
Abstract
An integrated drill string-reamer dynamics model incorporating full-wellbore mechanics was established to characterize Reaming While Drilling vibration mechanisms. The model integrates multi-body dynamics software for constructing reamer geometric configurations and cutter mechanical interactions, with validation through field drilling datasets. Vibration Pattern Analysis of Reamers: optimized drilling parameters achieve 34–52% vibration suppression; stabilizer outside diameter enlargement within engineered parameters achieves 34–52% vibration attenuation; enhanced bit-reamer structural rigidity achieves 39.7% vibration suppression (45% stiffness elevation); Recommend a novel drill string assembly, which demonstrated remarkable vibration suppression performance in offset well field tests. The findings provide critical insights into vibration dynamics mitigation during reaming-while-drilling operations.
Similar content being viewed by others


Deep and ultra-deep well drilling faces complex geological challenges, with frequent occurrences of wellbore instability/collapse, tight hole/stuck pipe, and poor cementing quality—severely constraining exploration and development of deep oil and gas resources1,2,3. To effectively mitigate deep well sticking risks and enhance cementing quality in slim hole sections, Reaming While Drilling (RWD) has emerged as an efficient solution. This technique employs RWD tools in tandem with conventional drill bits to simultaneously enlarge the wellbore during drilling operations4,5.However, under this novel synchronous rock-breaking mode of RWD tools and drill bits, field operations clearly demonstrate that the Bottom Hole Assembly (BHA) experiences significantly intensified vibrational excitations far exceeding those in conventional drilling. Such complex vibration behaviors ( coupled lateral-torsional-axial vibrations) markedly accelerate risks of drill string fatigue fracture, seal failure, and premature tool damage—posing severe threats to operational safety and economic viability. Consequently, in-depth investigation and development of effective RWD vibration suppression methods have become critical and urgent imperatives to ensure safe, efficient application and fully unlock its technical potential.
Zhang et al.6 analyzed relationships between pilot-bit weight-torque distribution and bottom-hole assembly configurations, drilling parameters, and formation strength. Hou et al.7,8 conducted laboratory tests and finite element analysis (FEx) to investigate weight distribution patterns and BHA configuration effects on reamer vibrations during simultaneous drilling-reaming operations. Dushaishi et al.9 developed a BHA torsional vibration dynamics model,
revealing the effects of reamer positioning and cutter aggressiveness on system vibrations during simultaneous drilling-reaming operations. Grymalyuk et al.10 conducted research revealing that stabilizer position, drilling parameters, and weight distribution affect reamer vibrations. Carlos et al.11 developed a simultaneous drilling-reamer-BHA finite element model, revealing triaxial vibration characteristics, weight distribution patterns, and their interaction mechanisms in drill strings. Mollyc et al.12 constructed a reamer-BHA system dynamics model via FEM, systematically analyzing lateral/torsional vibration characteristics; Abdila et al.13 reduced reamer vibrations by adjusting stabilizer dimensions and stabilizer-reamer spacing; Dushaishi et al.14 established a coupled vibration model demonstrating cutter aggressiveness parameters as primary vibration drivers; Zhu et al.15 validated reamer lateral vibration suppression measures through elastoplastic FEA; Mao et al.16 proposed stick-slip vibration mitigation via Weight on Bit(WOB) and Revolutions Per Minute(RPM)using a two-degree-of-freedom model. Huang et al.17 developed a four-degree-of-freedom torsional dynamic model to reveal WOB and torque vibration control mechanisms; Ren et al.18 established a bit-rock interaction coupled model using FEA to analyze PDC bit rock-breaking vibrations, identifying WOB and blade count effects; Sandor et al.19 constructed axial-torsional coupled vibration models based on two-degree-of-freedom lumped parameter systems; Han et al.20 proposed a wave propagation analytical model using vibration transfer matrix methods, significantly reducing computational complexity in full-well drill string systems.
This study constructs a reamer-full well drill string multibody dynamics simulation model using multibody dynamics software, investigating correlation patterns between WOB, RPM, BHA configuration, and reamer vibration modes (lateral, longitudinal, torsional). The findings provide theoretical foundations and engineering guidance for field parameter optimization and vibration control strategy development.
Downhole vibration analytical model
Based on multibody dynamics (ADAMS2020, https://hexagon.com/products/product-groups/computer-aided-engineering-software/adams) integrated with full-well drill string dynamics theory, comprehensive drill string assembly modeling, rate of penetration (ROP) model, and reamer force analysis model from the top drive to the bit were established.
Drill string assembly model
A well in Dagang Oilfield was selected as the case study, with the drill string assembly configuration: PDC bit + double box sub + Stabilizer + float valve with crossover sub + crossover sub + reamer + testing sub + 42 sections of heavy-weight drill pipe + 372 sections of drill pipe. The distance between the bit and the reamer is 6.9 m, and the bit depth is approximately 3993 m. The established reamer model primarily considers its tool body length, OD and ID, as well as the length, orientation angle, and outer diameter of the blades. Figure 1 shows the reamer geometric model and the BHA model.

