
Abstract
Conformal phased arrays promise shape-changing properties, multiple degrees of freedom in the scan angle, and applications for edge computing, including devices for wearable, airborne, and seaborne platforms. However, they have suffered from two critical limitations. (1) Although most applications require on-the-move communication and sensing, prior conformal arrays have suffered from dynamic deformation-induced beam pointing errors. This work introduces a dynamic beam-stabilized processor capable of beam adaptation through on-chip real-time control of fundamental gain, phase, and delay for each element. (2) Prior conformal arrays have leveraged additive printing to enhance flexibility, but conventional printable inks based on silver are expensive, and those based on copper suffer from spontaneous metal oxidation that alters trace impedance and degrades beamforming performance. Instead, we leverage a low-cost copper molecular decomposition ink with < 0.1% variation per °C across temperature and strain, and corrects any residual deformity in real-time using the dynamic beam-stabilized processor. Demonstrating unified material and physical deformation correction, our silicon-integrated dynamic beam-stabilized processor is low-power, low-area, and easily scalable due to tile-based architecture, thereby ideal for on-device implementations.
Similar content being viewed by others

Introduction
Conformal phased antenna arrays provide additional degrees of freedom in scan angle, enabling a wider field of view that is critical for several imaging radar and communication applications across the automotive, aviation, and space industries, as illustrated in Fig. 1. The lightweight, small volume, and shape-changing properties1,2,3 are attractive not only for structural applications and disaster relief management but also for wearable and textile arrays4,5,6.

Dynamic wing load variations and wing vibrations lead to deformed antenna arrays, impacting in-flight wireless and navigation in UAV. Our silicon-based DBS processor addresses gain loss and beam pointing error in the beamforming integrated circuit (BFIC) due to dynamic deformation in real-time.
The promise of flexible arrays, however, is tempered by the use of conventional subtractive fabrication techniques that cause a decline in electrical and radio frequency (RF) performance under deformation due to the inflexibility of bulk copper traces7. At scale and volume, this incurs significant material wastage that is not environmentally or commercially sustainable. In contrast, additive printing has emerged as a promising alternative, enabling fabrication in a three-dimensional plane8. Printable conductive inks used in the additive printing process not only provide more flexibility than the bulk copper7, but also enable precise and rapid control of relative permittivity in all three axes, maintaining structural integrity and allowing fabrication of electromagnetic (EM) structures with complex geometry8. Despite its promises, additively printed active antenna arrays have been limited by material and physical deformities. State-of-the-art silver-based additive inks have been shown to exhibit 14× higher resistivity than bulk silver or copper (=220 nΩ cm)7. In ref. 9, joule heating effects on trace resistivity and printing imperfections have been shown to affect electrical properties such as characteristic impedance and signal reflection coefficients. Further, the change in the phase constant necessitates additional phase compensation. Ink stability, trace impedance, and phase constant vary with strain and temperature, and are influenced by the ink composition, printing materials, and printing technique. Further details are provided in the Supplementary Note 6. Printing imperfections such as inconsistent deposition density (or dielectric constant) of the traces on the flexible substrates alter signal propagation speed as well as relative shifts in the positions of the antenna elements, leading to a change in the phase compensation at each element of the array.
Furthermore, the surface deformation of a conformal phased array with curvature enhances its field-of-view (FoV) but increases inter-element coupling10 and introduces path length variations, leading to beam pointing errors11. The beam stabilization under static deformation, where inter-element coupling and path length variations are known a priori, is relatively straightforward to create a new beam steering codebook that accounts for the deformation effects12,13. While the initial (static) deformation due to the aerodynamic shape of aircraft and drones can be estimated, the dynamic deformations arising from wing loading and vibrations12 during transit, as shown in Fig. 1, cannot be predetermined. These dynamic deformations depend on factors such as array weight, size, drone/aircraft speed, wind conditions, initial deformation, etc.
