
Abstract
Closed-cell photopolymer 3D printing remains out of reach for traditional vat-based Digital Light Processing (DLP) because entrapped resin is challenging or impossible to remove after printing. For parts with internal cavities, this introduces issues such as excess weight, reduced accuracy, and limited functionality in the printed object. This work introduces thin-film DLP, enabling accurate fabrication of hollow internal cavities in resin-printed parts. A thin-film casting approach is employed to eliminate the resin vat, achieving uniform deposition and selective curing of thin resin films layer-by-layer. This approach achieves near-zero resin entrapment (<1 wt% of the desired part weight v.s. >150 wt% with conventional vat-based method). Printing of enclosed cavities as small as 750 μm in diameter is demonstrated, along with up to a 25-fold variation in stiffness by adjusting internal cavity geometry. Furthermore, by significantly minimizing resin cross-contamination and cleaning complexity, this method streamlines the process of multi-material 3D printing, enabling prints with dissolvable support structures and capacitive sensing capabilities. The thin-film DLP approach facilitates the printing of complex, functionally graded multi-material models with internal cavities, expanding the capabilities of 3D printing for applications such as biomedical devices, soft robotic actuators, and integrated structural electronics.
Similar content being viewed by others


Introduction
Digital Light Processing (DLP) enables rapid, high-precision additive manufacturing by selectively curing photopolymer resins through digital light projection in a layer-by-layer process1,2,3,4. A significant advantage of DLP is its compatibility with a wide range of photosensitive resins, which can be tailored for specific functional properties including strength2, flexibility5, biocompatibility6,7,8, and optical clarity9, enabling the fabrication of highly versatile and functional structures10. Various DLP architectures have been developed to optimize resin delivery and layer formation, including vat-based, continuous, and film-based coating systems. Conventional DLP systems typically rely on a vat-based method, where the photopolymer resin is stored in a reservoir and the printed object is progressively printed layer by layer via exposure to projected light11. This vat-based approach delivers excellent resolution, surface quality, and build speeds12, and recent advances have introduced multi-material printing capabilities through sequential transitions between multiple resin reservoirs13,14,15,16,17.
Despite these strengths, conventional vat-based DLP printing faces substantial challenges when fabricating complex internal geometries, especially internal cavities, channels, and voids14,18,19. As demonstrated in Fig. 1, such structures inherently trap uncured resin within internal voids, since there is no available pathway for its evacuation after printing20. Consequently, the residual resin remains permanently enclosed, adding unnecessary weight and potentially compromising the mechanical integrity and functionality of the printed parts. Practically, this issue has rendered precise, hollow, internal-cavity structures impossible to achieve with standard vat-based DLP methods. This is particularly limiting given the high value of enclosed voids and closed-cell structures in engineering applications. Closed-cell geometries exhibit high stiffness at low density, while also offering potential for thermal insulation and vibration damping through controlled porosity and internal architecture21,22. An additional limitation of vat DLP is print-through, or z-overcure, on overhangs: light penetrates beyond the printed layer and cures the resin located behind it, harming tolerances and narrowing internal channels23.

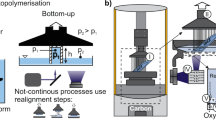
a Thin-film DLP 3D printing schematic. b The resin thin film is created by a fixed film applicator spreading a resin bead as the circular build platform rotates. c After a layer is printed, residual resin (or solvent) is wiped away from the part and build platform by silicone wipers. d Comparison between DLP 3D printing methods and radar chart comparing representative photopolymerization strategies, including conventional vat-based, tape-cast, droplet-based, and the proposed thin-film DLP process. e Enclosed cavity print results: on the left, hollow prints using traditional vats versus the thin-film method are compared. While traditional printing results in entrapped resin and considerable extra weight, the thin-film method produces hollow parts with negligible amounts of entrapped resin. On the right is a cube with mm-scale closed internal cavities arranged in an face-centered cubic crystal structure.
Moreover, the vat-based approach complicates high-quality multi-material printing due to significant resin carry-over and cross-contamination when transitioning between different materials24,25,26. Advanced cleaning procedures between layers – such as high-pressure air27, centrifugal spinning15, or ultrasonic methods14 – have substantially improved multi-material print quality, though challenges remain in fully eliminating material carry-over, alignment complexities, and associated increases in printing time. Recent vat-free or film-based DLP approaches, including meniscus-assisted28 and tape-cast resin spreading systems (e.g., commercialized Admatec system29 and BCN3D’s VLM printer30), have demonstrated effective film formation without resin vats. However, these systems are typically limited to single-material operation or have not yet demonstrated the capability to simultaneously print with multiple resins or fabricate fully enclosed internal cavities without resin entrapment.
Building upon these prior film-based coating concepts, we developed a thin-film DLP approach that extends the method to multi-material printing and enables fully enclosed cavity fabrication that addresses many of these limitations by substituting the traditional resin vat with a planar film-based resin delivery method. Instead of immersing the build platform in a reservoir, this method precisely deposits thin layers of photopolymer resin onto a PET release film, curing only the resin required for each layer. This technique significantly reduces internally trapped resin in prints, enabling the clean fabrication of internal voids, control over mechanical properties, and the production of complex geometrical prints using a secondary soluble material. Thin-film DLP is employed to print functional multi-material devices, including a capacitive proximity sensing system. Additionally, thin-film DLP is used to fabricate models with both complex overhangs and self-supported internal cavities. To the best of our knowledge, this demonstration represents the first reported instance of effectively incorporating complex internal, closed-cavity structures into DLP-printed objects.
