hot extrusion to create AFSD feedstock. The study found that AFSD, followed by heat treatment, may allow recycling of aluminum with higher levels of iron contamination compared to other recycling methods15, potentially mitigating the increased corrosion that typically arises due to iron contamination in aluminum scrap recycling.
Previous AFSD studies have also demonstrated that AFSD is a promising means to fabricate lunar regolith MMCs for point-of-need ISM. Lopez et al. used AFSD to fabricate AA6061-lunar regolith simulant MMCs with 9, 18, and 31% lunar regolith simulant17. The regolith simulant was refined by ~100× from the initial particle size, and the increased volume fraction of regolith simulant led to an increased hardness in the deposit. However, the regolith was not distributed uniformly throughout the AFSD deposit, leading to inhomogeneities in material properties. A subsequent study focused on AA6061–20wt% regolith simulant MMCs fabricated using AFSD18. X-ray CT showed the total porosity of the build was 0.03% and the usable volume of the deposit19 had a porosity of 0.001%, demonstrating that regolith MMCs fabricated using AFSD are effectively fully dense. The MMC deposit exhibited a higher ultimate stress than AA6061 deposits without regolith particles, confirming that incorporating secondary particulates like lunar regolith can enhance the strength of AFSD deposits while also enabling the use of in-situ resources18.
The present research is the first to investigate the feasibility of a novel manufacturing paradigm, illustrated in Fig. 1, that combines continuous casting and AFSD to create large-scale functional components. Casting is used to consolidate scrap from sources such as space debris to create feedstock for the twin rod AFSD (TR-AFSD) process, which uses offset round feedstock rods. Most prior work on AFSD uses a single square center-fed feedstock. Using multiple offset rods increases deposition rates without widening the deposit and enables the use of round feedstock. This is beneficial for material upcycling, as round rods can be produced through various fabrication methods. A schematic of the TR-AFSD process is shown in Fig. 2. The goal of this study is to evaluate the effect of TR-AFSD processing on the microstructure and resulting properties of recycled simulated space debris feedstock fabricated using continuous casting. Specimens of the cast feedstock and as-deposited TR-AFSD build were analyzed using X-ray computed tomography (CT), X-ray fluorescence (XRF), energy dispersive X-ray spectroscopy, optical microscopy, and electron backscatter diffraction (EBSD). These multiscale characterization results demonstrated that AFSD is an efficient means to refine the microstructure of cast recycled space debris feedstocks to create components with improved material performance.

a Artistic rendering of on-orbit space debris41. b Image of continuous casting system used to create feedstock, c TR-AFSD process, d example of large, hollow near-net shape build fabricated using TR-AFSD42 (e) artistic rendering of fuel tanks on the lunar surface, a possible application for the proposed manufacturing paradigm43.

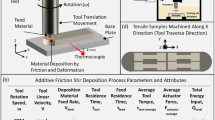
a Schematic showing the TR-AFSD process. A near-net shape component is fabricated by depositing layers of material successively onto a substrate. The final component is machined from the build after deposition. b Photograph of a wrench partially machined from an AFSD deposit illustrating how a final component is produced from a near-net shape deposit.
Methods
Materials and AFSD
The cast recycled simulated space debris, with a nominal composition equivalent to Aluminum Alloy 6061 (AA6061), was provided by CisLunar Industries, Inc. AA6061 was selected since it represents a ubiquitous model alloy system. AA6061 is a precipitation-hardened aluminum alloy commonly used in aerospace and space applications due to its high strength-to-weight ratio, good corrosion resistance, and high toughness20, making it a practical material for structural components in spacecraft and satellites. Debris simulant was cast using parabolic payload test subsystems from the Modular Space Foundry (MSF), developed by CisLunar Industries. The MSF uses an electromagnetically positioned and heated continuous casting process to produce rods and billets for in space manufacturing, on-orbit and on the lunar surface21. Casting was selected as the feedstock fabrication method due to the challenges of consolidating a range of scrap material shapes in a low-gravity environment. The electromagnetic induction system employed by the MSF allows for contactless gathering and positioning of the metal scrap, making it suited for manufacturing in a range of gravitational accelerations22.