State-of-the-art beam stabilization techniques are inadequate with unknown dynamic deformation correction, especially on portable applications such as unmanned aerial vehicles, textile, and aircraft12,13,14,15,16. In ref. 14, a multi-dimensional variable dynamic range search algorithm adjusts the array weights to stabilize the beam, but its higher computational complexity and parallelism demands costly field-programmable gate array (FPGA) architectures, besides the additional requirement for separate generation and recovery units connected through a separate wireless link. Further, phase correction using iterative methods such as genetic algorithm17 and iterative phase synthesis18,19,20 have leveraged complex FPGA requiring significantly higher computational workloads, thereby incurring higher latencies not suited for low size, weight, area, power, and cost applications. Adapting these techniques in airborne platoons and portable units is thus challenging. The pre-trained deep-learning-based beam stabilization technique presented in ref. 12 relies heavily on training data with prior knowledge of the deformation, deformation surface, and operational environment. Under uncertain dynamic operational conditions, this technique fails to stabilize the beam. Furthermore, these models require periodic update and maintenance of multiple dictionary sets, demanding an exponential increase in memory storage as the array size is scaled. Element-level mutual coupling-based deformation measurement and compensation using an off-chip algorithm was demonstrated in refs. 15,21. The additional interfacing challenges for capturing element-level deformation and the additional computational requirements of the algorithm limit its use in dynamic deformation beam-stabilization scenarios. The element-level deformation sensing using mechanical strain sensors, as presented in ref. 13, faces similar interfacing challenges when used for dynamic beam stabilization. This technique lacks the capability for automatic correction and can only be considered a calibration technique (see Supplementary Note 2 for comparative analysis with state-of-the-art). Recognizing such limitations, our work integrates advanced beamformer ICs with lightweight and inexpensive additive printed structures on highly flexible substrates and corrects the material and physical deformities by an adaptive integrated dynamic beam-stabilized (DBS) processor to generate fast autonomous insights. Specifically, we propose (1) a low-cost stable copper molecular decomposition (CuMOD) with <0.1%/°C resistivity variation, (2) energy-efficient beamformer ICs integrated on flexible substrates and capable of handling reduced supply margins to tackle the high resistivity of such printed inks, (3) real-time deformation correction with DBS control of integrated phase-shifter and delay lines, and (4) rapid insight generation with area-efficient on-chip real-time DBS processor.
The proposed silicon-based additive printed flexible array addresses both physical and material deformities with a closed-loop DBS processor. The proposed solution does not have high computational complexity and stabilizes the coherent signal output, supporting multi-point curvatures on non-planar shapes. The proven efficacy of this proof-of-concept prototype opens future pathways to autonomous algorithms for large-scale flexible arrays deployed in remote locations at the network edge.
Results
This section outlines the performance of the DBS-based, additively printed flexible antenna array (DBS-FLEX). The first subsection presents the performance of the CuMOD ink, while the subsequent subsection discusses the overall array performance, including its DBS capabilities.
Copper molecular decomposition ink properties
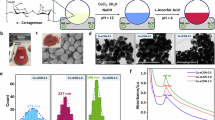
We characterize the ink stability and signal transmission under varying temperatures, corrosive environments, and mechanical bending reflected during practical use. This enables us to evaluate further the long-term reliability of the proposed ink. Herein, a molecular copper formate-based ink is utilized to create a highly conductive CuMOD (=35 MS/m)22 on a Pyralux substrate with consistent electrical and RF performance under varied strains and temperatures. Further, our recent experiments have shown that a secondary high-temperature annealing process can increase the conductivity up to 47 MS/m23. This ensures superior signal transmission and reduced energy loss, making it particularly suitable for high-frequency electronic devices. CuMOD ink enables the fabrication of ultra-thin copper films with an average thickness of 250 nm, resulting in dense, continuous structures with high crystallinity and reduced electron scattering, thereby enhancing electrical performance. Unlike traditional methods that rely on precious metals such as silver and gold, our copper-based ink is cost-effective and sustainable, utilizing abundant materials and minimizing toxic chemical waste to address environmental concerns (see Supplementary Note 1). The CuMOD-based conductors also demonstrate good mechanical stability under bending conditions and retain stable performance during prolonged exposure to elevated temperatures. This durability is crucial for flexible and wearable RF devices.
Figure 2A shows the test setup for validating the stability and RF properties of the ink under different strains. A simple stretchable dipole antenna is printed using the proposed ink, and the reflection coefficient, S11, is measured under strains varying from 4 to 8 mm. As shown in Fig. 2B, the S11 is below 13 dB at the frequency of interest in every case, implying >95% signal transmission with very low reflection under strain. Similarly, the hot plate shown in Fig. 2C is used to measure the RF characteristics of the ink with temperature variations. The S11 is captured for temperatures from 30 °C to 60 °C as shown in Fig. 2D. The values are well below −20 dB, which shows that more than 99% of the signal is transmitted even with 50 °C change in temperature.

A Laser-ablated dipole antenna printed using the proposed CuMOD ink under varied strains. B Measured S11 with strain variations to validate ink stability. C Laser-ablated dipole antenna tested at different temperatures on a hot plate. D Measured S11 at different temperatures demonstrates ink stability. E Experimental setup to measure resistance variation over time of the CuMOD ink in an environment with 85% relative humidity. F Resistance of CuMOD ink in saturated saline solution measured over time (sample placed in a plastic-wrap sealed petri-dish containing saturated saline solution in a temperature-controlled oven at 25 °C).