(a) BHA model. (b) Reamer Geometric Model.
Rate of penetration model
Since rock-breaking simulation is not included in the dynamic simulation, the ROP (rate of penetration) must be modeled using a nonlinear spring-damping function. During the hypothetical rock-breaking process, an axial load acts between the wellbore wall and the reamer, while the wellbore wall interacts with the formation via spring and damping forces. Based on Newton’s second law, the bottomhole dynamic equation is formulated as Eq. (1), the ROP response is shown in Fig. 2, where Fig. 2(a) represents the theoretical calculation of ROP and Fig. 2(b) depicts the software simulation response of ROP:
where m is the mass of the wellbore wall (kg); c is the damping coefficient of the wellbore wall (N/(m/s)), change with well depth; k is the spring stiffness coefficient of the wellbore wall (N/m), change with well depth; g is gravitational acceleration (m/s²); ROP is the mechanical rate of penetration at the bit (m/s); CR is the initial condition for the differential equation governing the ROP input parameter at the bit; Fb is the amplitude of the sinusoidal WOB fluctuation load (kN); a is the constant coefficient term in the sinusoidal WOB fluctuation load.

(a) Represents the theoretical calculation of ROP. (b) Depicts the software simulation response of ROP.
Weight on bit model
The WOB model is constructed using the STEP, VARVAL, and DIF functions in Adams, Eq. (2)~3: the input WOB is introduced into the hookload function via the STEP function, where the hookload function is defined as the sum of the step function of WOB and the integral of the hookload differential function. The hookload serves as the external load applied to the spring-damping dynamics model of the upper drillstring axial system, while the lower end of the upper drillstring axial system is coupled with BHA through spring-damping elements.
HookloadLatch denotes the hookload differential function:
In the equation, MODE denotes the decision parameter, where Drillpipe and Bit represent the positions of the drillpipe and bit along the Z-axis in the coordinate system, and GCS denotes the global coordinate system (GCS).
Reamer force model
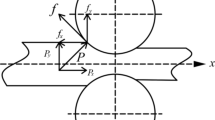
The rock-breaking process is not simulated in the dynamic calculation; hence, a cutting tooth and gauge tooth rock-breaking model is established to simulate this process. During model construction, it is assumed that each cutting tooth on the blade bears an equal WOB. Based on the azimuthal angle and tooth center radius, the equivalent load position on each blade is calculated using the equivalent torque method. Loads are applied to the equivalent teeth to simulate rock-breaking, with the derived functions defined in Eq. (5)~7 and the load application illustrated in Fig. 3.

The force interactions between the hole opener and wellbore wall components are modeled through kinematic joint constraints.
Model validation
To validate the established dynamic model, a comparative analysis was conducted using vibration data from a Dagang Oilfield well during hole-opener drilling. The formation interval corresponds to the Guantao-Dongying Formation, with the drillstring configuration as described in Sect. 1.1. The comparison between simulated and measured results is shown in Fig. 4: Axial acceleration: The RMS value of the measured data is 0.152 g, while the simulated value is 0.126 g, deviating by 17%. Both exhibit similar waveform morphology; Rotational acceleration: The RMS value of the measured data is 26.247 rad/s², and the simulated value is 23.860 rad/s², deviating by 9%. The waveform characteristics also align closely. The model is validated as effective and suitable for parametric analysis of influencing factors.