Results
Thin-Film DLP Printing Process
First, the system and workflow of the proposed thin-film DLP printing method are presented. As illustrated in Fig. 2a, b, the system is designed to address the challenge of residual resin in enclosed cavity structures through the precise control of resin dispensing and cleaning mechanisms. The printing setup comprises the resin supply system, leveling device, printing device, and residual resin removal device. These components work in coordination to achieve efficient multi-material and internal void DLP printing by minimizing excess resin residue on the part during printing. A detailed explanation of the hardware and printing process can be found in the Movie S1.

a The printing process contains four primary stages: Stage I - resin (or solvent) supply, Stage II - thin film formation by film casting, Stage III - curing (or solvent washing), and Stage IV - wiping excess resin or solvent from printed parts and the PET film. b 3D hardware illustration of the printing stages, showing the physical setup and key components for resin supply, film formation, curing, and resin removal. c Two-material printed checkerboard pattern printed with solvent washes between material changes, with tiles of 1 mm and 0.5 mm width.
Each printing cycle contains four stages, which start as the material supply system dispenses a resin through a nozzle onto the release film (defined as Stage I - resin supply). Thereafter, the printing platform rotates, and a fixed metal film applicator levels the resin to form a uniform, thin film with precisely controlled thickness (i.e., Stage II - thin film casting, as illustrated in Fig. 1b. In this process, it is essential that the dispensed resin form a continuous film of predetermined thickness approximately equal to the layer height on the release substrate. The liquid film thickness was experimentally calibrated by curing and measuring the resulting solidified film (see details in Fig. S1). In this process, the dispensed resin forms a continuous film of controlled thickness that is set independently of the cured layer height. In our system, the resin film can be formed as thin as ≈ 25 μm; for most prints with a layer height of 50μm we used a resin film thickness of ≈ 100 μm to ensure complete coverage. In our system, polyethylene terephthalate (PET) was chosen for the release film because its comparatively higher surface energy promotes the spreading of resin into a continuous layer instead of retracting into beads. Using a PET release sheet and a constant doctor-blade speed of (6mm/s), uniform layers with thickness ≈ 100 μm were consistently obtained for all resins evaluated. The resins used in this study are detailed in the Methods section, and corresponding properties are summarized in Table S1. In particular, the viscosities of tested material span a range from 150 to 2300 mPa ⋅ s, and their suitability for thin-film formation on PET substrates was evaluated experimentally by contact angle measurement (see Fig. S2 and Fig. S3).
Thereafter, the build platform rotates again, and the resin thin film is brought over the light projector. In Stage III - curing, the build platform is lowered to contact the resin layer on the release film, and a UV projector with a wavelength of 405nm projects the sliced model image onto the resin layer, curing the exposed resin into the desired shape. After exposure, the build platform is lifted, separating the cured layer from the release film. This is followed by Stage IV - cleaning. With the use of thin-layer resin in the setup, minimal cleaning is needed. The resin cleaning system consists of one fixed upper wiper and two lower wipers mounted on a rotating platform. During operation, the lower wipers rotate with the platform to clean the bottom surface of the model and the film applicator, while the fixed upper wiper cleans the PET film as well as the lower wipers. This configuration ensures thorough removal of residual resin from all relevant surfaces (Fig. 1c).
These four stages are run iteratively, and the multi-resin supply system precisely controls the type and amount of resin dispensed onto the build platform during each cycle. For highly detailed multi-material or internal cavity printing, a solvent cleaning cycle can be added to the process. This cycle follows the same four-stage sequence, with the solvent (containing 75% ethanol (EtOH) and 25% deionized water) being dispensed in Stage I and used as a cleaning bath in Stage III. As illustrated on the right of Fig. 2a-III, during the process of solvent cleaning, the printed part is dipped into the solvent, and the platform performs two reciprocating rotations at 2 rad/s to effectively remove residual resin. In single-material cavity printing, a solvent cleaning cycle can be inserted after each printed layer to improve dimensional accuracy. For multi-material printing, the solvent cleaning cycle ensures clean transitions between resin cycles when switching materials (see Movie S2). Aided by solvent cleaning, thin-film DLP can achieve high-fidelity multi-material printing, as demonstrated in the dual-color checkerboards shown in Fig. 2c. The resolution of high-fidelity tile widths using two distinct resins is between 500 μm and 1;mm. Note that when solvent washing is used, the printing time per layer with dual-material deposition is approximately 50–70 seconds, resulting in a comparable level of both printing speed and resolution to state-of-the-art multi-material DLP systems equipped with residual resin cleaning15.