Additionally, we conducted tests to validate the ink’s stability in humid and saline environments, as shown in Fig. 2E, F. For reliability verification under humid conditions, the sample was placed in an oven, and water vapor was introduced using a humidifier to maintain a humidity level of approximately 85%. The resistance of the sample was then measured using the four-point probe method. Figure 2E shows that the sample resistance remained stable over time under humid conditions. Figure 2F illustrates the ink’s stability in a saturated saline solution. The sample was placed in a petri dish containing the solution, with half of the sample submerged. The petri dish was sealed with plastic wrap and tape to prevent water evaporation and was then placed in an oven maintained at 25 °C. The resistance of the sample was measured using the two-point probe method with a Keithley 2450 SourceMeter. Figure 3A shows the test setup for validating the electrical properties of the ink at different temperatures. A simple DC line was printed, and a hotplate was used to observe resistance variations with respect to temperature. The ink remained stable, showing only a 0.02 Ω change in resistance across a 50 °C temperature change. This performance is comparable to bulk copper, with the measured change in resistivity less than 0.1% °C, and is better than that of state-of-the-art silver-based inks. Thermogravimetric analysis (TGA) on the samples, shown in Fig. 3C, revealed that the decomposition temperature of the ink is approximately 200–220 °C.

A Test setup for resistance measurements at different temperatures. Each printed trace using the CuMOD ink is placed on a hot plate, and the resistance variation is captured against temperature variations. B Measured resistance at different temperatures. C The experiment setup for TGA, showing a microgram-sensitive balance, a controlled heating furnace, and a gas flow controller. D The TGA curve indicates that the decomposition temperature of the CuMOD ink is approximately 200–220 °C.
Active array processing with DBS
Figure 4 shows the DBS-FLEX array and the measurement setup used to validate the dynamic beam stabilization capabilities. Each 2 × 2 antenna group, referred to as a tile, is connected to a beamforming integrated circuit (BFIC), which performs beamforming and DBS. The beamformer is realized in the baseband using a discrete-time sample-and-hold architecture. The beamforming network consists of a time-interleaved switched-capacitor array that samples signals from each channel. Based on the Angle-of-Arrival (AoA) and the delay experienced by each element, the sampling instances can be adjusted to extract coherent samples from each channel. The BFIC output is fed to the DBS through an off-chip analog-to-digital converter (see Supplementary Note 2), which controls the phase shift of each element to dynamically stabilize the beam under the conditions discussed in “Introduction”. The DBS is synthesized digitally, facilitating integration into advanced fine-line complementary metal oxide semiconductor (CMOS) technologies. Printing imperfections generate static offset errors from the predefined beam steering codebook. Dynamic deformations further alter the codewords for each antenna element from the corresponding beam steering angle, necessitating DBS. To validate DBS-FLEX, we deform the antenna (note that radial and circumferential deformations are identical due to the square structure of the tile) under different radii of curvature.

Over-the-air measurement setup for deformation correction verification and radiation pattern. A Illustration of the test setup B Worst-case deformation with 38 cm radius of curvature by tiling four flexible 2 × 2 sub-arrays. C The stabilization loop reduces deformation error to <1.5∘ from 7∘; corresponding change in PS codes ϕ1, ϕ2, and ϕ3 are captured. D Test setup illustration for dynamic phase adjustment verification by moving the transmitter. E Dynamic phase adjustment validation when the transmitter moved from 0∘ to 15∘, and from 15∘ to 30∘.
As shown in Fig. 4A, B, the 4 × 4 tiled array is mounted on a custom antenna holder, enabling only one tile. All phase codewords were initially set to 0. The sides of the antenna holder were tightened to deform the array, as seen in Fig. 4B. The minimum bending radius of curvature supported by our experimental setup is 38 cm, which results in a dynamic error of 7°. The BFout initially drops from its optimal value, and the phase codewords are automatically updated based on the gradient. Eventually, all phase codewords converge to their optimal values, and BFout reaches its optimum value, as shown in Fig. 4C. Each loop converges to minimize the beam pointing error <1.5°. This demonstrates that during operation, the beam pointing errors induced by printing imperfections, initial placement, and dynamic deformation are compensated using DBS to maximize the signal-to-noise ratio (SNR). This error can be further reduced by increasing the phase-shifter (PS) resolution. The 2 dB gain reduction observed after beam-pointing error correction is attributed to the antenna holder and the change in Line-of-Sight (LOS). The phase control codes are properly initialized to prevent DBS from becoming stuck at side-lobes, i.e., local maxima. For further details, please refer Supplementary Note 7. Because our experimental setup does not support a smaller radius of curvature (<38 cm) or non-uniform multi-curvature bending, we further validated the dynamic phase adjustment capability by moving the transmitter from 0° to 15°, and then from 15° to 30° to emulate dynamic changes. As shown in Fig. 4D, E, the phase codewords automatically adjust to their optimal values, validating the dynamic phase adjustment capabilities.