The recycled space debris simulant was machined into two 12.7 mm diameter round feedstock rods for use in a Bond Technologies GL7 hybrid friction stir welding (FSW)/TR-AFSD system. The rods were spray-coated with a graphite lubricant coating to prevent feedstock from jamming in the tool during depositions. The machine was operated at a feed rate of 17 mm/min, traverse velocity of 89 mm/min, and a spindle speed of 500 rpm, and had an initial dwell time of 4 s to generate the initial frictional heat required for plastic flow. The material was deposited on a 6.25 mm thick AA6061-T6 substrate.
Material characterization
X-Ray CT scans were performed on the cast feedstock and AFSD build using a North Star Imaging (NSI) X-3000 industrial X-ray CT inspection system. The sampling voxel size was 40 µm and the source was set to a focal spot size of 52 µm. After the reconstruction of the CT scan images using the NSI efX-CT software, the image stack of the slices was exported. The three-dimensional volume of the cast and deposit parts were analyzed using the deep learning feature of the Dragonfly image processing software for quantification of porosity volume and location. The voids were segmented and quantified from these regions of interest to measure their volumetric size. XRF scans were completed with a Bruker S1 TITAN 800 Handheld XRF scanner using a scan time of 20 s.
Energy dispersive spectroscopy (EDS), and EBSD samples were machined from the AFSD deposit using a Mitsubishi wire cut electrical discharge machine (EDM). These samples were taken from the steady state region of the deposit to ensure experimental results were not affected by the dwell or exit portions of the AFSD process. Cast feedstock samples for EBSD were machined from the remaining feedstock. Because the irregular geometry inhibited clamping for EDM, cast samples were cut manually using a precision metallography saw.
All EBSD, EDS, and optical microscopy samples were mounted for microscopy and ground using P600 and P1200 SiC paper, followed by polishing with 3 μm and 1 μm diamond suspension solutions. The samples were then vibratory polished with a 0.02 μm colloidal silica solution for 4 h. Optical microscopy was completed with a Keyence VHX-7000 digital microscope. A Versa 3D Focused Ion Beam Scanning Electron Microscope (FIB-SEM) equipped with EDAX EDS and EBSD detectors was utilized for further material characterization. EDS scans were conducted at 25 kV, 2000× magnification, a spot size of 6.0, and a nominal working distance of 10 mm. EBSD specimens were positioned with a 70° pre-tilt, and all scans were performed at 20 kV, 5.3 nA, and a spot size of 7.0. Cast scans were completed using a 10 μm step size over an ~1840 by 1460 μm area. Scans of the as-deposited material were conducted using a step size of 0.25 μm over an ~30 × 30 μm area. Data cleanup, visualization, and grain size analysis was conducted using the OIM software by EDAX using the standard grain dilation algorithm and a minimum grain size of 16 pixels. All scans had less than 12% points changed during data cleanup and above 70% CI > 0.1. A grain misorientation angle of 10° was used to determine high-angle grain boundaries, and misorientation angles between 2° and 10° were classified as low-angle grain boundaries (LAGBs).
Results
The TR-AFSD process was successfully used to create a fully dense, multilayer component using the recycled space debris simulant cast feedstock. Visual inspection of a representative sample of the cast material Fig. 3a revealed multiple prominent cracks in the material surface and a high surface roughness. The TR-AFSD build, shown in Fig. 3b, had minimal surface defects, albeit with some flash (excess material on the deposit edge that can be machined away and recycled through TR-AFSD again) as typical of the near-net shape AM process. The build consisted of two ~1 mm thick, 27 mm wide, 50 mm long layers.

a Top view of cast material sample. b Two-layer TR-AFSD deposit.
CT imaging results demonstrate that the TR-AFSD process effectively reduced the number of defects present in the material, i.e., consolidation of cast porosity and the formation of a more fully dense structure. The total void volume fraction in the cast deposit was 0.63%, and void sizes ranged from 0.01 to 16.5 mm3. A three-dimensional rendering of the CT scan of the cast material, shown in Fig. 4a, b, illustrates the distribution of porosity throughout the sample. The total porosity calculated from the scan of the build, shown in Fig. 4c, d, was 0.19%. Void sizes in the build ranged from 0.003 to 0.37 mm³. This porosity was concentrated on the edges of the build, which would likely be machined away during finishing to create the functional component. In a steady-state region of the deposit measuring 20 × 36 mm, 12 voids were detected with volumes ranging from 0.004 to 0.067 mm³. This area approximated the volume that would be usable after finishing machining for a final component19. The usable volume of the deposit had a porosity of 0.016%, equivalent to a 97.4% reduction compared to the cast feedstock. The usable material in the deposit is effectively fully dense, indicating that the level of porosity present in the as-deposited material would not negatively impact the performance of the finished component.