Performance in Cavity Printing and Comparisons
The capability of the thin-film DLP method to print enclosed cavities is first shown in Fig. 1(e). Conventional vat-based methods trap significant amounts of resin when printing hollow shell models such as a sphere (20mm radius) or ellipsoid (15 × 20 mm), both with 2mm wall thickness. Specifically, using vat-based printing, the final weights of these model are significantly higher than their theoretical values – 4.95 g v.s. 1.61 g (3.1 times higher than desired) for the hollow sphere and 2.82 g v.s. 1.09 g (2.6 times higher than desired) for the hollow ellipsoid. In vat-based printing, the printed part is submerged in the vat during printing (as shown in Fig. 1d), resulting in significant resin entrapment with no means to remove excess resin from internal cavities during post-processing. Figure 1(d) provides a radar chart comparison of thin-film DLP with other DLP methods, illustrating its added strengths in clean material transitions and enclosed-cavity fabrication alongside competitive performance in speed, scalability, and resin compatibility.
In contrast, thin-film DLP significantly reduces residual entrapped resin by precisely controlling the film thickness during each coating cycle. Notably, by using thin-film casting for each layer, and without solvent washing, the minimal amount of excess entrapped resin leads to deviations of only 1.3% and 0.7% from the final printed weight for the sphere and ellipsoid models, respectively. The printing process can also be found in Movie S3.
To characterize the internal cavity structures of the printed parts, X-ray computed tomography (CT) was performed using a GEVtomexs micro-CT system (maximum tube voltage 240 kV and maximum power 320 W) equipped with dual X-ray sources. The system provides a spatial resolution of 1 μm, enabling accurate 3D reconstruction of internal cavity features. As shown in Fig. 3a, a solid cube containing spherical cavities with diameters ranging from 10 mm to 0.5 mm was printed, where the equivalent diameter was calculated based on the mean radial distance of mesh vertices from the center of gravity of the cavity (i.e., assuming a near-spherical geometry). Specifically, the average radius was determined from the distribution of vertex-to-center distances, and the cavity diameter was obtained as twice the mean radius. The same cavity size calculation procedure was applied consistently to all CT-based measurements reported in this work.

a A 3D model incorporating enclosed cavities ranging from 10 mm to 0.5 mm in diameter, alongside a corresponding CT-scan reconstruction of the 3D printed model. b Comparison between the theoretical (designed) cavity diameters and the actual average diameters measured via CT scanning. c Absolute value error of printed diameters from the desired diameters for different internal cavity sizes. Inter-layer solvent washing was not used for these prints, yet the error remains low and highly consistent (sub-one-layer variation) between different cavity sizes.
The CT scan of the printed model reveals the successful fabrication of cavities down to 2mm in diameter, while cavities with nominal diameters of 1mm and 0.5mm were not observed in the CT reconstruction - since these feature size is far larger than the CT spatial resolution, their absence reflects print defects rather than CT resolution limits. Additionally, as shown in Fig. 3b, the measured diameters of the printed cavities closely match the theoretical values for those above 1 mm in diameter. Quantitatively, cavities with diameters ≥2 mm exhibited a mean error of 0.36 mm and a standard deviation of 0.04mm, with deviations primarily localized near the top and bottom surfaces of the cavities (as illustrated in the bottom of Fig. 3a). This reflects minor anisotropy introduced by the layer-by-layer printing process, as the cavities deviate slightly from perfect spheres in the vertical direction.
Thin-film DLP consistently produces cavities 2–10 mm in diameter with a nearly constant dimensional error around 360 μm; however, sub-2 mm features are hindered by resin that cannot be readily drained from small geometries. To address this challenge, an inter-layer solvent wash was introduced during the printing process, as described in Sec. d. The solvent wash enhances cavity fidelity by dissolving and flushing residual resin from the cavity walls and print surface. As a result, less resin is retained in small features, leading to improved dimensional accuracy and cavity formation. Figure 4a–c reveals that the wash raises the cavity-formation success rate down to a 1.3 mm design diameter (mean printed diameter ≈ 750 μm); without the solvent wash, the smallest reproducible cavity has a CAD diameter of 1.7 mm. Dimensional error grows near this lower limit, yet remains markedly lower than in prints without the solvent washing step. Because the solvent is delivered through the same pumping system as the printing resins, this upgrade adds no resin delivery hardware and can be used in the practical demonstrations that follow.

a Test model with internal cavity diameters ranging from 1 to 2 mm. b Printing success rate (hollow vs. filled) of hollow internal cavities as a function of cavity diameter, with and without inter-layer solvent washing during printing. c Designed versus printed dimensional errors as a function of cavity diameter, for samples printed with and without solvent wash. d Cubes with enclosed spherical cavities of varying design diameters, arranged in face-centered cubic (FCC) lattice structures. The prints utilize two materials: a stiff white resin (Young’s modulus = 21.9 MPa) and a softer transparent resin (Young’s modulus = 2.1 MPa), enabling mechanical contrast with the internal lattice cavity structure. e Close-up view of a printed cube fabricated with transparent resin. f, g Comparison of cyclic compression behavior for a solid cube, versus a model with internal FCC lattice cavities. The transparent resin (f) is relatively soft compared with the white resin (g). h, i Compression test results demonstrating tunability of structural stiffness.
Cavity-Based Stiffness Control
In an attempt to methodically vary stiffness, objects were printed with varied internal cavity diameters. As shown in Fig. 4d, thin-film DLP was used to print cubes with internal cavities arranged in face-centered-cubic (FCC) lattices. The internal cavity diameters were systematically varied, enabling precise modulation of the parts’ effective stiffness31. Compared to open-cell structures, closed-cell FCC architectures block inter-pore fluid flow, enable buoyancy, improve thermal insulation, and maintain a nearly isotropic elastic response that is comparable to that of open-cell counterparts at the same density32.