Figure 5A shows the 2 × 2 tile backplane with additively printed CuMOD traces and the BFIC. The chip micrograph of the BFIC is shown in the inset, occupying only 1.6 mm × 1.6 mm of silicon area. Figure 5B (top) presents the chip micrograph of the DBS, with an active silicon area of 160 μm × 160 μm. Figure 5B (bottom) shows the front side of the 2 × 2 tile with circular antennas printed on a NinjaFlex substrate. The 2 × 2 conformal tile azimuth and elevation patterns under no deformation are shown in Fig. 5C, D. The measured BFIC single channel S11 and conversion gain are shown in Fig. 5E. The return loss is <−10 dB in the band of interest, and the 3-bit tunability in the BFIC enables gain calibration for each element. Figure 5F shows the radiation pattern without deformation and with deformation after applying DBS (in the steady-state), highlighting the FoV enhancement with minimal beam error under deformation (additional details on the BFIC performances are provided in Supplementary Note 3). The proposed DBS-FLEX array is lightweight and easily deployable with an areal mass of 0.464 g/cm2 and a thickness of approximately 8 mm.

A The 2 × 2 flexible array tile back side, BFIC, and its connections are printed using CuMOD ink on an AP layer, chip micrograph of BFIC. B Chip micrograph of DBS and front side of 2 × 2 flexible array with circular patch antenna printed on Ninjaflex. C Elevation and D Azimuth radiation patterns of the 2 × 2 flexible array. E S11 and conversion gain of the single-receiver channel. F Radiation pattern without deformation and with deformation after correction at 0∘ Azimuth.
Discussions
CuMOD Ink
Unlike prior art in gold, silver, carbon nanotubes, liquid metal, and conductive polymers, CuMOD ink significantly closes the conductivity gap (see Supplementary Note 4) with bulk metals. The experimental results indicate that CuMOD ink exhibits an electrical conductivity up to 47 MS/m. This is approximately 81% of that of bulk copper, ensuring efficient signal transmission and reduced energy loss in high-frequency electronic devices. CuMOD ink also excels in other key characteristics such as scalability, RF performance, additive manufacturability, and cost effectiveness23. Additionally, the CuMOD ink demonstrates higher thermal stability and mechanical durability, making it highly suitable for applications in flexible electronic devices. CuMOD ink is compatible with various additive manufacturing techniques, including inkjet printing, aerosol jet printing, and extrusion printing, significantly enhancing processing flexibility and scalability. Furthermore, its electromagnetic interference shielding effectiveness reaches up to 68 dB, making it suitable for wireless communication and other electronic applications, providing superior signal protection. Compared to noble metal-based conductive materials, CuMOD ink offers a more cost-effective alternative and employs additive manufacturing processes, aligning with sustainable manufacturing trends and facilitating large-scale production and industrial applications.
DBS-FLEX power efficiency
Beamforming is implemented with energy-efficient switched capacitor circuits. For algorithmic stabilization implementations, which are adopted by most state-of-the-art stabilization techniques, total power consumption is estimated based on the number of additions, multiplications, and memory accesses. Due to its low computational complexity, DBS uses minimal addition and multiplication resources (see Supplementary Table 1 for resource allocation of DBS), and does not require an additional memory interface. The look-up table (LUT) is implemented using registers since it requires very few perturbation levels. The multi-dimensional variable dynamic range search algorithm in ref. 14 requires reprogramming of all phase settings in each iteration and also needs to run multiple batch processes in parallel. This demands high computational power and a memory interface. Furthermore, the additional recovery and generation units also consume power, leading to even higher power consumption. On the other hand, deep-learning-based correction presented in ref. 12 requires a memory interface to store the weights of each layer and needs to run multiple operations in parallel to find the optimal neural path, making it comparatively power-hungry. The lower computational complexity and power-efficient CMOS implementation make the proposed DBS solution the most energy-efficient among state-of-the-art techniques.
DBS-FLEX scaling
For large-scale applications, tile-based realization of DBS enables easy scaling to larger arrays24. Based on the antenna size at 2.1 GHz, we choose a 2 × 2 tile configuration. In terms of printing, as shown in Fig. 4B, each tile is thermally bonded to its neighboring tiles. The tile-based structure alleviates the challenges associated with large-scale printing, which increases cost and imperfections, by allowing smaller tiles to be printed and bonded together to form a larger array. As shown in Fig. 6, multiple tiles, each with its own BFIC and DBS, are connected to scale the array. Since each DBS only needs to optimize the phase codewords within its tile, it does not increase latency. Instead, multiple DBS units can work in parallel to quickly obtain the optimal BFout. The second-stage combiner, where all the tiles are coherently combined, requires a tile synchronization system to ensure that all tile-level optima contribute toward the global optimum in the scaled array. The discrete-time beamformer implementation of the BFIC simplifies this task, as synchronization is achieved by aligning the clock signals fed to each tile. Furthermore, tile-based DBS processing does not increase computational complexity as the array scales, since each tile is only responsible for optimizing the phase codes within its own tile, and convergence speed improves due to the inherent parallelism.

Tile-based array scaling with an integrated DBS processor attached to the additive printed flexible array. Future works on compute, communication, and sensing can be integrated at the network edge with fast insights and real-time BFIC adaptation. (Middle) Additively printed DBS-FLEX array stackup with NJ-NinjaFlex, FR-FastRase EZ, and AP-DuPont Pyralux. A Full breakdown of inks in each array layer with ball-milled copper ink. B Scanning electron microscope (SEM) image of the ink before and after sintering.
