
Abstract
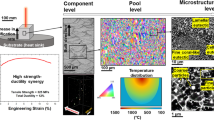
Metallic materials typically experience significant strength degradation at elevated temperatures. Traditional strengthening methods, which rely on thermally stable particle dispersion, exhibit limited effectiveness owing to the challenges in suppressing thermally activated dislocation motion. This work introduces a strategy for achieving exceptional high-temperature strength through a thermally stable nanoscale eutectic cellular network (ECN) enabled by additive manufacturing. A near-eutectic AlLaScZr alloy is developed for laser powder bed fusion, incorporating an Al-La nanoscale ECN and dense intracellular nanoprecipitates. This alloy demonstrates excellent printability and remarkable high-temperature yield strength above 0.6Tm (~250 MPa at 300 °C), outperforming conventional aluminium alloys by 2–5 times with minimal degradation after prolonged annealing. Compared with the conventional configuration of particle dispersion, the nanoscale ECN architecture enhances load-bearing capacity and strengthens aluminium by caging dislocation motion within ultrafine cells (~200 nm), effectively mitigating intrinsic high-temperature softening.
Similar content being viewed by others
Introduction
Softening owing to severe strength degradation is inevitable in metallic materials at elevated temperatures, especially above 0.5Tm. For instance, at 300 °C, most Al alloys exhibit a low yield strength of only a few tens of MPa, typically 10–40% of that at ambient temperature1,2. Strategies to enhance high-temperature strength have traditionally focused on incorporating second-phase reinforcements, such as micro- and nanosized intermetallics, precipitates, or ceramic particles, to promote well-known load transfer and Orowan strengthening mechanisms1. In this context, efforts have been primarily aimed at improving the coarsening resistance and increasing the volume fraction of reinforcements. For example, a Sc-modified Al-Cu-Mg-Ag alloy contains high-density and thermally stable coherent nanoprecipitates V-(Al,Cu,Sc)3, exhibiting a superior yield strength of ~100 MPa at 400 °C. In addition, a multiple precipitate/matrix interface engineering strategy was reported to stabilise the θ′-Al2Cu precipitates in an Al-Cu-Mg-Ag-Si-Sc alloy, retaining 97% yield strength after thermal exposure at 200 °C4.
In conventionally fabricated alloys, the abovementioned strategies rely on the uniform distribution of hard particles within a softer matrix. However, this architecture may limit the high-temperature strengthening effects. At elevated temperatures, thermally activated dislocation motions such as cross-slipping and climbing become dominant, allowing dislocations to bypass obstacles more easily and weakening the Orowan strengthening effect5,6. Additionally, dispersed particles exert limited geometrical constraints on dislocation movement in the continuous alloy matrix, as thermally activated dislocation motion can easily accommodate the strain incompatibility between the alloy matrix and particles7, reducing the load transfer effectiveness.
Recently, additive manufacturing (AM) has demonstrated notable industrial application prospects in the rapid prototyping of complex metallic components with unprecedented freedom8,9, as well as the realisation of metastable and ultrafine microstructures through rapid solidification. Specifically, a notable 3D ultrafine cellular-like architecture, where one phase forms cells enclosed by a 3D interconnected network of another phase, has been reported in AM Al10, Fe11, Cu12, high-entropy alloys13, and other alloys. For example, recent studies on AM AlSi10Mg have demonstrated the intrinsic exceptional room-temperature (RT) mechanical properties, attributable to a nanoscale eutectic Si cellular network14,15. These materials achieve yield and fatigue strengths of ~470 MPa in defect-free micro-sized samples, surpassing conventionally fabricated counterparts14. During co-deformation, the ultrafine cellular network exhibits superior load transfer7,16,17, with stress in the Si phase at cell boundaries measured at 1.5–2 GPa16, 4–5 times that in conventional Si alloys18,19. Additionally, this network constrains dislocation motion within cells as ‘dislocation cages’, leading to strong work hardening and delayed damage under tensile and fatigue loads14,15. However, these benefits have been limited to RT applications owing to the low thermal stability of the Si cellular network20, which undergoes spheroidisation into dispersed Si particles after a short holding time at 300 °C. The high-temperature strength is therefore significantly degraded21. Forming a thermally stable 3D cellular network architecture may address this limitation, paving the way for enhanced high-temperature strength.
Here, we show an architecture design strategy for developing high-temperature ‘Al-based superalloys’ using AM to achieve superior high-temperature strength and thermal stability. An additive manufactured AlLaScZr alloy was fabricated using laser powder bed fusion (LPBF), in which La undergoes eutectic alloying to form a thermally stable nanoscale Al-La eutectic cellular network (ECN). La was selected owing to its low diffusivity and solubility in face-centred cubic (fcc)-Al among all alloying elements. Additional micro-alloying with Sc and Zr was performed to form coarsening-resistant L12 coherent nanoprecipitates, providing synergistic strengthening. The LPBF AlLaScZr alloy exhibited a high-temperature yield strength (YS) of ~250 MPa at 300 °C and ~110 MPa at 400 °C, ranking among the highest reported for Al alloys above 0.6 Tm. The superior high-temperature strength was attributable to the high load-bearing capacity of the Al-La ECN, combined with the high stress in the soft α-Al phase owing to the restricted dislocation free path within ultrafine-sized cells (~200 nm). Synergic strengthening was contributed by the intracellular nanoprecipitates as additional barriers of dislocation motion. Furthermore, the Al-La ECN exhibited high thermal stability after 168 h of annealing at 300 °C, attributed to the strong interfacial stability between the α-Al cells and the Al11La3 cell walls. This stability arises from the highly coherent interface and the local segregation of L12-Al3Sc along the cell walls, which further reduces interfacial misfit. Even after prolonged annealing or high-temperature tensile testing, the alloy exhibited superior YS retention (~200 MPa at 300 °C and ~100 MPa at 400 °C) owing to the highly dense and well dispersed La-rich nanoparticles inherited from the ECN. The proposed strategy can inspire the design of other thermally stable nanostructures using state-of-the-art AM technologies, facilitating the development of alloys with enhanced high-temperature mechanical properties.