In the printed FCC structures (illustrated on the right of Fig. 4(d)), the distance between cavity centers for nearest neighbors is d = 3.2 mm, corresponding to a lattice parameter of \(a=\sqrt{2}d=4.53\,\,\text{mm}\). A total of 32 enclosed spherical cavities are embedded and arranged in a multi-layered configuration, repeated across four stacked planes (each plane consisting of 8 uniformly distributed cavities). The stiffness of the printed parts was systematically adjusted by changing the diameters of the internal cavities, ranging from 1.3 mm to 2.6 mm. Using thin-film DLP with inter-layer solvent washing, this corresponded to final printed diameters of approximately 0.75 mm to 2.2 mm.
Compression tests were used to validate stiffness modulation. A microcomputer controlled universal testing machine (WDW-10C, Shanghai Hualong Test Instruments - see Fig. 4f with a constant compression speed of 8 mm/s was used for these tests. The load-displacement curves are illustrated in Fig. 4f, g where the most hollowed-out model is compared with a fully solid model (i.e., the leftmost print shown in Fig. 4d). It can be seen that larger cavity diameters significantly reduce stiffness, as evident from the displacement-to-load curves. In Fig. 4i, the equivalent Young’s modulus is plotted against estimated cavity diameter, showing a clear trend of decreasing stiffness as internal cavity size increases. The transparent resin material with a lower baseline Young’s modulus (2.1 MPa) exhibits a stiffness variation from 0.36 MPa to 2.1 MPa—corresponding to a nearly 6-fold difference. In comparison, the white resin with a higher baseline modulus (21.9 MPa) shows a range from 0.9 MPa to 21.9 MPa, indicating nearly a 25-fold difference.
This control of stiffness through cavity design demonstrates the versatility of the system for applications requiring tunable mechanical properties, such as soft robotics and lightweight structural components33, where closed-cell structures are important.
Multi-Material DLP for Proximity Sensing
Next, thin-film DLP was used to print a multi-material, capacitive proximity sensor. The design of the proximity sensor is inspired by the works of Chen et al.34 and Li et al.35. As illustrated in Fig. 5a, the sensor consists of two vertically intersecting conductive pathways arranged in an orthogonal configuration. The sensor features four sensing points, each located at the intersection of the upper and lower conductive paths. A non-conductive standard resin was used as the substrate, and an ionic conductive resin was integrated to form the sensing electrodes, enabling fully printed, integrated sensor structures.

a Sensor fabricated using the proposed method with two materials: a primary tough resin and a secondary resin with ionic conductivity. b Experimental setup for proximity sensing tests. c Time-resolved measurement of capacitance and corresponding distance between the object and sensor, demonstrating the sensor’s repeatable response to periodic distance variations. d Capacitance-distance curve fitted with a fourth-degree polynomial. The gree color indicates the high-sensitivity range (0–10 mm), where the capacitance changes most rapidly.
Because each conductive trace was printed in place rather than assembled post-fabrication, consistent performance was expected. Capacitive proximity sensing relies on parasitic capacitance: when a non-grounded object nears the sensor, the electric field is altered and the effective capacitance decreases36. To test this capability, the sensor-to-target distance was varied by mounting an object to a screw-driven linear actuator (Model HLB, Handpi Instruments Co., Ltd.; stroke: 150 mm, accuracy: ± 0.5%), powered by a servo motor, as shown in Fig. 5b. The fabricated sensor was placed on a horizontal surface, with a metal probe vertically approaching the sensing points.
The sensor reliably detected the cyclical movement of the object within a range of 0–40 mm, as evidenced by the data in Fig. 5c. Figure 5c plots capacitance (9.55–9.80 pF) against probe distance, confirming a repeatable response over several cycles. The peaks and valleys in the graph correspond to the probe’s approach and retraction, demonstrating stable and repeatable proximity sensing. Fig. 5d shows the capacitance-distance curve over a displacement cycle. A fourth-degree polynomial fit reveals a monotonic increase, with detected steepest slope with sensitivity as 17.9 fF/mm occurring within 0–10 mm.
The proximity sensing capability of the printed object can also be found in the Movie S4. These results highlight the sensor’s precision and reliability, making it a practical solution for applications requiring the detection of objects in confined or dynamic environments.
High-Resolution Multi-Material DLP
We further test the capability of the proposed thin-film DLP, which is used to print three progressively complex multi-material parts that demonstrate (i) soluble support removal, (ii) simultaneous hard/soft material integration, and (iii) self-supported internal hollow cavities. Figure 6b shows a 3D space-filling Hilbert curve with complex internal overhanging surfaces, requiring internal supports for stabilization during printing. Support structures in the interior of the print are difficult to manually remove in conventional single-material DLP processes. To address this, the Hilbert curve was printed using a commercial printing resin, while encapsulating support material was printed with a secondary resin that is water-soluble after polymerization (detail presented in Sec. d). The supports were designed via Boolean subtraction of the space-filling Hilbert curve from a cube. After printing, the structure was immersed in room-temperature, neutral-pH water, dissolving the support material without leaving residue or damaging the cube.