The proposed DBS-FLEX arrays address critical shortcomings related to motion-induced deformation in arrays targeted for conformal surfaces. The fundamental limitations related to additive printing imperfections and dynamic deformation mitigation are overcome with a silicon-based active array processor that is suited to mitigate any printing, strain, and temperature-related deformations. Future works will investigate direct-printing methods with a lower-temperature sintering process with high conductivity that would enable direct printing on a wider variety of materials, such as PET, Thermoplastic polyurethane (TPU), paper, and textiles, leveraging research into compounds such as amino-methanol. Similarly, additional computational techniques need investigation for making DBS versatile for arbitrary waveforms and spatial directions.
Methods
Low-cost, reliable molecular copper decomposition ink
Recent works on additive printing techniques such as aerosol/ink jetting, direct writing, and screen printing have shown enhanced scalability, reduced material waste generation, and cost-effective manufacturing (more details in Supplementary Note 1)25. However, as highlighted, common challenges in additive manufacturing revolve around the printing method and electrical performance of the conductive inks. Factors such as additives, ink viscosity, uniformity, micro/nanomaterial structure, and size directly influence the potential printing method, substrate material, sintering conditions, and electrical performance of the traces.
Current ink developments drive a cheaper and higher-performance alternative to existing metallic, polymer, and carbon-based inks that are increasingly costly or fail to meet the electrical performance standards achieved through conventional manufacturing methods26. When considering conductive inks, metallic-based inks consistently demonstrate superior performance in RF electronics due to their inherently higher electrical conductivity, thermal conductivity, and suitability for various additive manufacturing methods27. Although silver (Ag)-based inks have been largely used due to their low resistivity (1.59 μΩ cm), copper-based inks are preferred due to their lower costs with comparable resistivity performance (1.72 μΩ cm)28. However, excessive additives needed to improve the printability of copper nanostructured inks and with a greater potential for ambient condition oxidation suggest that molecular Cu-based inks are more advantageous for long-term commercial and industrial applications22,29. The CuMOD ink material was made from a copper formate-based ink slurry developed through ball milling. Copper formate was purchased from Thermo Fisher, while diethylene glycol butyl ether (DEGBE) and dimethylformamide (DMF) were obtained from Sigma. The slurry composition followed a mass ratio of 0.45:5:0.45 for copper formate, DEGBE, and DMF, respectively. The copper ink synthesis was carried out in a ceramic ball milling container at a rotational speed of 300 rpm for 1 h. The respective slurry was collected in a centrifuge tube after the mechano-chemical synthesis and centrifuged 10 g of sample at 6000 rpm for 5 min, and decanted to remove excess solvents. It was consequently redispersed in 2 mL of DEGBE and centrifuged and decanted once more to remove any excess DMF in solution. Figure 6B shows the ink before and after sintering. Before sintering, the ink is made of an approximate Cu formate flake size distribution from 1 to 25 μm. After sintering, the copper formate flakes reduce and form a densely percolated thin film of copper nanoparticles.
Silicon-based dynamic beam stabilization method for a low-power active array under physical and material deformation
The additive printed conformal array is subjected to beam pointing errors during operation. These errors are caused by dynamic deformation and printing imperfections, which can lead to a loss in communication. Even a small misalignment can drastically degrade the SNR. To address this issue, we introduce a beam stabilization loop into the silicon-based array processing for the flexible array. Given the power budget of the additive printed array, this proposed beam stabilization technique is low-power and low-area, inspired by model-free techniques such as perturb and observe, and extremum-seeking30,31 principles.
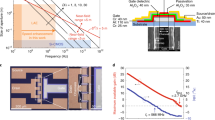
As shown in Fig. 7A, the output of the active array IC, BFout, is fed into the beam stabilization loop because a beamformer has only one maximum point, which corresponds to the main lobe. The side lobes are considered local maxima. For each angle, corresponding to each deformation condition (single- or multiple-curvature), there is a unique phase shift combination (and corresponding phase code word) for each element. For an 8-bit phase shifter, there are thus 28 possible phase shifts. At a given AoA and a given deformation (single- or multiple-curvature), for a 2 × 2 array, there are 28 × 3 phase-shifting options, where one element is taken as reference (labeled as REF receiver in Fig. 7A). Only one combination among these gives the maximum SNR when the beam is perfectly aligned with the transmitter. Incremental time-based search counters to validate each option are impractical for the aforementioned applications targeting high mobility and lower latencies. A data-driven or model-driven approach using machine learning can provide the optimum combination with low latency, but is potentially susceptible to being stuck in an unknown condition, considering the plethora of uncertainties in real-world applications. The proposed integrated loop ensures fast convergence to the optimum phase shifter combination, overcoming the above challenges.