Results
Superior high-temperature strength
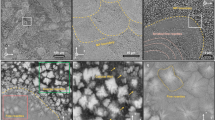
We prepared an Al-9.8La-0.46Sc-0.26Zr (wt%) alloy for LPBF using a microstructure refinement (heterogeneous nucleation on the primary nuclei) and eutectic solidification strategy (near-eutectic composition) to achieve the optimal printability based on the CALPHAD method22. The temperature–solidification fraction (T–fs) curve for this alloy exhibits an ‘L’-shaped profile (Fig. 1a), indicating that solidification initiates with the precipitation of primary L12-Al3(Sc, Zr) dispersoids over a broad temperature range (740–640 °C), represented by a nearly vertical line. The horizontal segment of the curve corresponds to eutectic solidification of fcc-Al and Al11La3, extending from fs > 0.2 to the terminal stage at ~638 °C with a near-zero solidification temperature range. Crack-free and nearly fully dense bulk samples (~99.7% relative density) were printed (inset of Fig. 1b) using optimised LPBF parameters (190 W power, 1500 mm/s scanning speed) (Supplementary Fig. 1b). The as-built samples were subjected to post-heat treatment at 325 °C for 1 h to achieve peak hardening through L12-Al3(Sc, Zr) precipitation (Supplementary Fig. 1c). The LPBF AlLaScZr alloy exhibits alternating melt pool morphology, arising from the 90° rotation of scanning angles between successive layers (Supplementary Fig. 1d). 3D micro-computed tomography (CT) revealed that the porosity in the scanned regions was 0.35% with most pores smaller than 40 μm (Supplementary Fig. 1e, f). Both large columnar grains (10–50 μm) and fine equiaxed grains (<10 μm) were observed from the electron backscatter diffraction (EBSD)-inverse pole figure (IPF) images without preferential texture from the corresponding pole figures (Fig. 1b, Supplementary Fig. 2a–d). The refined equiaxed grains indicate the inoculation effect of the primary L12-Al3(Sc, Zr) phase23. At the subgrain scale, a ubiquitous nanoscale ECN structure is observed (Fig. 1c, Fig. 2a, Supplementary Fig. 3), with La-rich eutectic phases forming nanoscale bright-contrast cell walls (28.6 ± 8.2 nm in thickness, Fig. 2e) around α-Al cells, as confirmed by the scanning transmission electron microscopy (STEM) high-angle annular dark-field (HAADF) image and corresponding energy-dispersive spectroscopy (EDS) maps (Fig. 1c). The cellular structure exhibits slight heterogeneity, with coarser cellular dendrites at melt pool boundaries and finer equiaxed cells at melt pool interiors owing to cooling rate variations24 (Supplementary Fig. 3). A 3D view of the highly interconnected ECN structure is shown in Fig. 1d, reconstructed from a series of 2D backscattered electron (BSE) images. The ECN-enclosed α-Al cells are slightly elongated along the building direction (BD) and feature an ultrafine cell size (189.0 ± 69.4 nm, Fig. 2d), finer than those reported in LPBF Al-Si alloys (0.5–1 μm)15,24 and other LPBF materials such as Cu12, Ti25,26, and steels27,28 (0.4–1 μm on average). The LPBF-processed and peak-aged AlLaScZr alloy with the nanoscale ECN structure is referred to as the AlLaScZr-ECN alloy hereafter.

a Thermodynamic simulation of T–fs curves under Scheil conditions. The corresponding phase evolution is shown in the inset; b Typical electron backscatter diffraction (EBSD) inverse pole figure (IPF) parallel to the BD with the corresponding pole figures, the black dash lines indicate the melt pool boundaries. The inset shows the dog-bone-shaped bulk samples additive manufactured by LPBF; c Scanning transmission electron microscopy high-angle annular dark-field (STEM-HAADF) image of the subgrain ECN structure with the energy-dispersive spectroscopy (EDS) elemental mappings of locally magnified region (inset in c); d The 3D reconstructed image of the ECN.

STEM-HAADF images showing the morphology of the ECN a in the peak-aged state; b after annealing at 300 °C for 168 h; c after annealing at 325 °C for 168 h; The distribution of d α-Al cell size, e cell wall thickness, and f spheroidised Al11La3 particle size. The mean values and standard deviations are shown with a sample size of 894, 605 and 971, respectively; g X-ray diffraction (XRD) patterns of AlLaScZr-ECN and AlLaScZr-NP; h Atomic-probe tomography (APT) analysis of selected regions in AlLaScZr-ECN and AlLaScZr-NP samples; i, j La and Sc concentration iso-surface maps constructed from h for AlLaScZr-ECN and AlLaScZr-NP, respectively, accompanied by 1D atomic concentration profile along the z-axis of the selected cylinder identifying the composition of La-rich regions. Error bars refer to the standard error from the uncertainties of measurements.
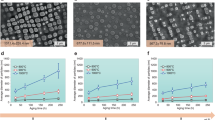
The AlLaScZr-ECN alloy demonstrates high YS at both RT and elevated temperatures, especially at and above 300 °C (~0.6 Tm of Al) (Fig. 3a). At RT, the AlLaScZr-ECN alloy exhibits a YS of 418 MPa, an ultimate tensile strength (UTS) of 453 MPa, and an elongation of ~7%, comparable to those of the high-strength LPBF Scalmalloy®29. Notably, at 300 °C, the alloy reaches a remarkable YS of 246 MPa and UTS of 265 MPa, surpassing conventional Al alloys by fivefold and conventional heat-resistant Al alloys by twofold2,30. Furthermore, it significantly outperforms commercial LPBF Al alloys, such as AlSi10Mg21,31 and AlMgScZr32, by 2–4 times, as well as recently developed heat-resistant LPBF Al alloys, including the Al-Ce29,33,34,35, Al-Ni36,37, Al-Fe38,39, Al-Cu40,41, Al-Mg-Si42, and Al-Mn43,44 systems (Fig. 3b). The specific YS (i.e. the yield strength of a material normalised by its density) of the AlLaScZr-ECN alloy at 300 °C is 86 MPa/(kg m−3), nearly double that of commercial heat-resistant 2618 Al alloy and superior to several commercially pure titanium (CP-Ti) alloys, stainless steels, and Ni-based alloys (Fig. 3c)2,30,45, though it remains lower than that of Ti alloys such as Ti-6Al-4V. Additionally, the AlLaScZr-ECN alloy demonstrates superior resistance to strength degradation relative to these alloys even above 0.6 Tm (Fig. 3d). The heat-resistant 2618 Al alloy, Ti alloys and stainless steels exhibit significant YS degradation, retaining only 40% or less of the YS at RT when testing above 0.6 Tm. In comparison, the AlLaScZr-ECN alloy maintains a high fraction of its YS, retaining ~0.6 of the RT value and comparable to some Ni-based alloys. The high YS and resistance to strength degradation of the AlLaScZr-ECN alloy highlight its potential for lightweight structural applications at a medium temperature range (300–400 °C), currently dominated by ferrous, titanium, and nickel-based alloys1. Notably, superior high-temperature YS has also been reported in LPBF AlTiFeCoNi alloys with 45 vol% intermetallics46 and laser-deposited 35 vol% TiC/Al composites47. However, their high intermetallic/particle content results in low ductility and brittleness, posing significant challenges for large-scale printing and structural applications.

a Uniaxial tensile stress–strain curves of the AlLaScZr alloys at RT and elevated temperatures; b Plot comparing the tensile yield strength (YS) at room temperature (RT) with that at 300 °C for the LPBF AlLaScZr alloy and other commercial and LPBF aluminium alloys (Note: the YS of the commercial Al alloys at 300 °C is taken by linearly interpolation of the YS at 260 °C (500 °F) and 316 °C (600 °F)); c Specific YS as a function of temperature and d YS normalised by the value at RT as a function of temperature normalised by the alloy’s melt point for the LPBF AlLaScZr alloy in comparison with several typical Al, Ti, stainless steels, and Ni-based alloys, respectively (c, d share the same figure legend).
Excellent thermal stability above 0.6T m
A common challenge in AM alloys is the spheroidisation and coarsening of fine cellular structures and precipitates at elevated temperatures, attributable to the thermodynamically large driving force to reduce the interface energy, as observed in LPBF Al-Si alloys7,48. In contrast, the LPBF AlLaScZr-ECN alloy demonstrates excellent microstructural thermal stability and high strength retention even after prolonged thermal exposure at and above 300 °C, despite its large cell boundary (CB) area and dense nanoprecipitates (Fig. 2). The thermal stability is primarily attributable to the La-rich cell walls, which provide both thermodynamic and kinetic resistance to coarsening owing to La’s low diffusivity and solubility in α-Al. At 300 °C, La exhibits a diffusivity of 6.9 × 10−21 m2 s−1, and a maximum solid solubility of 0.01 at%, both significantly lower than those of Si (2.6 × 10−16 m2 s−1 and 1.6 at%, respectively)49,50. In addition, a high density (7.3 × 1023 m−3) of coarsening-resistant L12-Al3Sc nanoprecipitates are dispersed ubiquitously within α-Al cells, with an average size of 3.1 nm, as revealed by atomic-probe tomography (APT) (Fig. 2h) and high-resolution transmission electron microscopy (HRTEM) with the fast Fourier transformation (FFT) pattern (Fig. 4b, d). These nanoprecipitates form owing to Sc solute supersaturation under rapid solidification during the LPBF23. Additionally, a small amount of Al11La3 nanoparticles (5–10 nm in size) within α-Al cells (Fig. 4b), likely precipitated owing to La supersaturation due to LPBF, can be observed51. This unique combination of thermodynamically and kinetically stable phases endows the alloy with superior thermal stability and mechanical performance at elevated temperatures.