Comparison between simulated data and measured data.
Vibration influence mechanism analysis of reamer
To elucidate the influence mechanism of reamer vibration characteristics, simulation analysis is conducted leveraging experimental well data from the Dagang Oilfield. The vibration severity is quantified through the Root Mean Square (RMS) values of vibration signals.
Drilling parameters
To evaluate the influence mechanism of drilling parameters on reamer vibration characteristics, vibration analysis is performed using the established dynamic model. The simulation design matrix for drilling parameters is summarized in Table 1.
The analysis results, as presented in Table 2; Fig. 5 (displaying data only for WOB of 25T, 30T, and 35T due to dataset magnitude), demonstrate that the minimum RMS value (0.092 g) occurs at 30T WOB with 40 RPM, while the maximum RMS value (0.245 g) appears at 20T WOB with 90 RPM, indicating a significant positive correlation between vibration intensity and rotary speed (R²=0.83). Within the 40–70 RPM range, each 10T increase in WOB reduces average RMS by 8.7%, but the reduction rate diminishes to 1.2% when WOB exceeds 35T, proving the existence of diminishing marginal effects in parameter optimization. Under high-speed conditions (80–90 RPM), RMS values increase by 161%-266% compared with optimal operating parameters, with 90 RPM scenarios (0.219–0.245 g) exceeding the industry safety threshold of 0.20 g by 9.5%-22.5%. Based on data trends, this study recommends employing a WOB range of 20-35T combined with rotary speeds of 50–70 RPM, which maintains mechanical efficiency while constraining vibrations within the safe range of 0.116–0.145 g. This configuration reduces vibration energy loss by 34%-52% compared with conventional high-speed solutions.

Axial acceleration curves of the reamer at different drilling speeds (25T/30T/35T from top to bottom).
Stabilizer outside diameter
The barrel outer diameter (OD) of the stabilizer was modified to the dimension shown in Fig. 6(a)(Using SolidWorks 2022, https://www.solidworks.com), with corresponding analysis results presented in Fig. 6(b) and (c)., demonstrate that increasing the stabilizer outer diameter from 204 mm to 214 mm reduces axial acceleration RMS values from 0.195 g to 0.087 g (55.4% reduction), rotational acceleration RMS values from 28.365 rad/s² to 19.396 rad/s² (31.6% reduction), and lateral acceleration RMS values from 0.842 g to 0.514 g (38.9% reduction), with vibration amplitude and RMS adopted as evaluation metrics. When the outer diameter exceeds 212 mm, the reduction rates narrow to below 5% across directional accelerations, indicating the existence of an optimal outer diameter threshold. Although the lateral acceleration RMS value (0.514 g) at 214 mm remains higher than the industry safety threshold upper limit (0.25 g), the lateral vibration energy transfer coefficient decreases to 0.61 under industry vibration control criteria. This configuration significantly enhances downhole tool dynamic stability, confirming that enlarging stabilizer outer diameter effectively suppresses BHA vibrations. It is further suggested to prioritize ≥ 212 mm stabilizers combined with RPM optimization for collaborative vibration mitigation, provided that drill string strength permits.
Drill string stiffness between bit and reamer
To investigate the influence of drill string stiffness between the bit and reamer on reamer vibration response(Stiffness variation range, Fig. 7(a)), numerical simulations were conducted on five stiffness configurations (Scenario 1: 15% stiffness reduction; Scenario 2: baseline stiffness; Scenario 3: 15% stiffness increase; Scenario 4: 30% increase; Scenario 5: 45% increase). The results, illustrated in Figs. 7, reveal that axial acceleration RMS decreases from 0.155 g in Scenario 1 to 0.089 g in Scenario 5 (42.6% reduction), rotational acceleration RMS declines from 26.099 rad/s² to 18.794 rad/s² (28.0% reduction), while lateral acceleration RMS reduces from 0.745 g to 0.547 g. Despite this downward trend, lateral accelerations persistently exceed the industry safety threshold of 0.20–0.25 g. The study confirms that enhanced drill string stiffness between the bit and reamer systematically reduces vibration energy, with Scenario 5 demonstrating 39.7% lower total vibration energy compared to Scenario 1.
Drilling test
Based on the aforementioned analysis results, the weight on bit and rotation speed were adjusted to 30T × 60 RPM. A customized centralizer (outer diameter 210 mm with 20% enhanced stiffness) was deployed during drilling operations in the adjacent well of the target wellbore. The sensor array and reamer configuration employed are illustrated in Fig. 8, while the corresponding axial acceleration and rotational acceleration measurements are presented in Fig. 9:The RMS of axial acceleration was 0.11 g, while that of the target well measured 0.152 g, representing a 21.7% reduction; The RMS of rotational acceleration was 12.93 rad/s², compared to 26.247 rad/s² in the target well, with a 50% decrease. These results demonstrate the effectiveness of the implemented vibration suppression measures.