a, b 3D CT reconstructions of the cast material. c Top view of CT reconstruction of the AFSD build. d Isometric view of CT reconstruction of the AFSD build. The substrate was not included in the porosity analysis, and the usable volume of the near-net shape deposit is outlined in the top view. Note the difference in the color scales between (a, b) and (c, d).
Fig. 5 shows the XRF sampling locations and composition results. The given nominal values are the upper composition limits as specified in the American Society for Metals standard for AA606120. The analysis shows that the concentrations of several AA6061 alloying elements are higher in the crack region than in the main body of the material. Specifically, the Si, Fe, and Cu concentrations are ~1.26%, 2.70%, and 0.34% higher, respectively, in the crack.

a Top view of representative sample of the cast rod. XRF sampling locations are marked. b XRF composition results of the cast feedstock for Fe and the major alloying elements of AA6061.
EDS mapping was utilized to identify the qualitative elemental compositions of the constituent particles and intermetallic compounds in the cast feedstock. Fig. 6 shows a backscatter electron SEM image of a representative location on a cast feedstock cross section and the corresponding EDS map results for Al, Mg, Si, O, and Fe. The oxygen-rich regions correspond to the locations of large particles in the aluminum matrix, indicating that these particles may be large oxides. Likewise, the needle-like intermetallics, which appear as white areas in the SEM micrograph, can be classified as Fe- and Si-rich intermetallics.

SEM BSE micrograph of cast feedstock cross section area mapped using EDS, and the EDS map results for Al, Mg, Si, O, and Fe.
Fig. 7 shows optical micrographs of the feedstock and as-deposited material cross sections, taken at 400x magnification. Note that the cast images were taken using the Keyence software’s built-in three-dimensional depth composition feature to provide a clear image of the particles protruding from the sample surface. The particles and intermetallics present in the EDS sample were distributed throughout the material and can also be seen in the optical micrograph (Fig. 7a). In contrast, the AFSD cross-section (Fig. 7b) taken from the central, fully dense region of the deposit has significantly smaller and more evenly dispersed particles. The average particle size in the cast material was 34.7 μm2, while the average in the AFSD build was 3.1 μm2, corresponding to a 91% reduction.

Optical micrographs of cross sections of (a) cast feedstock and (b) TR-AFSD deposit. BD and TD correspond to build and transverse directions of the TR-AFSD build, respectively.
EBSD analysis of the cast material and as-deposited microstructures allows for comparison of texture and grain size due to the deposition process. Fig. 8 shows a three-dimensional EBSD representation of the cast material and as-deposited material. The EDAX software reported average grain sizes of ~112.9 μm and 3.7 μm for the cast and as-deposited material, respectively, or a ~30× reduction. The deposited microstructure also exhibits a high density of LAGBs, which are largely absent in the as-cast material.

Three-dimensional inverse pole figure (IPF) orientation maps of (a) as-received cast material (500 μm scale bar) and (b) as-deposited (10 μm scale bar). Each IPF-Z map corresponds to the direction normal to the scan surface. Low-angle grain boundaries (misorientation angles between 2° and 10°) are shown as white lines, and high-angle grain boundaries (misorientation greater than 10°) are shown in black. LD, TD, and BD refer to the longitudinal, transverse, and build directions, respectively.
Discussion
A primary goal of this study was to evaluate the effectiveness of a novel vertically integrated materials processing approach that utilizes continuous casting and SSAM to upcycle metallic space debris into functional components. Due to contaminants in the recycled material and the challenges associated with casting in reduced gravity, the as-cast material exhibited high porosity, significant elemental segregation, and a coarse microstructure, which are unsuitable characteristics for providing robust material performance during in-space applications. Microstructural analysis of the cast simulated space debris and the as-deposited TR-AFSD build showed substantial refinement and homogenization, highlighting the potential of this technology to process recycled materials into functional components. A summary of experimental results is shown in Table 1.
The high number of voids present in the cast feedstock (Fig. 4a) can be attributed to shrinkage porosity, which is particularly prevalent when casting heat-treatable aluminum alloys. In alloys like AA6061, the lower silicon content compared to aluminum alloys designed for casting restricts fluidity during solidification, limiting the material’s ability to fill mold cavities effectively23. The high Fe level present in the recycled material is also detrimental to material flow. Reduced flowability during casting increases the likelihood of void formation as the molten metal contracts and solidifies. Additionally, factors such as uneven cooling rates and inadequate material feeding can exacerbate porosity, compromising the mechanical properties and structural integrity of the cast material.