a High-resolution transmission electron microscopy (HRTEM) image showing the interface between the cell wall and α-Al matrix; b Intracellular nanoprecipitations with corresponding EDS elemental mappings; c Fast Fourier transformation (FFT) pattern of the image in (a); d FFT pattern of the boxed region in (b); e Density functional theory (DFT)-calculated atomic models of the interface structure between Al11La3/α-Al and Al11La3/L12-Al3Sc.
Moreover, the CBs exhibit high coherency and low interfacial energy, rendering them more stable than the high-angle grain boundaries (HAGBs) commonly observed in ultrafine-grained or nano-grained (UFG/NG) metals. The La-rich cell wall of the ECN is identified as the Al11La3 phase (orthorhombic, group: Immm) by X-ray diffraction (XRD) analysis (Fig. 2g), HRTEM analysis with the FFT pattern (Fig. 4a, c), and APT stoichiometric analysis (Fig. 2i, j). The Al11La3 cell walls (and intracellular Al11La3 nanoparticles) present a specific orientation relationship (OR) with α-Al along the Al[001] zone axis: Al[001]//Al11La3[010], Al(200)//Al11La3(200) (Fig. 4a). The interface of Al11La3/α-Al presents a remarkably low interfacial misfit of 0.50% (Fig. 4e) and an interfacial energy (0.45 J m−2), as supported by density functional theory (DFT) calculations (Supplementary Table 1, Supplementary Note 1). The interface energy is evidently lower than that of conventional high-energy HAGBs (0.8–2.0 J m−2) in UFG/NG alloys52. Additionally, localised segregation of Sc on the Al11La3 (circled in Figs. 2i, j, 4a, b) further stabilises the Al11La3 CBs by accommodating the misfit of α-Al/Al11La3 interfaces. HRTEM images reveal that Sc segregation results in the formation of Al3Sc at the Al11La3 cell wall surface with an OR of Al3Sc[100]//Al11La3[010], Al3Sc(200)//Al11La3(200) (Fig. 4a), similar to that between α-Al and Al11La3. Similar Sc segregation at phase boundaries has been observed in other eutectic Al alloys, such as Al-Ce and Al-Fe-Ni53,54, where the larger atomic size of Sc alleviates local lattice distortion. DFT calculations indicate that the lattice misfit between Al3Sc and Al11La3 is −1.22%, while that between α-Al and Al11La3 is +0.50%. These results suggest that the local segregation of Al3Sc further lowers the interfacial energy between α-Al cells and Al11La3 cell walls by compensating for the positive lattice misfit at the α-Al/Al11La3 interfaces (Fig. 4e, Supplementary Table 2). This reduction in interfacial energy contributes to the exceptional thermal stability of the ECN structure.
Compared to the LPBF AlCeScZr alloy35, which follows a similar design strategy, the LPBF AlLaScZr alloy presents notable improvements for enhancing high-temperature strength and stability by substituting La for Ce. Although Al11La3 and Al11Ce3 share similar crystal structures (Al11La3: a = 4.44 Å, b = 10.14 Å, and c = 13.14 Å; Al11Ce3: a = 4.37 Å, b = 10.00 Å, and c = 12.83 Å), DFT calculations reveal that the Al11La3(200)/Al(200) interface has lower interfacial energy (0.45 J/m² vs. 0.698 J/m²) and smaller lattice misfit ( + 0.50% vs. −0.94%) than Al11Ce3 (200)/Al(200) interface, indicating better interfacial coherence and stability55,56. Moreover, La exhibits even lower diffusivity than Ce in Al (~1.4 × 10−20 m2 s−1) at 300 °C50, further enhancing thermal stability of Al11La3 compound. Furthermore, α-Al or Al3Sc displays both negative misfits with Al11Ce3 (−0.94% and −2.63%)55, the segregation of Al3Sc on α-Al/Al11Ce3 interfaces cannot compensate for the negative lattice misfit to reduce the interfacial stability like that on α-Al/Al11La3 interfaces. Consequently, the ECN structure in the AlLaScZr alloy is highly anticipated to perform superior thermal stability than in the AlCeScZr alloy. Thermal stability tests further support these findings: the Al-La ECN retains its connectivity and resists coarsening even after prolonged annealing at 300 °C for 168 h (Fig. 2b, Supplementary Fig. 4a). In contrast, the Al-Ce ECN in a LPBF AlCeScZr alloy loses its connectivity and undergoes significant coarsening after only 48 h under identical conditions35.
The interconnectivity of the thermally stable ECN is disrupted upon annealing at a higher temperature of 325 °C for an extended period of 168 h (Fig. 2c, Supplementary Fig. 4a). This process results in the complete spheroidisation of Al11La3 cell walls into Al11La3 nanoparticles (55.2 ± 18.2 nm, Fig. 2f), forming a structure referred to as AlLaScZr-NP, which is compared with the original AlLaScZr-ECN (Fig. 2a, c). XRD patterns and atom stoichiometric ratios of the La-rich zone derived from APT mapping confirm that the phase transformation of Al11La3 (Fig. 2g, i, and j) does not occur during the annealing process. Sc segregation along Al11La3 persists. Zr segregates within Sc-rich regions (Fig. 2h), indicating the formation of Al3(Sc, Zr) with a Zr-rich shell, which retards Al3Sc coarsening57. The intracellular Al3Sc particle size increases slightly from 3.1 to 4.6 nm, demonstrating strong resistance to coarsening, consistent with previous reports on Al alloys micro-alloyed with Sc (Zr)23,58. Additionally, grain coarsening is minimal after prolonged thermal exposure, owing to the abundant Al11La3 nanoparticles pinning the grain boundaries (Supplementary Fig. 2).
In terms of mechanical properties after the spheroidisation annealing, the YS of the AlLaScZr-NP alloy decreases at both RT and 300 °C (Fig. 3a). Nevertheless, the alloy retains a high YS of ~200 MPa at 300 °C. Moreover, at an elevated tensile testing temperature of 400 °C, the YS difference between the AlLaScZr-ECN and AlLaScZr-NP alloys becomes minimal, as the ECN structure fully spheroidises into Al11La3 nanoparticles during holding in the tensile test (Supplementary Fig. 4b). Despite this structural change, both alloys maintain an exceptional YS of over 100 MPa at 400 °C, which is at least double that of conventional heat-resistant 2618 Al alloys (Fig. 3c). This result suggests that even after the transformation of Al11La3 cell walls into nanoparticles, their high density, fine particle size (~55 nm), and uniform dispersion contribute to the retention of superior YS at elevated temperatures, similar to other alloys with high-density reinforcements3,47.