A 4-element beamforming receiver architecture with four down-converters and a discrete-time beamformer with a self-corrected stabilization loop in feedback. B DBS for correcting beam pointing errors, where HPF denotes a high-pass filter and LUT stands for look-up table. C Single-channel receiver architecture with low-noise transconductance amplifier (LNTA), downconversion mixer, phase shifter (PS), trans-impedance amplifier (TIA), and time-delayed sampler. Buffer (BUF), local oscillator (LO), intermediate frequency (IF), and serial-peripheral interface (SPI).
Figure 8A shows the DBS-FLEX control loop. The beamforming output BFout from the BFIC ③ is first fed into a high-pass filter (HPF) to remove its mean. The HPF output is multiplied by a sinusoidal perturbation ① from a LUT and then integrated to estimate the gradient and the next step size ④. The next step size is added to the sinusoidal perturbation and fed back ② to the BFIC. Figure 8B illustrates the step-by-step operation of the DBS module for determining the optimal phase control code, Pϕ,opt under a dynamic change. For simplicity, we consider only 2-elements, considering the first as the Reference (REF) element as shown in Fig. 8B. For better conceptual illustration, we assume a very fine-resolution phase shifter.
-
Step 1: At time t = T0, the array is in a steady state with the phase shifter settled at Pϕ,A, providing an optimum beamforming output BFout,opt. The LUT signal ① perturbs the phase shift around Pϕ,A. Since the system is in a steady state and the phase shift is at its maximum, the gradient is zero. Consequently, the next step size is also zero, and the system remains at Pϕ,A.
-
Step 2: At time t = T1, a dynamic change deforms the array, shifting the optimal phase code word to Pϕ,B. As a result, BFout drops from its optimal value, and the multiplier-integrator combination estimates the new step size α based on the gradient.
-
Step 3: The step size α estimated in the previous step is added to the phase code word, and the process is repeated. Based on the gradient at Pϕ,A + α, a new step size β is estimated.
-
Step 4: After recursive iterations, the phase code word settles at Pϕ,B, resulting in the optimal BFout,opt. This means the error induced by the dynamic change has been corrected by adjusting the phase code word. Since the phase is now at its optimum, both the gradient and the step size will be zero.

A A block-level representation of the DBS. B Illustration of automatic phase adjustment under dynamic changes. PϕA is initial code word and PϕB is final phase codeword.
In this case, Pϕ,B > Pϕ,A, the Supplementary Note 8 presents the mathematical framework illustrating the operation of each block in the DBS, and provides a detailed explanation of how DBS performs gradient estimation using only array-level information, without element-level data. The Supplementary Note 7 provides mathematical validation of the DBS operation under non-uniform and multi-curvature surface conditions.
Integration of the additive printed array with flexible antennas and beam-stabilized active signal processing
Each sub-array BFIC implements discrete-time true-time-delay-based signal combining presented by the authors in refs. 32,33, with this work showing the antenna-to-bits solution including the RF front-end and the discrete-time combiner with the entire clock generation (Fig. 7A). The developed ink and the printing method ensure that the four channels of the BFIC are connected to each antenna through impedance-matched via holes and traces. Each receiver front end provides a low-noise impedance matching to the antenna/printed circuit board (PCB) trace impedance. Each receiver is designed to support higher modulation schemes, including M-QAM (Quadrature Amplitude Modulation) and OFDM (Orthogonal Frequency-Division Multiple Access). To process the higher modulated signals, the receivers down-convert the incoming RF signals to the baseband while extracting the in-phase (I) and the quadrature-phase (Q) components. Beamforming of the four channels is performed in the baseband after extraction of the quadrature phases using a discrete-time beamformer33. Time-delayed sampling of the extracted quadrature baseband signals along with the local oscillator (LO) PS captures coherent samples from each element and enables wideband beamforming as shown in Fig. 7A. Independent gain, phase, and delay tuning is provided for each of the quadrature channels to reduce the respective mismatches in each channel, leveraging proposed DBS. An impedance-controlled high-frequency external clock (2 × RF input frequency) is provided for the signal down-conversion and time-delayed sampling, which is susceptible to impedance variations due to deformation and printing imperfections. A tunable impedance matching network is used at the clock input to alleviate these impedance imperfections.
The PCB stack-up for the prototype flexible tile is also shown in Fig. 6 with the 4-channel BFIC attached to a 2 × 2 additive printed array with the antenna also printed in the backplane. The substrate comprises multiple flexible sheets of DuPont Pyralux® AP (polyimide) and Ninjaflex. The BFIC, and its RF and non-RF traces, are printed over AP layers of thickness 0.127 mm combined using 0.0508 mm Fast Rise EZ (epoxy). The antenna ground plane is printed over 0.254 mm AP combined with other layers using 0.0508 mm Fast Rise EZ. The antennas have been printed on a Ninjaflex substrate with 7.62 mm thickness chosen to meet the ground plane height requirements at 2.1 GHz. Circular patch antennas are used, as bending has minimal impact on the return loss and gain. The three DuPont Pyralux® AP sheets are combined using Fast Rise EZ as mentioned, which are then thermally bonded with the Ninjaflex substrate.