The stirring mechanism inherent to the AFSD and other friction stir processes results in the reduction of porosity present in the cast feedstock material. Existing work on the influence of friction stir processing on the microstructure and mechanical properties of cast aluminum alloys describes similar observations24,25. However, the deposition process results in porosity formation on the deposit edges because on the outer surfaces of the deposit, material flows to a free surface where there is no force driving material consolidation18.
The defects present in the AFSD build are likely due to non-optimized processing parameters, given the limited amount of material available for the study. Flash formation on deposit edges is attributed to the material feed rate and excessive heat generation during deposition26,27,28. As a result, this defect could be mitigated by further process parameter optimization for this material. However, because the flash and porosity are concentrated on the edges of the deposit, these defects would be removed during finish machining. As illustrated in Fig. 2, the TR-AFSD process produces a near-net shape component that requires machining to produce the final component geometry and surface finish. As a result, the edge defects would be machined away and upcycled into new feedstock, meaning they would likely not have a negative impact on material performance. Existing work on the influence of friction stir processing on the microstructure and mechanical properties of cast aluminum alloys describes similar observations24,25. However, the deposition process results in porosity formation on the deposit edges because on the outer surfaces of the deposit, material flows to a free surface where there is no force driving material consolidation18.
XRF analysis of the cast simulated space debris (Fig. 5) revealed higher concentrations of AA6061 constituent elements, primarily Si, Fe, and Cu, in the crack compared to the fully dense region, indicating there is a high level of elemental segregation in the material and the defect is likely due to solidification cracking. The highest concentrations in the crack are Fe and Si. Iron is a common impurity in aluminum alloys, especially for recycled materials. Iron is highly soluble in liquid aluminum alloys but tends to form intermetallic phases during solidification. EDS composition mapping (Fig. 6) showed the presence of Fe and Si-rich intermetallics, which are likely β-Al5FeSi, as this is the dominant intermetallic phase formed in AA6061 in the presence of silicon23. This phase is characterized by higher hardness, increased brittleness, and a thermal expansion coefficient that differs from the aluminum matrix, leading to localized stress concentrations that can become crack nucleation sites. The elevated levels of Fe and Si in the crack region indicate localized segregation or impurity enrichment, possibly due to differential solidification rates or the accumulation of second-phase particles. The formation of Fe- and Si-rich intermetallics and the subsequent stress concentrations during cooling are also probable contributing factors to solidification cracking29,30,31,32.
Visual inspection of optical micrographs taken of the material cross sections (Fig. 7) revealed that the TR-AFSD process results in significant refinement of the particles present in the cast aluminum, resulting in a more uniform microstructure. The refinement observed in this work aligns with similar work quantifying the dispersion and refinement of foreign oxide particles33 and second-phase particulates in AFSD17,34,35,36,37, as well as other friction stir processes38. Qualitative EDS analysis (Fig. 5) identified these particles as oxygen-rich, meaning they are likely oxide particles. The size reduction of the particles is due to the shear stress induced on the material by the tool rotation during the AFSD process, which may create sufficient force to fracture secondary-phase particles. The unrefined particles in the cast material may be locations of stress concentrations, increasing the risk of crack initiation. The constituent particle refinement observed from the AFSD process reduces the risk of crack initiation, meaning the AFSD build may have increased fatigue resistance, a critical property for many structural and large-scale components.
EBSD analysis of the cast material and as-deposited microstructures (Fig. 8) demonstrated that the AFSD process leads to significant grain refinement, with an approximate 30-fold reduction in grain diameter compared to the cast material. This grain refinement is primarily attributed to dynamic recrystallization, which occurs due to the severe plastic deformation and high shear strains inherent to AFSD. LAGBs also appeared more frequently in the as-deposited material, suggesting a reduction in dislocation density within the grains9,34.
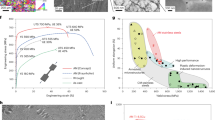
The formation of smaller grains in the deposited material may contribute to improved mechanical properties through grain boundary strengthening, also called the Hall-Petch effect, in which the increased number of grain boundaries impedes dislocation motion, leading to increased strength and hardness. In metals, the relationship between grain size and yield strength can be quantified by the Hall-Petch relationship, shown in Eq. 1, where \({\sigma }_{y}\) is the yield strength, d is the grain size, and \({\sigma }_{0}\) and \({k}\) are constants that can be determined via regression of experimental data39.