(a) Stabilizer OD Schematic (b) Variations in triaxial acceleration amplitudes and RMS of the Reamer Under stabilizer OD. (c) Triaxial acceleration curves of the reamer under stabilizer OD.

(a) Stiffness variation range. (b) Variations in triaxial acceleration amplitudes and RMS of the reamer under drill string stiffness between bit and reamer. (c) Triaxial acceleration curves of the reamer under drill string stiffness between bit and reamer.

(a) Test sub. (b) Photographs of the stabilizer during running in and pulling out of the wellbore.

(a) Axial acceleation. (b) Rotational acceleration.
Conclusion
This study established a vibration analysis model for reamers using multi-body dynamics software. Through the analysis of vibration characteristics in a case well from the Dagang Oilfield, the following conclusions were obtained:
(1)A vibration analysis model for reamers was established and validated through comparative analysis with field vibration data from a well in Dagang Oilfield. The results demonstrate congruent axial vibration modes with a 17% deviation in RMS, and analogous torsional vibration patterns exhibiting a 9% RMS difference. The observed agreement between modeled and measured vibration characteristics confirms the validity of the proposed model.
(2) Under target drilling conditions, the recommended parameters of 20–35 tons WOB combined with 50–70 RPM rotary speed maintain drilling efficiency while constraining vibrations within a safe range of 0.116–0.145 g. This strategy achieves a 34%-52% reduction in vibration-induced energy loss compared to conventional high-RPM strategies.
(3) An increase in stabilizer OD significantly reduces multi-directional reamer vibrations. When the OD exceeds 212 mm, acceleration reductions across all directions diminish to below 5%, indicating an optimal OD threshold.
(4) Enhanced structural stiffness effectively suppresses triaxial reamer vibrations, with a 45% stiffness increase achieving 39.7% vibration reduction.
(5) Field tests conducted with 30T WOB, 60 RPM rotary speed, 210 mm OD stabilizers, and 20% stiffness enhancement demonstrated 21.7% axial vibration mitigation and 50% rotational vibration suppression, confirming the methodology’s efficacy.
Data availability
The datasets used and analyzed during the current study available from the corresponding author on reasonable request.
References
Su, Y. N. et al. Status and research suggestions on the drilling and completion technologies for onshore deep and ultra deep wells in China. Oil Drilling & Production Technology 42 (5), 527–542 (2020).
Wang, H., Ge, Y. & Shi, L. The current status, challenges, and development direction of deep and ultra deep well drilling and completion technology during the 13th five year plan period. Nat. Gas. Ind. 37 (4), 1–8. https://doi.org/10.3787/j.issn.1000-0976.2017.04.001 (2017).
Wang, B. & Zhang, W. Research on current status, challenges and development trends of oil drilling engineering technology. Chem. Eng. Des. Commun. 45 (11), 252–253 (2019).
Barrett, M. et al. Dynamic BHA modeling of hole enlargement while drilling leads to ROP improvement in gulf of Mexico. Offshore Technol. Conf., (2010). https://doi.org/10.4043/20370-MS
Denney, D. Technology applications. Journal of Petroleum Technology 59 (4), 26–27. (2007).
Hou, F. X. et al. Experimental study on the distribution law of drilling pressure during drilling expansion. Petroleum Mach. 52 (5), 32–39. https://doi.org/10.16082/j.cnki.issn.1001-4578.2024.05.005 (2024).