a Multi-material printed parts can be immersed in room-temperature, neutral-pH water to dissolve the soluble supports. b, c A portion of a 3D Hilbert curve printed using a combination of tough resin and water-soluble support material. d, e A denture model fabricated using three distinct materials: hard white resin, soft gum-colored resin, and a water-soluble support material. f, g A dragon model with internal self-supporting cavities37, printed using a hard resin and a secondary water-soluble material. h Illustration of the dragon model’s self-supporting internal cavity structure, along with a magnified view highlighting printed details.
Building on the soluble support strategy, Fig. 6d integrates a third, mechanically distinct material to produce a denture model of gums (soft), teeth (rigid), and a water-soluble support base. Soluble support material enveloped the model during printing, ensuring stability and eliminating the need for mechanical support removal. This demonstration shows a potential improvement upon the commercial process for 3D printing dentures, which involves separately printing the gums and teeth, followed by manually bonding them together after printing and post-processing. Soluble support material enables straightforward, simplified support removal, while the in situ integration of gum and enamel materials into a monolithic part removes the need for assembly after printing.
Finally, Fig. 6f–h demonstrates the versatility of thin-film DLP by printing a complex dragon model with both external overhangs and hollow internal cavities. Internal hollowing lowers part weight and resin usage, while the water-soluble exterior supports simplified post-processing while supporting fragile overhangs during printing. As seen in Fig. 6f, the cavities in the as-printed model are hollow with no internal supports needed to maintain structural integrity during the printing process, such that only a thin outer shell is needed in some regions of the print37. After the soluble support regions are removed, as illustrated in Fig. 6h, the final dragon model retains its intricate geometry and fine details. The as-printed part weighs 12.3 g, compared to the 16.8 g predicted for an equivalent solid geometry, which is only about 1% above the theoretical printed mass, confirming negligible residual resin entrapment.
Discussion
The above printing results demonstrate the adaptability and effectiveness of thin-film DLP in fabricating multi-material parts with intricate internal void structures. While the proposed thin-film DLP printing system significantly enhances the fabrication of enclosed cavities and multi-material structures, several areas remain for future improvement and discussion. In this work, the minimum achievable cavity size reported to be stable is 750 microns, constrained by factors such as layer thickness, optical resolution, and resin viscosity. Refining the film-coating mechanism could enable finer cavity features.
Resin viscosity mainly affects the flow behavior in the thin-film casting process, including dispensing, extrusion time, and material exchange efficiency. Lower-viscosity resins generally allow faster material supply, whereas higher-viscosity resins often require longer supply times to obtain uniform film coverage. However, printing resolution and feature quality are not controlled by viscosity alone. Instead, they depend on whether the cast film remains stable after spreading, which is governed by the wetting interaction between the resin and the substrate. When wetting is favorable, uniform films and clear features can be obtained over a wide viscosity range, while poor wetting leads to rapid film retraction and loss of feature quality regardless of viscosity. Detailed experimental studies and discussion on the effects of resin viscosity and surface wetting are provided in supplemental information Fig. S2, with contact angle measurements on PET and FEP substrates data.
Compared with existing methods for multi-material DLP printing, our system demonstrates comparable printing efficiency while exhibiting a superior capability to fabricate models with internal cavities using a thin-film-based approach. In our printing process, the photopolymerization exposure time for a single resin layer ranges from 2–5 s (depending on the resin used) followed by an optional intermediate cleaning step lasting approximately 4 s. Currently, the platform rotation and resin supply steps dominate the overall cycle time, requiring about 10 s per material switch (to be further reduced through hardware optimization). For reference, existing methods14,38 generally take a few minutes for material switching and clearing, and those works that optimize for material switching—such as residual resin removal via centrifugal force15—achieve a similar switching time of around 10 sec.
Based on our test, layer thickness directly influences the effective resolution of multi-material photopolymerization. Thinner layers reduce z-direction over-curing and improve confinement of each deposited material, which is beneficial for preserving small features and sharp material interfaces; however, in multi-material printing, decreasing the layer thickness proportionally increases the number of material-switching cycles and thus the total printing time. Additionally, with the checkerboard test structures, both 0.1 mm and 0.05 mm layer thicknesses yield a minimum resolvable feature size of approximately 0.5 mm, below which adjacent features merge and become indistinguishable. While the 0.05 mm layers exhibit improved edge sharpness and interfacial definition, the overall resolution appears to be limited by factors such as resin properties and projector resolution. These properties will be explored in future work.
It is also worth noting that solvent washing was limited to a brief rinse to remove surface residues after photopolymerization. Under these conditions, solvent exposure is not expected to appreciably affect the mechanical properties of the printed structures. As reported in39,40, and as further supported by our durability tests (Fig. S4), even prolonged immersion in the solvent for 60 second per layer wash time results in changes of less than 5% in the breaking force of the printed structure, indicating that the printed structures are mechanically stable under the washing conditions used.
An interesting future direction for the proposed method is to explore its use for fabricating functional devices with embedded channels, conductive pathways, and sealed compartments, enabling fully integrated functional manufacturing. Since the process can cast and process films at least as thin as 25 μm, sub-50 μm channels may be feasible to produce with the appropriate printing parameters and would be worth exploring.