In cases where there is no significant work hardening, a decrease in grain diameter correlates to an increase in yield strength, independent of other strengthening mechanisms in the material.
The observed homogenization of the recycled material microstructure through the AFSD process demonstrates that the vertically integrated manufacturing paradigm investigated in this study is an efficient means to create a more desirable microstructure without thermal processing. The severe plastic deformation inherent to the AFSD process promotes refinement of detrimental intermetallic phases and contaminant particles. Grain refinement due to dynamic recrystallization also contributes to improved material performance through grain boundary strengthening. This results in a more uniform microstructure with a more even distribution of alloying elements and contaminants, resulting in more uniform material behavior. The porosity reduction, intermetallic refinement, and grain refinement observed demonstrate that AFSD can enhance the properties of recycled cast aluminum without the need for post-deposition heat treatment or additional post-processing like hot isostatic pressing.
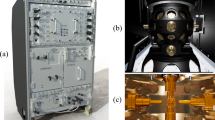
Potential applications of this manufacturing paradigm include the fabrication of large-scale structural components such as pressure vessels or fuel storage tanks, as well as small components and tools needed during a space mission. Examples of components that can be fabricated using TR-AFSD are shown in Fig. 9. Because TR-AFSD can utilize a wide range of feedstock materials, it is possible to create components using in-situ resources beyond metal scrap, such as regolith17,18. The components depicted in Fig. 9 were fabricated from wrought aluminum alloy feedstock and lunar regolith simulant to create MMCs that take advantage of additional in-situ resources on the lunar surface. This ISRU manufacturing paradigm could enable the rapid fabrication of critical components, such as repair tools and medical devices, from scrap material and resources available on the lunar surface. By utilizing in-situ resources for point-of-need manufacturing, this approach could enhance operational efficiency and adaptability for future space missions.

The components shown were fabricated from TR-AFSD near-net shape deposits of aluminum alloy 6061 (AA6061) metal matrix composites (MMCs) containing 10 wt% lunar regolith simulant. a 10 mm wrench, b ISO-standard scalpel handle, and c surgical probe.
While this work provides promising results demonstrating the viability of TR-AFSD for upcycling cast recycled feedstock, it is limited by the availability of material, which restricts testing to a single component per condition. Additionally, due to material availability, parameter optimization and mechanical testing could not be performed, limiting the ability to draw direct conclusions about component-level performance. Future work will aim to address these limitations by including multiple, larger builds that will allow for process parameter optimization and mechanical characterization to develop a more comprehensive understanding of PSPP relationships in this manufacturing paradigm.
The present study represents a critical first step in the development of a novel manufacturing paradigm suitable for large-scale ISM and repair operations, but further advancements will be necessary to understand the capabilities of the process and implement it on a future space mission. The in-space casting system used in this study produces feedstock that is not the correct dimensions for TR-AFSD, introducing an additional machining step prior to deposition. Future work could enhance the interfacing between these two processes such that continuously cast material could be fed directly into the TR-AFSD SSAM process, removing the feedstock machining step and increasing resource utilization efficiency. Furthermore, to successfully implement upcycling of space debris using AFSD on future space missions, in-depth quantification of PSPP relationships and process optimization, guided by physics-based computational techniques, such as smooth particle hydrodynamics, will be needed. The influence of in-space environmental conditions, such as microgravity, vacuum, cosmic radiation, and extreme temperatures, on the underlying PSPP relationships in this manufacturing paradigm will also be critical in advancing this technology.
Future work should also investigate alternative methods of feedstock fabrication to broaden the range of materials and applications for this technology. Based on the prior studies on AFSD lunar regolith MMCs17,18 and the preliminary work to fabricate the TR-AFSD components shown in Fig. 9, the feedstock configuration has a significant influence on regolith dispersion in the metal matrix. Solid state metals processing technologies, such as Shear Assisted Processing and Extrusion (ShAPE), have shown promise for direct upcycling of industrial scrap with high levels of iron contamination40. Using ShAPE or another friction extrusion process to fabricate composite feedstocks with dispersed regolith could enhance the uniformity of regolith dispersion and refinement in the metal matrix. This solid-state approach could also eliminate the need for casting scrap material and allow for the implementation of a fully solid-state debris upcycling paradigm in austere environments. Addressing these challenges and possible improvements will ensure that ISM processes meet operational needs and align with long-term goals for the responsible and efficient use of space resources.