ECN-induced high-temperature strengthening mechanisms
To investigate the strengthening mechanisms of the LPBF AlLaScZr alloy, particularly at elevated temperatures, we conducted in situ synchrotron X-ray diffraction (SXRD) tensile tests at RT and 300 °C on both AlLaScZr-ECN and AlLaScZr-NP samples, as shown in Fig. 5 (see Supplementary Fig. 5, Methods, and Supplementary Note 2 for details). First, the reinforced Al11La3 phase in the nanoscale ECN configuration exhibits superior load transfer ability at both RT and elevated temperatures compared with the dispersed Al11La3 nanoparticles. Larger lattice strains are observed in different crystalline planes of Al11La3 in the ECN configuration (Fig. 5a, b), increasing by ~0.002 at RT and by ~0.001 at 300 °C at the yield point. This is followed by plastic deformation in the (101), (130), and (132) planes, resulting in a 100–200 MPa increase in phase stress, which represents a 20–25% improvement compared to the dispersed particle configuration. (Fig. 5c, d). Additionally, during plastic deformation, Al11La3 in the ECN configuration shows prolonged load-bearing and delayed load shedding compared with the NP configuration (dispersed nanoparticles), resulting in enhanced work hardening and UTS. This effect is more pronounced at RT than at 300 °C. Second, the α-Al phase in the ECN exhibits high phase stress even at 300 °C. At RT, the α-Al phase stress in the AlLaScZr-ECN alloy is moderately higher than that in the AlLaScZr-NP alloy, with YS rising from 315 MPa to 360 MPa (only approximately a 15% increase). In contrast, at 300 °C, the α-Al phase in the ECN configuration displays a marked improvement, with an average lattice strain of 0.003 at yield point and a YS of 180 MPa, ~60 MPa higher than that in the AlLaScZr-NP sample (approximately a 50% increase) and 3–7 times that of conventional Al alloys at 300 °C (25–50 MPa)2,45. These results demonstrate that, in addition to enhancing load-bearing capacity, the ECN configuration also synergistically promotes high flow stress in the α-Al phase compared to the NP configuration, contributing to the alloy’s exceptional high-temperature strength.

Lattice strain evolution of different crystalline planes of Al11La3 and the average lattice strain of α-Al in the AlLaScZr-ECN and AlLaScZr-NP alloys at a RT and b 300 °C; Evaluated phase stress partitioning of the AlLaScZr-ECN and AlLaScZr-NP alloys during in situ tensile testing, plotted against the engineering stress–strain curves at c RT and d 300 °C. Error bars refer to the strain/stress uncertainties of measurements.
The superior mechanical performance of the cellular structures in AM alloys has been well-documented at RT, as their strong cell walls and refined cell size offer substantial load-bearing advantages over conventional alloys7,12,16. For example, in LPBF AlSi10Mg alloys, nanoscale Si cellular networks bear 4–5 times the stress and are more fracture-resistant than the coarser Si networks and particles found in cast Al-Si alloys16. Moreover, Li et al. reported that a continuous Si network in LPBF AlSi10Mg enhances YS and work hardening compared with the annealed state with discrete Si particles7. In this study, direct comparisons of lattice strain and stress partitioning demonstrate the superior load-bearing capability of the Al11La3 phase in the nanoscale ECN configuration not only at RT but also at elevated temperatures, provided thermal stability is maintained.
Moreover, from the perspective of dislocation behaviour, prior studies have shown that cellular structures in AM alloys facilitate co-deformation of the matrix and cell walls, primarily through dislocation accumulation at cell boundaries. For instance, in LPBF AlSi10Mg alloys, Si cell wall constraints lead to high-density geometrically necessary dislocations at Al/Si interfaces to manage misfit strain during deformation7. Similarly, in LPBF 316L stainless steel, dislocations have been observed to pin and tangle at cell walls59. Kwon et al. recently proposed a dislocation-based constitutive model for the AM-induced cellular structure in a LPBF Cu-Sn model alloy, describing that dislocations originate from the intercellular Frank–Read (F–R) sources and deposit from the cell interior onto the walls12. In contrast, this study reveals different dislocation behaviours during the co-deformation of α-Al and Al11La3 cell walls at RT and 300 °C. Dislocations are confined within individual cells and remain as single dislocation segments between cell walls even at a high strain level (ε ≈ 7%) during tensile tests at RT (Supplementary Fig. 6a) and 300 °C (Fig. 6a, b). Unlike in previous reports7,12, no substantial dislocation segregation or entanglement is observed at the cell boundaries. In terms of the microstructural differences from other reported AM-induced cellular structures, the ultrafine (~200 nm) cell size of the Al-La ECN is smaller than the typical cell sizes (0.5–1 μm) found in LPBF Al-Si, steel, and Cu alloys. This refined cell size likely activates the confined layer slip (CLS) mechanism, as proposed for nanolamellar architectures60. According to the CLS theory, ductile layers with dimensions below 200 nm deform through single dislocation segments forming Orowan-type loops between two parallel interfaces, rather than through dislocation arrays at a larger scale61,62. Given the size distribution of the Al-La ECN-enclosed cells (~200 nm on average), the CLS mechanism likely dominates (Fig. 6g), with dislocations gliding as Orowan-type loops confined by the Al11La3 cell walls. This behaviour is consistent with the isolated dislocation segments observed in the cells. The critical stress for Orowan bowing of dislocations confined between two interfaces is calculated using Eq. (1)63:

a Scanning transmission electron microscopy–bright-field (STEM-BF) image showing the dislocations within α-Al cells of the AlLaScZr-ECN sample under tensile strain of 2%. The red arrows indicate the single dislocation segments between the cell walls and the blue arrows indicate the intracellular dislocation interactions with precipitates; b STEM-BF image showing the dislocations in α-Al cells at the fracture strain; c Micro-cracks owing to broken ECN near the fracture surface; d STEM-BF image showing dislocations in the AlLaScZr-NP sample subjected to tensile strain of 2%. The red arrows indicate longer dislocation segments in the continuous Al matrix; e STEM-BF image showing the dislocation behaviour in the annealed sample deformed at 300 °C at the fracture strain; f Micro-cracks in continuous Al matrix near the fracture surface; g Plot of the critical stress for Orowan bowing at 300 °C during confined layer slip (CLS) (calculated by Eq. (1)) and Frank–Read (F–R) source activation (calculated by Eq. (2)) as a function of the layer thickness/dislocation segment length, with a schematic of dislocation behaviour in the presence of ECN or dispersed particles. The solid lines indicate dominant CLS or F–R mechanisms, while the dotted lines show inactivation within a specific range of dislocation segment length. The cell size distribution histogram of the AlLaScZr-ECN (extracted from Fig. 2d) is also referenced; h HRTEM image depicting a local highly strained region near a dislocation line within Al matrix between neighbouring cell walls. i Inverse fast Fourier transform (IFFT) pattern and geometrical phase analysis (GPA) mappings of (h).
At 300 °C, although the shear modulus \(G\) of Al decreases from 26.2 GPa (at RT) to 22.5 GPa6, \({\sigma }_{{CLS}}\) can still reach values of 100–180 MPa within the cell size range of 100–200 nm, corresponding to the layer thickness h (Fig. 6g, Supplementary Table 3). This supports the high stress observed in the α-Al phase enclosed by the ECN during SXRD analysis. Specifically, a short dislocation segment constrained by neighbouring cell walls (inset in Fig. 6h) results in severe lattice distortion in α-Al and localised high strain, as indicated by the inverse fast Fourier transform (IFFT) pattern and geometrical phase analysis (GPA) (Fig. 6i).