In this work, we present the development and demonstration of a thin-film DLP printing system that enables the accurate fabrication of multi-material parts with hollow internal cavities. By employing a thin-film casting approach, this method eliminates the resin vat, allowing for uniform deposition and selective curing of resin layers while effectively addressing the issue of resin entrapment. The system achieves near-zero resin retention, enabling the printing of enclosed cavities as small as 750 μm in diameter with high accuracy. With the help of these capabilities, up to 25-fold variations in stiffness were achieved by systematically adjusting internal cavity geometries, highlighting thin-film DLP’s potential for producing lightweight, functionally graded structures. In addition to eliminating resin entrapment, the thin film process has promise as a method to substantially reduce print-through on overhangs by constraining resin to the current print layer, which should be investigated further in future work. Additionally, minimized resin cross-contamination and reduced cleaning complexity streamline multi-material 3D printing, facilitating the fabrication of dissolvable support structures, capacitive sensing elements, and other functionally integrated components. These advancements significantly expand the capabilities of 3D printing in areas such as biomedical devices, soft robotics, and integrated electronics, offering a robust and versatile solution for complex, multi-functional part production. Future work will focus on refining the system to achieve finer cavity resolutions and broader material compatibility.
Methods
Materials
Thin-film DLP printing is compatible with a wide range of photopolymers with diverse properties and functionalities. A variety of resin materials were used in this project, the rigid black and white resins in Fig. 2d were provided by SUMAOPAI. The transparent rigid material in green, shown in Figs. 1e, 5a, 6e, g, h, was sourced from ANYCUBIC Tough Resin. Soft materials include the white flexible resin in Figs. 3a, 4a, d, e, which is RESIONE F69, and the transparent soft resin used in Fig. 4d, SUMAOPAI LCD Elastic Resin. The conductive soft resin used in Fig. 5a is an ionically conductive material also supplied by SUMAOPAI. For dental components, the white tooth material shown in Fig. 5f is ANTINSKY Temporary Dental Resin, and the gingiva material is ANTINSKY Gingiva Resin.
As previously mentioned, PET was chosen as the transparent release film used for printing. PET is relatively polar and has sufficient surface affinity for acrylate resins, enabling the formation of uniform and stable ≈ 25 − 100 μm films after the doctor blade pass. This makes PET a superior material in thin-film DLP compared to polydimethylsiloxane (PDMS) or fluorinated films such as fluorinated ethylene propylene (FEP), which have very low-energy, non-polar surfaces. On those substrates, most resins de-wet and separate, preventing the consistent layer thickness required for thin-film DLP. PET strikes the right balance, as it provides good wetting for film formation while maintaining sufficiently low adhesion to ensure the cured layers peel off cleanly. It’s also worth mentioning that PET exhibits high optical transmission across the visible and near-UV spectrum, including wavelengths near 405 nm41, and therefore does not significantly attenuate the projected light used in this study.
The integration of a fully dissolvable support material into the multi-material thin-film printing process enables the fabrication of complex structures that can be freed from their supports through simple dissolution, significantly simplifying post-processing and expanding the range of achievable geometries42,43,44. Building on prior work by Xu et al.13, where multi-material printing used base-catalyzed ester hydrolysis and a strong NaOH solution for support removal, this approach used an acrylate-based water-soluble resin formulation. Upon immersion in neutral-pH water, the printed support material fully dissolves within 2 h, eliminating the need for harsh chemicals or elevated temperatures and greatly improving safety and ease of post-processing.
It is worth mentioning that water-soluble resin with water-like viscosity was found to be unsuitable for forming continuous thin films on PET substrates under the present coating conditions and therefore the soluble material was dispensed and printed as large beads, resulting in parts that were fully encased in dissolvable support material. To further investigate the origin of the film formation failure, static contact angle measurements of the water-soluble resin on PET and FEP substrates were performed (Fig. S2). Although the water-soluble resin exhibits a lower contact angle on PET than several higher-viscosity resins, indicating improved initial wetting, it still fails to form a stable thin film and rapidly retracts into discrete droplets after blade coating. This behavior is attributed to the combined effects of insufficient interfacial stability and extremely low viscosity, which promote rapid capillary-driven dewetting before film stabilization.
Hardware, Slicing Algorithm, and Printing Parameters
A 3D projection light engine (model SMPDZ50T10ASF, DZ Series, 4K resolution supplied by TMSUMAOPAI) is employed as the optical source for photopolymerization. The system integrates a 0.47-inch 4K digital micromirror device (DMD) chip developed by Texas Instruments, with a native resolution of 3840 × 2160 pixels. It utilizes a 405 nm LED light source, delivering an optical output power of 3 W and a contrast ratio of 1000:1. The optical engine operates at a working distance of 199.3 mm and achieves an in-plane pixel size of 50 μm. The exposure area for this configuration is 192 mm × 108 mm, with an optical distortion rate of 0.2%. Custom 3D models were designed in Blender prior to slicing. A custom-developed multi-material slicing software was implemented in Python using PyVista, OpenCV, and PyQt6, allowing for different materials and projected light intensities to be cured in any given layer (as illustrated in Fig. 1a).