This study demonstrated that AFSD is an efficient method for refining and homogenizing the microstructure of cast recycled space debris feedstock while simultaneously processing it into near-net shape components. The ability of AFSD to mitigate casting defects, reduce porosity, and refine intermetallics makes it particularly promising for fabricating high-performance components in space environments where raw materials are limited and resupply is costly. While the work presented here is motivated by space-based ISRU, the findings also have direct relevance to terrestrial manufacturing paradigms that seek sustainable, closed-loop material cycles. Potential applications include the fabrication and repair of large-scale structural elements such as pressure vessels, tools, infrastructure, and fuel tanks, highlighting the versatility of AFSD as a large-scale sustainable additive manufacturing technology.
The current work presented a novel concept for sustainable ISM and recycling of metallic space debris for ISRU for space exploration applications. This study is the first work to present an investigation of PSPP relations in cast recycled feedstock processed with TR-AFSD for ISRU ISM applications. Simulated space debris fabricated from AA6061 was recycled into feedstock using continuous casting. TR-AFSD was then used to fabricate a fully dense, multilayer near-net shape component. X-ray CT showed that the AFSD process reduced porosity by 97.4% in the usable volume of the deposit, resulting in an effectively fully dense material. XRF analysis identified alloying element segregation near defects in the cast material, demonstrating that solidification cracking is a prominent issue in the cast feedstock. EDS mapping of the cast feedstock identified the needle-like features as silicon- and iron-rich intermetallics, and the larger particles present throughout the material were found to be oxygen-rich inclusions. AFSD refined intermetallics and constituent particles by ~91% and created a more uniform microstructure, which may contribute to a higher strength and fatigue resistance in the as-deposited material. EBSD analysis revealed a grain size reduction of ~30× in the AFSD deposit compared to the cast feedstock. This refinement is due to dynamic recrystallization that occurs during the AFSD process and suggests an increased material strength via the Hall-Petch effect.
The findings demonstrate that AFSD is a viable method for converting low-quality recycled cast feedstocks into large-scale components with refined and more homogenous microstructures and therefore more desirable material properties. These results highlight the potential of the proposed vertically integrated manufacturing paradigm for point-of-need applications in space exploration.
Data availability
No datasets were generated or analyzed during the current study.
Code availability
Not applicable.
References
ESA’s Annual Space Environment Report. [cited 21 Jan 2025] https://www.esa.int/Space_Safety/Space_Debris/ESA_Space_Environment_Report_2024 (ESA Space Debris Office, 2024).
Mo, W. et al. Conceptualizing space environmental sustainability. NPJ Adv. Manuf. 1, 1–5 (2024).
Finckenor, M. M. Materials for spacecraft. In: Aerospace materials and applications. [cited 25 Sep 2024] 403–34. https://arc.aiaa.org/doi/abs/10.2514/5.9781624104893.0403.0434 (American Institute of Aeronautics and Astronautics, Inc., 2018).
Birol, Y. The effect of homogenization practice on the microstructure of AA6063 billets. J. Mater. Process. Technol. 148, 250–8 (2004).
Bushi, L., Skszek, T. & Reaburn, T. New ultralight automotive door life cycle assessment. Int J. Life Cycle Assess. 24, 310–23 (2019).
Allison, P. G. et al. Point-of-need innovations: metal additive manufacturing and repair. AMP Tech. Artic. 181, 12–20 (2023).
Ahmed, A. A., Nazzal, M. A., Darras, B. M., Eltaggaz, A. & Deiab, I. M. Comparative sustainability assessment of powder bed fusion and solid-state additive manufacturing processes: The case of direct metal laser sintering versus additive friction stir deposition. Sustain. Mater. Technol. 39, e00858 (2024).
Avery, D. Z. et al. Evaluation of microstructure and mechanical properties of al-zn-mg-cu alloy repaired via additive friction stir deposition. J. Eng. Mater. Technol. 144, 031003 (2022).
Phillips, B. J. et al. Microstructure-deformation relationship of additive friction stir-deposition Al–Mg–Si. Materialia. 7, 100387 (2019).
Rivera, O. G. et al. Influence of texture and grain refinement on the mechanical behavior of AA2219 fabricated by high shear solid state material deposition. Mater. Sci. Eng.724, 547–58 (2018).