In comparison, in the AlLaScZr-NP sample, longer dislocation segments, spanning several hundred nanometres, are observed within the continuous α-Al matrix among dispersed particles (Fig. 6d) at a deformation of ε = 2% at 300 °C. At the fracture strain (ε ≈ 13.6%), clear interactions and segregation of dislocations are visible within the continuous α-Al matrix, similar to other alloys with dispersed second-phase particles64 (Fig. 6e). This suggests that in the continuous α-Al matrix without a cellular structure – or with a cellular structure at a larger cell size, as commonly found in LPBF alloys—the dislocation free path (DFP) increases, making the CLS mechanism less effective. Instead, the F–R mechanism becomes the predominant source of dislocations65. The critical stress (σn) required to activate an F–R source is inversely proportional to the DFP (or the dislocation segment length λ), as indicated in Eq. (2)66:
The critical stresses for the CLS and F–R mechanisms are compared as a function of the cell size or dislocation segment length (Fig. 6g). CLS requires significantly higher stress at ultrafine cell sizes below 200 nm, which explains the high flow stress in the ECN-confined α-Al phase of the AlLaScZr-ECN sample. In contrast, \({\sigma }_{F-R}\) is significantly lower for larger DFPs, resulting in reduced flow stress for the α-Al phase at elevated temperatures in the AlLaScZr-NP sample. This behaviour is consistent with observations in conventional Al alloys and other LPBF alloys with coarser dispersed reinforcements or cellular structures7,12,45.
The abovementioned results are validated by comparing the fracture modes (Fig. 6c, f). Dislocation motion in the AlLaScZr-ECN sample is confined within α-Al cells. Load is transferred to the Al11La3 cell walls from α-Al during their co-deformation. Micro-cracking initiates by fracturing the cell walls (Fig. 6c), which requires higher stress. In contrast, dislocation segregation and interactions are more frequent within the α-Al matrix at the fracture strain, inducing local strain concentration and ductile failure characterised by micro-cracks distributed throughout the softer α-Al matrix (Fig. 6f). Moreover, the advantages of the ECN in load transfer and dislocation confinement are confirmed by the minimal YS difference (<10 MPa) between the ECN and NP samples under tensile testing at 400 °C (Fig. 3a, Supplementary Fig. 7c). At this temperature, the ECN fully spheroidises into nanoparticles, similar to the NP sample, thereby losing its reinforcing benefits (Supplementary Fig. 4b).
Furthermore, densely distributed L12-Al3(Sc, Zr) nanoprecipitates also contribute to strengthening by acting as obstacles to dislocation motion. At RT, these nanoprecipitates can effectively obstacle dislocation motion and therefore significantly shorten the DFP within α-Al6,67,68. Similar YS values and dislocation segment lengths in the α-Al phase are observed between the ECN and NP samples at RT, as the nanoprecipitates are densely dispersed in α-Al matrix of both samples (Fig. 2h, Supplementary Fig. 6). The presence of the ECN is not a major factor affecting the DFP. Therefore, the difference in YS at RT between the ECN and NP samples is not significant. (360 MPa vs 315 MPa, approximately a 15% increase). This difference is likely due to the slight coarsening of the L12-Al3(Sc,Zr) nanoprecipitates. However, at elevated temperatures (≥300 °C), the obstacle effects weaken as cross-slip and climb motions enable dislocations to bypass the precipitates69,70. In this case, the ECN plays a crucial role in limiting the DFP, thereby maintaining a high yield stress in the α-Al phase. Without the ECN, the DFP increases within the continuous α-Al matrix (as observed in the longer dislocation segments in Fig. 6d), resulting in a substantial drop in YS. As discussed above, the ECN enabled the CLS mechanism, resulting in a significantly higher YS of α-Al phase compared to the NP sample (180 MPa vs 120 MPa, approximately a 50% increase). Despite this, at elevated temperatures (300 °C and 400 °C), the highly dense intracellular L12-Al3(Sc, Zr) nanoprecipitates still provide synergistic high-temperature strengthening alongside the ECN through effective dislocation–precipitate interactions (Fig. 6a). This behaviour has been reported in Sc, Zr-modified Al alloys at elevated temperatures5. Micro-alloying of Sc, Zr further augments the YS by ~45 MPa at 300 °C and ~40 MPa at 400 °C, compared with LPBF Al-La alloy counterparts without Sc and Zr (Supplementary Table 4 and Supplementary Fig. 7).
Consistent with the proposed strengthening mechanisms, the macroscopic tensile behaviour also indicates enhanced dislocation storage and reduced dislocation annihilation due to the ECN. This is further supported by quantitative analysis using the dislocation-based Kocks–Mecking (K–M) model71,72 applied to the tensile stress–strain curves of AlLaScZr-ECN and AlLaScZr-NP alloys at both RT and 300 °C (Supplementary Fig. 8a, Supplementary Note 3). The results (Supplementary Fig. 8, Supplementary Table 5) suggest a higher dislocation storage rate (\({k}_{1}\)) in the AlLaScZr-ECN sample than in the AlLaScZr-NP sample at RT, consistent with findings for LPBF AlSi10Mg7,17. Additionally, the high dislocation storage capacity is largely preserved at 300 °C in the AlLaScZr-ECN sample, with \({k}_{1}\) retaining 61% of its RT value, higher than that (17%) for the AlLaScZr-NP sample. Additionally, the ECN reduces the dynamic annihilation rate \({k}_{2}\) at both RT and 300 °C. This quantitative comparison using the K–M model further validates the role of the ECN in enhancing flow stress in α-Al at elevated temperatures, driven by its high dislocation storage capacity and ability to inhibit dislocation annihilation. In summary, the ECN configuration in the LPBF AlLaScZr alloy offers more effective strengthening at 300 °C than at RT not only through superior load-bearing capacity, but more significantly by enhancing the strength of the α-Al phase compared to the nanoparticle-dispersed configuration.
In conclusion, the LPBF AlLaScZr alloy achieves significantly enhanced high-temperature YS above 0.6Tm of Al, while addressing the longstanding challenge of severe strength degradation in metals after prolonged thermal exposure, attributable to its thermally stable nanoscale ECN architecture and dense nanoprecipitate distribution. This alloy demonstrates substantial potential as an Al-based superalloy, extending the application range of lightweight Al alloys into the medium temperature range (300–400 °C) currently dominated by ferrous, titanium, and nickel-based superalloys for structural applications. Moreover, this study highlights the distinct advantages of the 3D interconnected network architecture over the traditional uniform particle dispersion configuration, which has been the standard for high-temperature strengthening. Additionally, it provides critical insights into the high-temperature strengthening mechanisms associated with AM-induced cellular structures, particularly the role of ultrafine cell sizes in restricting dislocation motion through the CLS mechanism, enabling effective strengthening of metal matrix to counteract the intrinsic softening. Based on our findings, a strategy is proposed to achieve exceptional high-temperature strength by integrating thermally stable phases into a nanoscale 3D network architecture, leveraging low-diffusivity alloying elements and the rapid solidification process of AM. We propose that this strategy can be broadly applied to other alloy systems, enabling superior high-temperature mechanical performance through advanced AM technologies.
Methods
LPBF process and heat treatment
AlLaScZr powders were produced through gas atomisation from pre-alloyed ingots and subsequently sieved through 270 and 1000 mesh screens, yielding spherical particles with diameters of 15–53 μm (Supplementary Fig. 1a). LPBF was performed using a metal 3D printer (Truprint 1000, Germany) equipped with a 200 W fibre laser and a fixed spot size of 30 μm. The hatching distance and layer thickness were set as 100 μm and 30 μm, respectively, with a laser power of 190 W. A chessboard scanning strategy was employed as illustrated in the inset images of Supplementary Fig. 1b. The island size was set to 4 mm × 4 mm. The laser scanning direction was alternated by 90° between consecutive layers without preheating the base plate. The optimal scanning speed of 1500 mm/s was determined based on the relative density of fully dense bulk (theoretical density: 2.86 g/cm3, Supplementary Note 4) and hardness of test cubes printed at various speeds (Supplementary Fig. 1b). The test cubes were ground and finally polished with 5 μm diamond polishing slurry for density and hardness measurements. The density was measured using the Archimedes method, and hardness tests were conducted using a Vickers hardness tester (EZ-mat CARAT 930, Germany) with a 10 kg load and 15 s dwell time. Results across nine points were averaged. The as-built samples were subjected to isothermal ageing at 325 °C for 1 h, yielding peak-aged samples, referred to as AlLaScZr-ECN in the main text (Supplementary Fig. 1c). Additional samples were annealed for 168 h at 325 °C to disrupt the ECN structure, producing AlLaScZr-NP samples (Fig. 2c). Other heat treatment conditions are specified in the main text.