Additionally, we have open-sourced the slicing software developed for multi-material thin-film DLP, with further details and access information provided in Fig. S3, and the corresponding slicing images for the printed dragon model (Fig. 6g) are available in the GitHub repository together with the source code and the representative cross-sectional slicing images of the printed dragon model are included in the Supplemental Information, and the corresponding slicing images for printed denture (Fig. 6d) and dragon model (Fig. 6g) can be found in Fig. S3. The sliced layers are exported as binary images (resolution as 3840 × 2160), enabling parallel processing and synchronized printing of multiple materials.
For all the printing results reported in this work, a layer thickness of 50μm is used. Depending on the resin used, the exposure power was set to between 10% and 50% of the maximum output power, resulting in an effective light intensity range of approximately 1.45 to 7.24 mW/cm2 estimated using the manufacturer’s reported values of total light output. The exposure time per layer was uniformly set to 2.5 s, with the initial 5 layers cured at an extended exposure time of 5 s to enhance adhesion to the build platform. For single-material prints, the total time required per each layer ranged from 15 to 20 s, with variations primarily caused by differences in resin viscosity affecting material dispensing speed. The resin delivery system utilized a stepper motor-driven pump operating at a feeding rate of 0.5 mL/s–1 mL/s, while the rotating platform was maintained at an angular speed of 0.785 rad/s. The Z-axis lifting speed during the separation process was set to 3 mm/s.
Data Availability
All data generated or analysed during this study are included in this published article and its supplementary information files. Any additional data apart from what is provided within the manuscript can be supplied upon reasonable request.
References
Gao, W. et al. The status, challenges, and future of additive manufacturing in engineering. Computer-aided Des. 69, 65–89 (2015).
Chaudhary, R. et al. Additive manufacturing by digital light processing: a review. Prog. Addit. Manuf. 8, 331–351 (2023).
Nam, J. & Kim, M. Advances in materials and technologies for digital light processing 3d printing. Nano Convergence 11, 45 (2024).
Melentiev, R. et al. High-resolution metal 3d printing via digital light processing. Addit. Manuf. 85, 104156 (2024).
Harnany, D. et al. Synergizing strength and flexibility: investigating mechanical properties of photopolymer resin blends in dlp 3d printing. Prog. Addit. Manuf. 10, 5351–5366 (2025).
Shafique, H. et al. High-resolution low-cost lcd 3d printing for microfluidics and organ-on-a-chip devices. Lab a Chip 24, 2774–2790 (2024).
Zhang, J., Hu, Q., Wang, S., Tao, J. & Gou, M. Digital light processing based three-dimensional printing for medical applications. Int. J. bioprinting 6, 242 (2019).
Tomczak, D. et al. Photopolymer-based composite with substance release capability manufactured additively with dlp method. Materials 17, 322 (2024).
Dileep, C. et al. Review of vat photopolymerization 3d printing of photonic devices. Additi. Manuf. 86, 104189 (2024).
Bartlett, N. W. et al. A 3d-printed, functionally graded soft robot powered by combustion. Science 349, 161–165 (2015).
Lu, Z. Vat photopolymerization based digital light processing 3d printing hydrogels in biomedical fields: Key parameters and perspective. Additi. Manuf. 94, 104443 (2024).
Bifano, M. Digital light processing: A review on the printing resolution and the materials options. Appl Comput Eng. 1, 17–25 (2022).
Xu, Z. et al. Vat photopolymerization of fly-like, complex micro-architectures with dissolvable supports. Addit. Manuf. 47, 102321 (2021).
Zhou, C., Chen, Y., Yang, Z. & Khoshnevis, B. Digital material fabrication using mask-image-projection-based stereolithography. Rapid Prototyp. J. 19, 153–165 (2013).
Cheng, J. et al. Centrifugal multimaterial 3d printing of multifunctional heterogeneous objects. Nat. Commun. 13, 7931 (2022).
Zhang, Y. et al. Continuous 3d printing from one single droplet. Nat. Commun. 11, 4685 (2020).
Cheng, J., Yu, S., Wang, R. & Ge, Q. Digital light processing based multimaterial 3d printing: challenges, solutions and perspectives. Int. J. Extrem. Manuf. 6, 042006 (2024).
Yu, Z. et al. High-accuracy dlp 3d printing of closed microfluidic channels based on a mask option strategy. Int. J. Adv. Manuf. Technol. 127, 4001–4012 (2023).
Khecho, A., Rahman, M. T., Reddy, D., El-Ghannam, A. & Joyee, E. B. Dlp-based additive manufacturing of hollow 3d structures with surface activated silicone carbide-polymer composite. Composites Part B: Eng. 296, 112236 (2025).
Bachmann, J. et al. Cavity vat photopolymerisation for additive manufacturing of polymer-composite 3d objects. Commun. Mater. 2, 107 (2021).
Anwajler, B., Szołomicki, J., Noszczyk, P. & Baryś, M. The potential of 3d printing in thermal insulating composite materials-experimental determination of the impact of the geometry on thermal resistance. Materials. 17, 1202 (2024).
Michal, P., Vaško, M., Sapieta, M., Majko, J. & Fiačan, J. The impact of internal structure changes on the damping properties of 3d-printed composite material. Appl. Sci. 14, 5701 (2024).