Rivera, O. G. et al. Microstructures and mechanical behavior of Inconel 625 fabricated by solid-state additive manufacturing. Mater. Sci. Eng. A. 694, 1–9 (2017).
Anderson-Wedge, K. et al. Characterization of the fatigue behavior of additive friction stir-deposition AA2219. Int. J. Fatigue 142, 105951 (2021).
Beck, S. C. et al. Examination of microstructure and mechanical properties of direct additive recycling for Al-Mg-Mn alloy Machine chip waste. Mater. Des. 228, 111733 (2023).
Jordon, J. B. et al. Direct recycling of machine chips through a novel solid-state additive manufacturing process. Mater. Des. 193, 108850 (2020).
Babaniaris, S. et al. Precipitation in AA6063 produced from swarf using additive friction stir deposition. Addit. Manuf. Lett. 3, 100096 (2022).
Yoder, J. K. et al. Additive friction stir deposition-enabled upcycling of automotive cast aluminum chips. Addit. Manuf. Lett. 4, 100108 (2023).
Lopez, J. J. et al. Local resource utilization of lunar regolith for manufacturing at the point-of-need of metal matrix composites. In: Earth and Space 2022 [cited 24 Jan 2024] 298–307 https://ascelibrary.org/doi/10.1061/9780784484470.028 (American Society of Civil Engineers, 2023).
Lopez, J. J. et al. Friction stir additive manufacturing of regolith metal matrix composite. Adv. Space Re. 74, 6222–6230 (2024).
Gradl, P. R., Mireles, O. R., Protz, C. S., Garcia, C. P. (eds) Metal Additive Manufacturing for Propulsion Applications. [cited 23 Jan 2025] https://arc.aiaa.org/doi/book/10.2514/4.106279 (American Institute of Aeronautics and Astronautics, Inc., 2022).
Anderson, K., Weritz, J. & Kaufman, J. G. (eds) 6061 and Alclad 6061: general structural alloy. In: Properties and selection of aluminum alloys. [cited 16 Feb 2024] 388–93. https://dl.asminternational.org/handbooks/edited-volume/91/chapter-abstract/2088303/6061-and-Alclad-6061General-Structural-Alloy?redirectedFrom=fulltext (ASM International, 2019).
Pawelski, J. W. Toby Joseph Daniel Mould, Jan Walter Schroeder, Gary Douglas Calnan. Space Foundry. [cited 17 Dec 2024]. https://ppubs.uspto.gov/dirsearch-public/patents/html/11634241?source=USPAT&requestToken=eyJzdWIiOiI0NzE3ZjNhYy1iNzhlLTQxYjktOWNkMS0zNjhiZGFmN2Y5YTAiLCJ2ZXIiOiI3NjgxMzQyYS05NmExLTQxNTEtYWI2ZS1iOTU2MTgxMGFjZTUiLCJleHAiOjB9 (2023).
Schroeder J. W., et al. Space debris recycling by electromagnetic melting. In: Badescu, V., Zacny, K., Bar-Cohen, Y., (eds) Handbook of Space Resources. [cited 17 Dec 2024] 309–34. https://doi.org/10.1007/978-3-030-97913-3_7 (Springer International Publishing, 2023).
Taylor, J. A. Iron-containing intermetallic phases in Al-Si based casting alloys. Procedia Mater. Sci. 1, 19–33 (2012).
Santella, M. L., Engstrom, T., Storjohann, D. & Pan, T. Y. Effects of friction stir processing on mechanical properties of the cast aluminum alloys A319 and A356. Scr. Mater. 53, 201–6 (2005).
Ma, Z. Y., Sharma, S. R. & Mishra, R. S. Effect of friction stir processing on the microstructure of cast A356 aluminum. Mater. Sci. Eng. 433, 269–78 (2006).
Garcia, D. et al. In situ investigation into temperature evolution and heat generation during additive friction stir deposition: a comparative study of Cu and Al-Mg-Si. Addit. Manuf. 34, 101386 (2020).
Stubblefield G. G. et al. A computational and experimental approach to understanding material flow behavior during additive friction stir deposition (AFSD). [cited 3 Jul 2023] https://link.springer.com/10.1007/s40571-023-00578-x (Comp Part Mech., 2023).
Stubblefield, G. G., Fraser, K., Phillips, B. J., Jordon, J. B. & Allison, P. G. A meshfree computational framework for the numerical simulation of the solid-state additive manufacturing process, additive friction stir-deposition (AFS-D). Mater. Des. 202, 109514 (2021).