A complete breakdown of the inks used in each layer is shown in Fig. 6. The implemented BFIC is located on layer 5, with connections printed using CuMOD ink. The non-RF traces on layer 4 are also printed with CuMOD ink. Commercial off-the-shelf (COTS) Cu-clad is used for the RF traces on layer 3 and the antenna reflectors on layer 2. Finally, Ag (silver) ink is used to print the antennas on layer 1. Silver ink was chosen for its ability to sinter at low temperatures, preventing warpage of the 3D-printed TPU substrate. It also enabled direct-write deposition of the antennas onto the TPU substrate. Ag vias and Cu ink vias reinforced with Ag are used to connect the layers. The signal from each additively printed antenna on layer 1 is tapped through impedance-matched Cu–Ag via holes for maximum power transfer to layer 5. The Additional Pictures section in Supplementary Information provides the measured performances of the printed traces and vias.
Data availability
Underlying data for Supplementary Figs. 10 and 11 were provided by Boeing Research and Technology under a confidentiality agreement and cannot be publicly disclosed. Source data are provided with this paper.
References
You, D. et al. A Ka-band deployable active phased array transmitter fabricated on 4-layer liquid crystal polymer substrate for small-satellite mount. IEEE Access 11, 69522–69535 (2023).
Fikes, A. C. et al. Frontiers in flexible and shape-changing arrays. IEEE J. Microw. 3, 349–367 (2023).
Gal-Katziri, M., Fikes, A. & Hajimiri, A. Flexible active antenna arrays. npj Flex. Electron 6, 1–11 (2022).
Li, Z., Islam, A., Khuje, S. & Ren, S. Electrically-driven textiles using hierarchical aramid fiber. Nano Energy 117, 108888 (2023).
Chen, G., Li, Y., Bick, M. & Chen, J. Smart textiles for electricity generation. Chem. Rev. 120, 3668–3720 (2020).
Lin, R. et al. Digitally-embroidered liquid metal electronic textiles for wearable wireless systems. Nat. Commun. 13, 108888 (2022).
Rogers, J.E. On the bending effects of a printed 4×4 antenna array. In: Proc. IEEE 21st Annual Wireless and Microwave Technology Conference (WAMICON), pp. 1–6 https://doi.org/10.1109/WAMICON47156.2021.9443596 (IEEE, 2021).
Azpúrua, M.A. et al. Broadband effective dielectric permittivity of heterogeneous 3d printed PLA structures. In: Proc. International Symposium on Electromagnetic Compatibility—EMC Europe, pp. 335–339 https://doi.org/10.1109/EMCEurope51680.2022.9901111 (IEEE, 2022).
Jeong, H. & Lim, S. A stretchable radio-frequency strain sensor using screen printing technology. Sensors 16, 1839 (2016).
Josefsson, L. & Persson, P. Conformal Array Antenna Theory and Design (Wiley, 2006).
Hansen, R.C. Conformal Antenna Array Design Handbook (Department of the Navy, Air Systems Command, 1981).
Cao, K. et al. Beam stabilization of deformed conformal array antenna based on physical-method-driven deep learning. IEEE Trans. Antennas Propag. 71, 4115–4127 (2023).
Braaten, B. D. et al. A self-adapting flexible (selflex) antenna array for changing conformal surface applications. IEEE Trans. Antennas Propag. 61, 655–665 (2013).
Hajimiri, A. et al. Dynamic focusing of large arrays for wireless power transfer and beyond. IEEE J. Solid-State Circuits 56, 2077–2101 (2021).
Fikes, A., Mizrahi, O. S. & Hajimiri, A. A framework for array shape reconstruction through mutual coupling. IEEE Trans. Microw. Theory Tech. 69, 4422–4436 (2021).
Fikes, A.C., Safaripour, A., Bohn, F., Abiri, B. & Hajimiri, A. Flexible, conformal phased arrays with dynamic array shape self-calibration. In: Proc. IEEE MTT-S International Microwave Symposium (IMS), pp. 1458–1461 https://doi.org/10.1109/MWSYM.2019.8701107 (IEEE, 2019).
Johnson, J. M. & Rahmat-Samii, V. Genetic algorithms in engineering electromagnetics. IEEE Antennas Propag. Mag. 39, 7–21 (1997).
Vaskelainen, L. I. Phase synthesis of conformal array antennas. IEEE Trans. Antennas Propag. 48, 987–991 (2000).
Bucci, O.M., D’Etia, G. & Romito, G. Optimal synthesis of reconfigurable conformal arrays with phase-only control. In: Proc. IEEE Antennas and Propagation Society International Symposium. Digest, vol. 2, 810–8132 https://doi.org/10.1109/APS.1996.549719 (IEEE, 1996).
Schippers, H. et al. Conformal phased array with beam forming for airborne satellite communication. In: Proc. International ITG Workshop on Smart Antennas, pp. 343–350 https://doi.org/10.1109/WSA.2008.4475580 (IEEE, 2008).