Hou, F. X. et al. The influence of drilling tool assembly on the vibration of eye expander. Petroleum Min. Mach. 51 (4), 1–11 (2022).
Zhang, J. et al. Research on the combination of drilling tools and optimization of drilling parameters while drilling. Petroleum Mach. 49 (02), 22–27. https://doi.org/10.16082/j.cnki.issn.1001-4578.2021.02.004 (2021).
Dushaishi, M. F. A. & Stutts, D. S. Vibration analysis of simultaneous drilling and reaming BHA. J. Petroleum Explor. Prod. Technol. 10 (8), 1–9. https://doi.org/10.1007/S13202-020-00977-3 (2020).
Grymalyuk, S. & Schimanski, M. New innovative underreamer technology simultaneously drilled and reamed with two activated reamers. SPE/IADC Drilling Conference and Exhibition. (2017).
Carlos, P. T. & Henry, B. Application of advanced dynamics modeling significantly improve the stability of the rotary steerable drilling with roller reamers. IPTC International Petroleum Technology Conference. (2009).
Molly, C. & Femando, V. Managing downhole vibrations for Hole-Enlargement-While-Drilling in a deepwater environment: a proven approach using drill string-dynamics model. SPE Latin America and Caribbean Petroleum Engineering Conference. (2010). https://doi.org/10.2118/139234-MS
Abdila, S. F. Anuraga. A Successful High-Radio Hole Opening Utilising a Dual Under reamer Saved Drilling Time in a Shale Gas Exploration Well[C]. IADC/SPE Asia Pacific Drilling Technology Conference and Exhibition. Society of Petroleum Engineers. (2018).
Aldushaishi, M. F. et al. Stick-slip investigation of dual drilling and reaming bottom hole assembly. Proc. Inst. Mech. Eng. C: J. Mech. Eng. Sci. 236 (3), 1352–1362. https://doi.org/10.1177/09544062211018485 (2022).
Zhu, X. et al. Analysis of reamer failure based on vibration analysis of the rock breaking in horizontal directional drilling. Eng. Fail. Anal. 37, 64–74. https://doi.org/10.1016/j.engfailanal.2013.11.016 (2014).
Mao, L. et al. Dynamic characteristic response of PDC bit vibration coupled with drill string dynamics[J]. Geoenergy Sci. Eng. 233, 212524. https://doi.org/10.1016/j.geoen.2023.212524 (2024).
Huang, Z. et al. Investigation of PDC bit failure base on stick-slip vibration analysis of drilling string system plus drill bit. J. Sound Vib. 417, 97–109. https://doi.org/10.1016/j.jsv.2017.11.053 (2018).
Ren, F. & Wang, B. Modeling and analysis of stick-slip vibration and bit bounce in drill strings. J. VibroEng. 19 (7), 4866–4881 (2017).
Divenyi, S. et al. Drill-string vibration analysis using non-smooth dynamics approach. Nonlinear Dyn. 70 (2), 1017–1035. https://doi.org/10.1007/s11071-012-0510-3 (2012).
Han, J. H., Kim, Y. J. & Karkoub, M. Modeling of wave propagation in drill strings using vibration transfer matrix methods. J. Acoust. Soc. Am. 134 (3), 1920. https://doi.org/10.1121/1.4816539 (2013).
Acknowledgements
We acknowledge financial support from the National Major Science and Technology Project of China (2016ZX05038), Scientific Research Fund Project of the National Engineering Research Center for Oil and Gas Drilling and Completion Technology (F2023239), Science and Technology Development Project of China National Petroleum Corporation(2022ZG06).
Author information
Authors and Affiliations
Contributions
Y.L.K wrote the main manuscript text and C prepared all figures.S completed on-site experiments .All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Fusheng, Y., Yuchun, K., Bin, L. et al. Vibration behavior analysis of reamers based on drill string dynamics. Sci Rep 15, 39765 (2025). https://doi.org/10.1038/s41598-025-23426-9
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-23426-9