Mechanical properties
Dog-bone-shaped bulk samples were printed (inset in Fig. 1b) and subsequently sliced to 1.6 mm thickness using electrical discharge machining. The samples were then polished into rectangular tensile samples. The sample gauge length and width were 15 mm and 2.8 mm, respectively. Tensile testing (at both RT and elevated temperatures) was conducted on the peak-aged samples using a tensile testing machine (Zwick/Roell Z005, Germany) with a laser extensometer, following ASTM E8 and E21 standards. The tensile direction was oriented perpendicular to the BD, and the strain rate was maintained at 1 × 10−3 s−1 for all tests. For elevated temperature tests, samples were heated at 15 °C/min and held for 30 min at the target temperature to achieve thermal equilibration prior to loading.
Microstructure characterisation
The chemical composition of the AlLaScZr powders and as-printed samples was determined using inductively coupled plasma–atomic emission spectrometry (ICP-AES, iCAP6300, Thermo Fisher Scientific, USA), as detailed in Supplementary Table 6. XRD was performed on as-printed and peak-aged samples using a D8 ADVANCE Da Vinci X-ray diffractometer (Bruker Corporation, Germany) with Cu Kα radiation (λ = 0.1542 nm), scanning from 10° to 90° at 2°/min. Microstructural analysis was performed using a Zeiss AxioVision optical microscope (Germany) and a MAIA3 field emission scanning electron microscope (SEM) (TESCAN, Czech Republic) equipped with EDS and EBSD detectors (NordlysMax3, Oxford Instruments, UK). The SEM instrument operated at 10 kV, and samples were electrolytically polished in a nitric acid–methanol solution (15 V, 10 s) for EBSD imaging. The EBSD scans used a 0.78 µm step size at 20 kV. The tilt angle was set as 70°. The hit rate of the EBSD maps taken parallel to the BD and perpendicular to the BD was ~90% and ~75%, respectively. The EBSD data were processed by the nearest neighbour denoising with HKL Channel 5 software (Version 5.12, Oxford Instruments, UK). Samples for transmission electron microscopy (TEM) were prepared by mechanical grinding, followed by electro-polishing in a nitric acid–methanol solution (1:3 by volume) at −30 °C and 15 V. TEM and corresponding EDS mapping were conducted using Talos 200X and Titan Themis microscopes (Thermo Fisher Scientific, USA) with a HAADF detector and SuperX EDS with four silicon drift detectors. ImageJ was used to measure the cellular structure dimensions. APT samples were prepared using a focused ion beam (FIB) and analysed using a LEAP-5000XR microscope (Colorado MicroDissect, Inc., USA), with data processed in Cameca IVAS (Version 3.8, France). Additionally, 3D X-ray micro-CT was performed with an Xradia 510 Versa instrument (Zeiss, Germany) using a voxel size of 1.5 μm to image large-volume specimens (1.335 mm × 1.080 mm × 0.852 mm). Pore size distribution analysis was conducted using Dragonfly software (Version 2024.1, ORS, Canada) (Supplementary Fig. 1e, f), and 3D reconstruction of the ECN was achieved from 2D BSE images sliced with FIB (Fig. 1d), with an interlayer distance of 7.5 nm.
Thermodynamic calculations
The solidification behaviour and phase evolution of the AlLaScZr alloy were simulated using the CALPHAD method in PandatTM software (Version 2022, CompuTherm LLC, USA), based on the PanAl75 commercial database. To simulate the rapid solidification during LPBF, Scheil mode simulations were conducted from 800 °C to 600 °C with a step of 1 °C, based on the composition of the LPBF AlLaScZr alloy.
In situ SXRD test
In situ SXRD tensile testing was conducted at beamline ID11 of the European Synchrotron Radiation Facility. The beam energy was 65.3508 keV, and the wavelength was 0.01897 nm. The incident beam size was 0.2 mm × 0.2 mm. For elevated temperature tests, the samples were heated to the target temperature and held for 30 min prior to tensile loading. A Frelon36 detector (2048×2048 pixels and pixel size of 47 μm × 47 μm) was used to acquire the diffraction patterns. The cross-section of the samples was ~0.5 mm × 0.5 mm. The specimen-to-detector distance was 179.60 mm, calibrated using a CeO2 powder standard. The AlLaScZr-ECN and AlLaScZr-NP samples were tested using a Nanox tensile stress rig73 at both RT and 300 °C. The Nanox voltage for loading was maintained through a constant ramp rate of 0.095 V/s at RT and 1.42 V/s at 300 °C, corresponding to strain rates of 1.2 × 10−4 s−1 and 1.4 × 10−3 s−1, respectively. At RT, a lower strain rate was used than that in the macro-tensile tests (1 × 10−3 s−1) to capture sufficient data points, as the material’s mechanical properties were relatively insensitive to strain rate. At 300 °C, the strain rate matched that of the macro-tensile test. Background noise from the loading equipment was subtracted from the 2D diffraction images before calibration and integration. Detailed calculations for lattice strain and stress partitioning of constitutive phases are demonstrated in Supplementary Note 2.
First-principles calculations based on DFT
DFT calculations were performed using the Vienna Ab initio Simulation Package (VASP, Version 6.4.2) with projector augmented wave pseudopotentials and a plane-wave basis set74. The Perdew–Burke–Ernzerhof exchange–correlation functional within the generalised gradient approximation was applied75,76,77. A plane-wave cut-off of 450 eV was set with an energy convergence parameter of 10-5 eV/atom for electronic self-consistency. The maximum forces on each relaxed atom converged to 0.02 eV/Å during structural relaxation through conjugate gradient minimisation. Gamma-centred 22 × 22 × 22 k-point meshes were used for the bulk unit cell of Al and Al3Sc, while 21 × 6 × 6 k-point meshes were used for Al11La3, with densities lower than 0.03 Å−1. A vacuum layer with a thickness of 20 Å was added to the surface supercell to prevent unwanted interactions between the slab and its periodic arrangement. During the geometry optimisation, both the volume and atomic positions were relaxed for the initial interface systems, and only the atomic positions of the alloyed interface systems were relaxed. The lattice parameter for α-Al was a = 4.04 Å, while those for Al11La3 were a = 4.44 Å, b = 10.14 Å, and c = 13.14 Å56. Detailed calculations are demonstrated in Supplementary Note 1. The atomic coordinates of the DFT models before and after optimisation are presented in Supplementary Data 1. The initial and final configurations of the DFT models are illustrated in Supplementary Data 2.
Data availability
All data supporting the results and findings of this study are available in the Supplementary Information, Supplementary Data files, and the Source Data file provided with this paper. The dataset on synchrotron X-ray diffraction (SXRD) tensile tests are available at https://doi.org/10.15151/ESRF-ES-1830139531. Source data are provided with this paper.
References
Michi, R. A., Plotkowski, A., Shyam, A., Dehoff, R. R. & Babu, S. S. Towards high-temperature applications of aluminium alloys enabled by additive manufacturing. Int. Mater. Rev. 67, 298–345 (2022).