Mizrahi, O.S., Fikes, A. & Hajimiri, A. Flexible phased array shape reconstruction. In: Proc. IEEE MTT-S International Microwave Symposium (IMS), pp. 31–33 https://doi.org/10.1109/IMS19712.2021.9574941 (IEEE, 2021).
Sheng, A. et al. Molecular copper decomposition ink for printable electronics. Chem. Commun. 58, 9484–9487 (2022).
Islam, A. et al. Hybrid additive manufacturing of flexible copper radiofrequency electronics. Mater. Today https://doi.org/10.1016/j.mattod.2024.12.016 (2025)
He, X., Cui, Y. M. & Tentzeris, M. M. Tile-based massively scalable MIMO and phased arrays for 5G/B5G-enabled smart skins and reconfigurable intelligent surfaces. Sci. Rep. 12, 2045–2322 (2022).
Chandrasekaran, S. et al. A comprehensive review on printed electronics: a technology drift towards a sustainable future. Nanomaterials 12, 4251 (2022).
Yu, S.L., Curran, C., Polotai, A. & Rojas-Nastrucci, E.A. Laser enhanced direct-print additive manufacturing (LE-DPAM) of mm-wave antenna using LTCC dielectric paste for high temperature applications. In: Proc. IEEE Wireless and Microwave Technology Conference (WAMICON), pp. 125–128 https://doi.org/10.1109/WAMICON57636.2023.10124902 (IEEE, 2023).
Kayaharman, M. et al. Enhancing and understanding the high stretchability of printable, conductive silver nanowire ink. J. Electron. Mater. 52, 4634–4643 (2023).
Cho, Y. C. et al. Copper better than silver: electrical resistivity of the grain-free single-crystal copper wire. Cryst. Growth Des. 10, 2780–2784 (2010).
Dimitriou, E. & Michailidis, N. Printable conductive inks used for the fabrication of electronics: an overview. Nanotechnology 32 https://doi.org/10.1088/1361-6528/abefff (2021).
Banavar, R.N. Extremum seeking loops with assumed functions: estimation and control. In: Proc. American Control Conference (IEEE Cat. No.CH37301), vol. 4, pp. 3159–31644 https://doi.org/10.1109/ACC.2002.1025275 (IEEE, 2002).
Adetola, V., Dehaan, D. & Guay, M. Adaptive extremum-seeking receding horizon control of nonlinear systems. In: Proc. American Control Conference, vol. 4, pp. 2937–29424 https://doi.org/10.23919/ACC.2004.1384358 (IEEE, 2004).
Ghaderi, E. et al. Four-element wide modulated bandwidth MIMO receiver with >35-dB interference cancellation. IEEE Trans. Microw. Theory Tech. 68, 3930–3941 (2020).
Ghaderi, E. et al. An integrated discrete-time delay-compensating technique for large-array beamformers. IEEE Trans. Circuits Syst. I: Regul. Pap. 66, 3296–3306 (2019).
Acknowledgements
This material is based on research sponsored, in part, by Air Force Research Laboratory under agreement number FA8650-20-2-5506, as conducted through the flexible hybrid electronics manufacturing innovation institute, NextFlex, Murdock Foundation, Washington Research Foundation, and WSU Office of Commercialization. The U.S. Government is authorized to reproduce and distribute reprints for Governmental purposes, notwithstanding any copyright notation thereon. The views and conclusions contained herein are those of the authors and should not be interpreted as necessarily representing the official policies or endorsements, either expressed or implied, of Air Force Research Laboratory or the U.S. Government. The authors acknowledge Foad Beheshti at Washington State University for his help with DBS pad ring layout, Dr. Robert Dean at Auburn University for his help with the antenna hold and Sonja Gerard at OEIGraphics for help with Figs. 1 and 6.
Author information
Authors and Affiliations
Contributions
This project was conceived by S.P. and S.G. The antenna was designed and additive printed by T.D. and K.K. under the supervision of J.N. and J.W. The CuMOD ink was developed and verified by A.I. and S.R. Z.W. performed additional experimental validations of the CuMOD ink with input from A.I. and S.R. The receiver front-end was designed by S.P., A.M., and A.R. with inputs from S.S. and S.G. The phase-interpolator and time-interleaved clock generator were designed by S.P. with inputs from S.S. and S.G. The DBS loop, including the receiver front-end integration with the discrete-time beamformer, design, and validation, was done by S.B. and S.P. with inputs from S.G. Measurements of the DBS-FLEX array were performed by S.P. with inputs from S.G. S.P. and S.G. prepared the manuscript with comments from all other authors.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Zhihua Pu, Wendong Yang and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Poolakkal, S., Islam, A., Rao, A. et al. Dynamic beam-stabilized, additive-printed flexible antenna arrays with on-chip rapid insight generation. Nat Commun 16, 9105 (2025). https://doi.org/10.1038/s41467-025-64135-1
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-025-64135-1