Cinkilic, E., Moodispaw, M., Zhang, J., Miao, J. & Luo, A. A. A new recycled Al–Si–Mg alloy for sustainable structural die casting applications. Met. Mater. Trans. A. 53, 2861–73 (2022).
Li, S. & Apelian, D. Hot tearing of aluminum alloys. Int. J. Met.5, 23–40 (2011). Jan 1.
Liu, J. & Kou, S. Susceptibility of ternary aluminum alloys to cracking during solidification. Acta Mater. 125, 513–23 (2017).
Ma, Z., Samuel, A. M., Samuel, F. H., Doty, H. W. & Valtierra, S. A study of tensile properties in Al–Si–Cu and Al–Si–Mg alloys: effect of β-iron intermetallics and porosity. Mater. Sci. Eng. 490, 36–51 (2008).
Zhu, N., et al. The effect of anodization on the mechanical properties of aa6061 produced by additive friction stir-deposition. Metals 11, 1773 (2021).
Avery, D. Z. et al. Influence of grain refinement and microstructure on fatigue behavior for solid-state additively manufactured Al-Zn-Mg-Cu Alloy. Met. Mater. Trans. A 51, 2778–95 (2020).
Avery, D. Z. et al. Fatigue behavior of solid-state additive manufactured inconel 625. JOM 70, 2475–84 (2018).
Lopez, J. J. et al. A solid-state additive manufacturing method for aluminum-graphene nanoplatelet composites. Materialia 23, 101440 (2022).
Rutherford, B. A. et al. Effect of thermomechanical processing on fatigue behavior in solid-state additive manufacturing of Al-Mg-Si alloy. Metals 10, 1–17 (2020).
Ma, Z. Y., Sharma, S. R. & Mishra, R. S. Effect of multiple-pass friction stir processing on microstructure and tensile properties of a cast aluminum–silicon alloy. Scr. Mater. 54, 1623–6 (2006).
Valiev, R. Z. & Langdon, T. G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 51, 881–981 (2006).
Whalen, S. et al. Effect of high iron content on direct recycling of unhomogenized aluminum 6063 scrap by shear assisted processing and extrusion. J. Manuf. Process. 97, 115–24 (2023).
Chu, J. M. I. T. News | Massachusetts Institute of Technology. [cited 2024 Sep 13]. Space junk: the cluttered frontier. https://news.mit.edu/2017/space-junk-shards-teflon-0619 (2017).
Hoarston, J. et al. PONI-Baylor-LSAAT. [cited 25 Sep 2024] Report No. NSC-614-5376. https://www.osti.gov/biblio/1984940 (Kansas City Nuclear Security Campus (KCNSC), 2023).
European Space Agency, Technical University of Berlin [cited 25 Sep 2024] https://www.esa.int/ESA_Multimedia/Images/2021/07/Laser_melting_to_construct_infrastructure_on_the_Moon (Laser melting to construct infrastructure on the Moon, 2021).
Acknowledgements
A portion of the work was funded by the National Science Foundation (NSF) Future Manufacturing Program, Award 2328383. The funder played no role in study design, data collection, analysis, and interpretation of data, or the writing of this manuscript. The authors would like to thank the Center for Microscopy and Imaging (CMI) at Baylor University (Waco, TX) for use of facilities and technical support during microscopy and image analysis.
Author information
Authors and Affiliations
Contributions
C.R.B. conducted the investigation and formal analysis of the generated data, performed data visualization, created figures, wrote the original draft, and contributed to review and editing. N.Z. developed the methodology and conducted the formal analysis of the microscopy data, as well as contributed to the review and editing. P.K.R. performed the X-ray CT scans and carried out the accompanying data visualization and analysis. J.W.P. contributed to the conceptualization of the study, wrote portions of the original draft, and performed data visualization. C.L.R. designed and carried out the manufacturing of the components shown in Figure 9. R.M.S. fabricated the deposit characterized in the study. W.S.M. contributed to the study's conceptualization and participated in review and editing. T.J.F., J.B.J., and P.G.A. contributed to the conceptualization of the study, secured funding, managed the project, and participated in the review and editing of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Baker, C.R., Zhu, N., Ravindranath, P.K. et al. Sustainable in-space manufacturing by upcycling metal space debris via a vertically integrated processing paradigm. npj Adv. Manuf. 2, 29 (2025). https://doi.org/10.1038/s44334-025-00042-z
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44334-025-00042-z