Wang, X. et al. Elucidating the mechanism of overcuring in microchannels fabricated via vat photopolymerization (vpp) for precise microfluidic chip printing. Addit. Manuf. 92, 104350 (2024).
Wicker, R. B. & MacDonald, E. W. Multi-material, multi-technology stereolithography: This feature article covers a decade of research into tackling one of the major challenges of the stereolithography technique, which is including multiple materials in one construct. Virtual Phys. Prototyp. 7, 181–194 (2012).
Subedi, S. et al. Multi-material vat photopolymerization 3d printing: a review of mechanisms and applications. npj Adv. Manuf. 1, 9 (2024).
He, C. -f et al. Printability in multi-material projection-based 3-dimensional bioprinting. Research 8, 0613 (2025).
Kowsari, K., Akbari, S., Wang, D., Fang, N. X. & Ge, Q. High-efficiency high-resolution multimaterial fabrication for digital light processing-based three-dimensional printing. 3D Print. Addit. Manuf. 5, 185–193 (2018).
Kunwar, P. et al. Multi-material gradient printing using meniscus-enabled projection stereolithography (maps). Adv. Mater. Technol. 10, 2400675 (2025).
Admatec Europe B.V. Advanced ceramic and metal 3d printing on one system using dlp or stereolithography-based additive manufacturing technology. https://admateceurope.com/ (2025). Accessed: 2025-10-27.
Supernova Industries, Corp. Supernova: Production platform based on bcn3d’s vlm printer technology. https://supernova3d.com/ (2025). Accessed: 2025-10-27.
Sanders, W. S. Mechanical behavior of closed-cell and hollow-sphere metallic foams. Ph.D. thesis, Massachusetts Institute of Technology (2002).
Heitkam, S. et al. Elastic properties of solid material with various arrangements of spherical voids. Eur. J. Mech.-A/Solids 59, 252–264 (2016).
Lee, H. et al. 3d-printed programmable tensegrity for soft robotics. Sci. Robot. 5, eaay9024 (2020).
Chen, X. et al. Computer-controlled 3d freeform surface weaving. Robot. Computer-Integr. Manuf. 90, 102819 (2024).
Li, C. et al. Polyelectrolyte elastomer-based ionotronic sensors with multi-mode sensing capabilities via multi-material 3d printing. Nat. Commun. 14, 4853 (2023).
Baxter, L. K. Capacitive sensors. Design and Applications (1997).
Wang, W. et al. Support-free hollowing. IEEE Trans. Vis. computer Graph. 24, 2787–2798 (2017).
Matte, C.-D., Pearson, M., Trottier-Cournoyer, F., Dafoe, A. & Kwok, T. H. Automated storage and active cleaning for multi-material digital-light-processing printer. Rapid Prototyp. J. 25, 864–874 (2019).
Tomczak, D. et al. Evaluation of the effect of ethanol on the properties of acrylic-urethane samples processed by vat photopolymerization. Appl. Sci. 14, 5875 (2024).
Wang, X., Aarts, J. M., Heng, N. C., Cameron, A. B. & Choi, J. J. E. Influence of different post-washing parameters on the properties of additively-manufactured dental devices-a systematic review. J. Dentistry 165, 106315 (2026).
Rasheed, M. & Barillé, R. Optical constants of dc sputtering derived ito, tio2 and tio2: Nb thin films characterized by spectrophotometry and spectroscopic ellipsometry for optoelectronic devices. J. Non-Crystalline Solids 476, 1–14 (2017).
Diaco, N. S. et al. Dual-wavelength vat photopolymerization with dissolvable, recyclable support structures. Adv. Mater. Technol. e00650, 1–8 (2025).
Mason, K. S. et al. Multicolor digital light processing 3d printing enables dissolvable supports for freestanding and non-assembly structures. ACS Cent. Sci. 11, 975–982 (2025).
Ponce, I. A., Moran, B., Hawker, C. J., Shusteff, M. & Huang, S. Dual-wavelength simultaneous patterning of degradable thermoset supports for one-pot embedded 3d printing. ACS Cent. Sci. 11, 967–974 (2025).
Acknowledgements
This study was supported by the Centre for Perceptual and Interactive Intelligence, a CUHK-led InnoCentre under the InnoHK initiative of the Innovation and Technology Commission of the Hong Kong Special Administrative Region Government.
Author information
Authors and Affiliations
Contributions
Binzhi Sun: Conceptualization, Methodology, Software, Hardware, Investigation, Data curation, Visualization, Writing – original draft.Nicholas Diaco: Conceptualization, Methodology, Writing – review & editing, Project administration.Xiangjia Chen: Investigation, Methodology.Chengkai Dai: Writing – review & editing.A. John Hart: Writing – review & editing, Supervision.Charlie C.L. Wang: Conceptualization, Supervision.Guoxin Fang: Supervision, Writing – review & editing, Project administration.Yeung Yam: Conceptualization, Writing – review & editing, Supervision.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sun, B., Diaco, N.S., Chen, X. et al. Thin-film DLP 3D printing of multi-material parts with closed-cell internal voids. npj Adv. Manuf. 3, 15 (2026). https://doi.org/10.1038/s44334-026-00076-x
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44334-026-00076-x