Davis, J. R. Aluminum and Aluminum Alloys. https://doi.org/10.1361/autb2001p351 (ASM International, 1993).
Xue, H. et al. Highly stable coherent nanoprecipitates via diffusion-dominated solute uptake and interstitial ordering. Nat. Mater. 22, 434–441 (2023).
Lu, Q. et al. Synergy of multiple precipitate/matrix interface structures for a heat resistant high-strength Al alloy. Nat. Commun. 14, 2959 (2023).
Fuller, C. B., Seidman, D. N. & Dunand, D. C. Mechanical properties of Al(Sc,Zr) alloys at ambient and elevated temperatures. Acta Mater. 51, 4803–4814 (2003).
Seidman, D. N., Marquis, E. A. & Dunand, D. C. Precipitation strengthening at ambient and elevated temperatures of heat-treatable Al(Sc) alloys. Acta Mater. 50, 4021–4035 (2002).
Li, Z., Li, Z., Tan, Z., Xiong, D. B. & Guo, Q. Stress relaxation and the cellular structure-dependence of plastic deformation in additively manufactured AlSi10Mg alloys. Int. J. Plast. 127, 1–16 (2020).
Herzog, D., Seyda, V., Wycisk, E. & Emmelmann, C. Additive manufacturing of metals. Acta Mater. 117, 371–392 (2016).
Zhu, Z. et al. Recent progress on the additive manufacturing of aluminum alloys and aluminum matrix composites: microstructure, properties, and applications. Int. J. Mach. Tools Manuf. 190, 104047 (2023).
Wang, P. et al. The role of cellular structure, non-equilibrium eutectic phases and precipitates on quasi-static strengthening mechanisms of as-built AlSi10Mg parts 3D printed via laser powder bed fusion. Mater. Charact. 198, 112730 (2023).
Shi, R. et al. Microstructural control in metal laser powder bed fusion additive manufacturing using laser beam shaping strategy. Acta Mater. 184, 284–305 (2020).
Kwon, J., Karthik, G. M., Estrin, Y. & Kim, H. S. Constitutive modeling of cellular-structured metals produced by additive manufacturing. Acta Mater. 241, 118421 (2022).
Li, W. et al. Mechanical property and cellular structure of an additive manufactured FeCoNiCrMo0.2 high-entropy alloy at high-velocity deformation. J. Mater. Sci. Technol. 139, 156–166 (2023).
Dan, C. et al. Achieving ultrahigh fatigue resistance in AlSi10Mg alloy by additive manufacturing. Nat. Mater. 22, 1181–1188 (2023).
Wu, J., Wang, X. Q., Wang, W., Attallah, M. M. & Loretto, M. H. Microstructure and strength of selectively laser melted AlSi10Mg. Acta Mater. 117, 311–320 (2016).
Zhang, X. X. et al. Evolution of microscopic strains, stresses, and dislocation density during in-situ tensile loading of additively manufactured AlSi10Mg alloy. Int. J. Plast. 139, 1–22 (2021).
Zhang, X. X. et al. Multiscale constitutive modeling of additively manufactured Al-Si-Mg alloys based on measured phase stresses and dislocation density. Int. J. Plast. 140, 1–20 (2021).
Davidson, C. J. et al. Observations of the stress developed in Si inclusions following plastic flow in the matrix of an Al–Si–Mg alloy. Philos. Mag. 97, 1398–1417 (2017).
Schöbel, M., Baumgartner, G., Gerth, S., Bernardi, J. & Hofmann, M. Microstresses and crack formation in AlSi7MgCu and AlSi17Cu4 alloys for engine components. Acta Mater. 81, 401–408 (2014).
Sercombe, T. B. & Li, X. Selective laser melting of aluminium and aluminium metal matrix composites: review. Mater. Technol. 31, 77–85 (2016).
Uzan, N. E., Shneck, R., Yeheskel, O. & Frage, N. High-temperature mechanical properties of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting technologies (AM-SLM). Addit. Manuf. 24, 257–263 (2018).
Mishra, R. S. & Thapliyal, S. Design approaches for printability-performance synergy in Al alloys for laser-powder bed additive manufacturing. Mater. Des. 204, 109640 (2021).
Bayoumy, D., Kan, W., Wu, X., Zhu, Y. & Huang, A. The latest development of Sc-strengthened aluminum alloys by laser powder bed fusion. J. Mater. Sci. Technol. 149, 1–17 (2023).
Li, P. et al. Microstructural origin of the anisotropic flow stress of laser powder bed fused AlSi10Mg. Acta Mater. 220, 117346 (2021).
Zhang, J. et al. Ultrauniform, strong, and ductile 3D-printed titanium alloy through bifunctional alloy design. Science 383, 639–645 (2024).
Zhang, X., Ye, W., Mushongera, L. & Liao, Y. Unravelling heterogeneities in sub-grain cellular structure and micromechanical response of additive manufactured Ti-Nb alloys. Addit. Manuf. 59, 103146 (2022).
Voisin, T. et al. New insights on cellular structures strengthening mechanisms and thermal stability of an austenitic stainless steel fabricated by laser powder-bed-fusion. Acta Mater. 203, 116476 (2021).
An, D. et al. The role of dislocation type in the thermal stability of cellular structures in additively manufactured austenitic stainless steel. Adv. Sci. 2402962, 1–11 (2024).
Plotkowski, A. et al. Microstructure and properties of a high temperature Al–Ce–Mn alloy produced by additive manufacturing. Acta Mater. 196, 595–608 (2020).
Kaufmann, J.G. (ed.). Properties of Aluminum Alloys (ASM International, 1999).
Chen, K. J., Hung, F. Y., Lui, T. S. & Tsai, C. L. Improving the applicability of wear-resistant Al–10Si–0.5Mg alloy obtained through selective laser melting with T6 treatment in high-temperature, and high-wear environments. J. Mater. Res. Technol. 9, 9242–9252 (2020).
Bi, J. et al. Microstructure, tensile properties and heat-resistant properties of selective laser melted AlMgScZr alloy under long-term aging treatment. Mater. Sci. Eng. A 833, 142527 (2022).
Michi, R. A. et al. A creep-resistant additively manufactured Al-Ce-Ni-Mn alloy. Acta Mater. 227, 117699 (2022).
Sisco, K. et al. Microstructure and properties of additively manufactured Al–Ce–Mg alloys. Sci. Rep. 11, 1–15 (2021).
Yang, Z. et al. An additively manufactured heat-resistant Al-Ce-Sc-Zr alloy: microstructure, mechanical properties and thermal stability. Mater. Sci. Eng. A 872, 144965 (2023).
Ding, R. et al. Enhanced mechanical properties and thermal stability in additively manufactured Al-Ni alloy by Sc addition. J. Alloy. Compd. 934, 167894 (2023).
Luo, G. et al. Improved elevated-temperature strength and thermal stability of additive manufactured Al–Ni–Sc–Zr alloys reinforced by cellular structures. Addit. Manuf. 90, 104313 (2024).
Qi, X., Takata, N., Suzuki, A., Kobashi, M. & Kato, M. Laser powder bed fusion of a near-eutectic Al–Fe binary alloy: Processing and microstructure. Addit. Manuf. 35, 101308 (2020).
Kimura, T., Nakamoto, T., Ozaki, T. & Miki, T. Microstructures and mechanical properties of aluminum-transition metal binary alloys (Al-Fe, Al-Mn, and Al-Cr) processed by laser powder bed fusion. J. Alloy. Compd. 872, 159680 (2021).
Bahl, S. et al. Elevated temperature ductility dip in an additively manufactured Al-Cu-Ce alloy. Acta Mater. 220, 117285 (2021).
Michi, R. A. et al. Load shuffling during creep deformation of an additively manufactured AlCuMnZr alloy. Acta Mater. 244, 118557 (2023).
Bi, J. et al. Microstructure, tensile properties and thermal stability of AlMgSiScZr alloy printed by laser powder bed fusion. J. Mater. Sci. Technol. 69, 200–211 (2021).
Schliephake, D. et al. Mechanical behavior at elevated temperatures of an Al–Mn–Mg–Sc–Zr alloy manufactured by selective laser melting. Mater. Sci. Eng. A 831, 1–8 (2022).
Jia, Q. et al. Tensile creep mechanisms of Al-Mn-Sc alloy fabricated by additive manufacturing. Addit. Manuf. 79, 103910 (2024).
Davis, J. R. ASM Specialty Handbook—Heat-Resistant Materials (ASM International) (1997).
Shang, A. et al. High-temperature tensile behaviors of an ultra-strong aluminum alloy fabricated by additive manufacturing. Addit. Manuf. Lett. 11, 100234 (2024).
Lin, T. C. et al. Aluminum with dispersed nanoparticles by laser additive manufacturing. Nat. Commun. 10, 1–10 (2019).
Li, W. et al. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A. Struct. Mater. 663, 116–125 (2016).
Fujikawa, S. I., Hirano, K. I. & Fukushima, Y. Diffusion of silicon in aluminum. Metall. Trans. A 9, 1811–1815 (1978).
Knipling, K. E., Dunand, D. C. & Seidman, D. N. Criteria for developing castable, creep-resistant aluminum-based alloys - A review. Int. J. Mater. Res. 97, 246–265 (2006).
Zhang, X. et al. A novel high-strength Al-La-Mg-Mn alloy for selective laser melting. J. Mater. Sci. Technol. 137, 205–214 (2023).
Lu, K. Stabilizing nanostructures in metals using grain and twin boundary architectures. Nat. Rev. Mater. 1, 16019 (2016).
Yi, M. et al. Improving creep resistance of Al-12 wt.% Ce alloy by microalloying with Sc. Scr. Mater. 198, 113838 (2021).
Bian, Z. et al. Understanding the creep property of heat-resistant Al alloy by analyzing eutectic phase/matrix interface structures. Mater. Res. Lett. 11, 205–212 (2023).
Zhang, C. et al. Orientation relationships and interface structure between Al11Ce3 and Al in Al–Ce eutectic. J. Mater. Res. Technol. 18, 693–704 (2022).
Sun, F. et al. First-principles studies on phase stability, anisotropic elastic and electronic properties of Al-La binary system intermetallic compounds. Mater. Today Commun. 24, 101101 (2020).
Kürnsteiner, P. et al. Control of thermally stable core-shell nano-precipitates in additively manufactured Al-Sc-Zr alloys. Addit. Manuf. 32, 100910 (2020).
Marquis, E. A. & Seidman, D. N. Nanoscale structural evolution of Al3Sc precipitates in Al(Sc) alloys. Acta Mater. 49, 1909–1919 (2001).
Li, Z. et al. Enhanced strengthening and hardening via self-stabilized dislocation network in additively manufactured metals. Mater. Today 50, 79–88 (2021).
Wang, J., Zhou, Q., Shao, S. & Misra, A. Strength and plasticity of nanolaminated materials. Mater. Res. Lett. 5, 1–19 (2017).
Avallone, J. T., Nizolek, T. J., Pollock, T. M. & Begley, M. R. A model for high temperature deformation of nanolaminate Cu-Nb composites. Mater. Sci. Eng. A 761, 138016 (2019).
Embury, J. D. & Hirth, J. P. On dislocation storage and the mechanical response of fine scale microstructures. Acta Metall. Mater. 42, 2051–2056 (1994).
Misra, A., Hirth, J. P. & Hoagland, R. G. Length-scale-dependent deformation mechanisms in incoherent metallic multilayered composites. Acta Mater. 53, 4817–4824 (2005).
Sitdikov, O. et al. Microstructure behavior of Al-Mg-Sc alloy processed by ECAP at elevated temperature. Acta Mater. 56, 821–834 (2008).
Xu, S., Xiong, L., Chen, Y. & McDowell, D. L. An analysis of key characteristics of the Frank-Read source process in FCC metals. J. Mech. Phys. Solids 96, 460–476 (2016).
Estrin, Y., Kim, H. S. & Nabarro, F. R. N. A comment on the role of Frank-Read sources in plasticity of nanomaterials. Acta Mater. 55, 6401–6407 (2007).
Cheng, L. M., Poole, W. J., Embury, J. D. & Lloyd, D. J. The influence of precipitation on the work-hardening behavior of the aluminum alloys AA6111 and AA7030. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 34 A, 2473–2481 (2003).
Fazeli, F., Poole, W. J. & Sinclair, C. W. Modeling the effect of Al3Sc precipitates on the yield stress and work hardening of an Al-Mg-Sc alloy. Acta Mater. 56, 1909–1918 (2008).
Mishra, R. S. Dislocation-particle interaction at elevated temperatures. Jom 61, 52–55 (2009).
Keyhani, A. Overdriven dislocation-precipitate interactions at elevated temperatures. Comput. Mater. Sci. 146, 54–60 (2018).
Estrin, Y. & Mecking, H. A unified phenomenological description of work hardening and creep based on one-parameter models. Acta Met. 32, 57–70 (1984).
Kocks, U. F. Laws for work-hardening and low-temperature creep. J. Eng. Mater. Technol. 98, 76–85 (1976).
Gueninchault, N., Proudhon, H. & Ludwig, W. Nanox: a miniature mechanical stress rig designed for near-field X-ray diffraction imaging techniques. J. Synchrotron Radiat. 23, 1474–1483 (2016).
Feynman, R. P. Forces in molecules. Phys. Rev. 56, 340–343 (1939).
Blöchl, P. E. Projector augmented-wave method. Phys. Rev. B 50, 17953–17979 (1994).
Kresse, G. From ultrasoft pseudopotentials to the projector augmented-wave method. Phys. Rev. B Condens. Matter Mater. Phys. 59, 1758–1775 (1999).
Perdew, J. P., Burke, K. & Ernzerhof, M. Generalized gradient approximation made simple. Phys. Rev. Lett. 77, 3865–3868 (1996).
Acknowledgements
This work was supported by the National Natural Science Foundation of China 52304405 (S.M.), 52371034 (Z.C.), and 52204393 (Y.L.). The authors also thank the European Synchrotron Radiation Facility (ESRF) for providing synchrotron radiation facilities under proposal number ma6301 (doi.org/10.15151/ESRF-ES-1830139531). Professional English language editing support provided by AsiaEdit (asiaedit.com).
Author information
Authors and Affiliations
Contributions
S.M., Z.C., M.W., and J.L. conceived the idea. S.M., H.F., G.J., Y.C., Y.L., Y.W., and Y.Z. developed the methodologies. S.M., Z.C., Y.C., and H.C. performed the investigations. S.M., H.F., G.J., Y.L., and S.Z. conducted the data visualisation. Z.C., M.W., and S.N. supervised the research. S.M. wrote the original draft of the manuscript. Z.C., G.J., M.W. and J.L. reviewed and edited the manuscript. All authors helped critically revise the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Che Nan Kuo and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Ma, S., Chen, Z., Fang, H. et al. High-temperature strength in an additively manufactured Al-based superalloy with stable nanoscale eutectic cellular networks. Nat Commun 16, 11361 (2025). https://doi.org/10.1038/s41467-025-66441-0
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-025-66441-0
