
Abstract
Pressure sensors provide intuitive and easy-to-use information, making them essential for Human-Machine Interface (HMI) applications. However, capacitive pressure sensors, although prevalent in industrial applications, suffer from critical vulnerabilities to external interferences like water droplets and proximity. Without addressing these issues, pressure sensors can never be effectively utilized in various real-world applications. This paper addresses this critical issue by identifying fringe fields as the primary cause of interference and proposing a nanogap structured capacitive pressure sensor. By reducing the electrode gaps to hundreds of nanometers, our sensor effectively mitigates fringe field effects, ensuring reliable pressure detection and high spatial resolution. We demonstrate the sensor’s capabilities through wireless applications such as an artificial pressure sensing system and a force touch pad system, both showcasing exceptional resilience and accuracy. This innovation paves the way for robust, interference-free pressure sensors, significantly advancing HMI technology.
Similar content being viewed by others

Introduction
Unlike past robots that struggled with fine motion control, recent humanoid robots (ex. Optimus 2 of Tesla) have demonstrated precision by delicately handling an egg, thanks to flexible pressure sensors on their fingertips. This demonstration of fine manipulation, similar to human capability, has raised expectations that humanoid robots could take on precise and demanding tasks in areas such as medicine, virtual reality (VR), and daily life1,2. However, these robots are still restricted to controlled environments and encounter significant challenges in the complex real world3. These challenges arise from the limitations of flexible pressure sensors, which are vital for providing tactile feedback. For Human-Machine Interfaces (HMIs), there is a need for flexible pressure sensors with high durability, high spatial resolution, and stability against external interferences such as temperature, bending, moisture, and electric fields4. Although achieving all these requirements is challenging, the development of flexible pressure sensors that can overcome these limitations is crucial for the advancement of HMI applications.
Capacitive pressure sensors, with their simple structure, high durability under repeated pressure, and insensitivity to temperature changes, are promising for HMI applications5,6,7,8,9. Indeed, capacitive pressure sensors are widely employed in industrial applications, such as in iPhones and Apple Watches10. However, these sensors have a critical drawback: susceptibility to external interferences like moisture, Electro-Magnetic Interference (EMI), and pressure-applying materials10,11,12.
Consequently, despite their numerous advantages, capacitive pressure sensors face challenges in HMI applications exposed to external environments. For instance, as shown in Fig. 1a, b, the presence of moisture can lead to ghost touches due to the conductivity of water drops, causing malfunctions10. Additionally, EMI from devices like motors, microwaves, and induction ovens, as shown in Fig. 1c, can hinder reliable pressure sensing13,14,15. In HMI applications such as exoskeletons and humanoid robots, even minor errors could result in serious safety accidents, necessitating the development of solutions to address these issues16,17,18.

Schematic illustrations of (a) Ghost touch on smartphones during rainy days. b an exoskeleton user falling due to sensor malfunction caused by rain. c A humanoid robot dropping cooking utensils because of complex interferences. d Schematic comparison of capacitive pressure sensors under finely controlled conditions and with interferences. e A simulation of the electric field in a capacitive sensor without interference. f A simulation of an interrupted electric field in a capacitive sensor under interference conditions. g Theoretical calculations examining the suppression of the fringe field by reducing the gap between capacitor electrodes. h A schematic of the nanogap structured pressure sensor illustrating the absence of interference from external environments or adjacent sensors, achieved by narrowing the electrode gap to the scale of hundreds of nanometers, resulting in a strongly concentrated electric field between the electrodes. i A schematic demonstrating reduced stress exerted on the electrodes when bent, attributed to the electrodes being in close proximity to the mechanical neutral plane in cases of a narrow electrode gap at the scale of hundreds of nanometers.
To overcome the inherent limitations of capacitive pressure sensors depicted in Fig. 1d, EMI shielding has been developed19,20,21,22. However, sensors with EMI shielding exhibit several unintended and serious side effects. Firstly, applying EMI shielding can degrade the Signal-to-Noise Ratio (SNR) by generating parasitic capacitance between the sensor’s electrodes and the shielding layer (Supplementary Fig. 1)22,23,24. Secondly, there are limitations on achieving high spatial resolution, as shielded sensor arrays are more susceptible to crosstalk between sensor cells (Supplementary Fig. 2). Consequently, no shielded sensors have yet achieved spatial resolution comparable to human tactile levels19,20,21,22. Thirdly, shielded sensors demonstrate decreased stability under bending, as the shielding electrode increases the overall thickness of the sensors (Supplementary Fig. 3). These issues are inevitable when applying shielding, necessitating a breakthrough solution for capacitive pressure sensors in advanced HMI fields.
In this work, we present interference-free capacitive pressure sensor array with high spatial resolution for wireless HMI applications, addressing the chronic issue of external interference in pressure sensors. Initially, we identified the root cause of the problem and conducted a theoretical exploration of structural parameters to minimize it. As a result, we developed an innovative nanogap structure that overcomes the limitations of EMI shielding through structural design. The nanogap structured pressure sensor concentrates the electric field, effectively eliminating the need for shielding while remaining unaffected by external interference. Moreover, this structure significantly reduces crosstalk between cells, achieving spatial resolution comparable to the tactile acuity of human hands. Additionally, through structural design, it effectively mitigates bending stress, making it free from interference caused by bending. Unlike conventional micro-structured capacitive pressure sensors, where the electrodes are positioned outside the handling layer, resulting in inevitably larger electrode gaps, the proposed nanogap structured flexible pressure sensor places the electrodes within the handling layer. This innovative design was successfully realized through reliable Micro Electro Mechanical Systems (MEMS) fabrication processes. Utilizing this nanogap structured flexible pressure sensor array, we have implemented wireless pressure sensing systems for HMI applications, including a force touch pad system with human tactile acuity level resolution and a tactile sensing system capable of reliably detecting pressure in the presence of interference.
Nanogap structure design for resilient capacitive pressure sensor
A capacitive pressure sensor operates by translating the pressure applied to the sensor into changes in the electric field between electrodes. In the absence of external interference, as illustrated in Fig. 1e, the sensor’s electric field remains undistorted, allowing for the stable detection of pressure.
However, as illustrated in Fig. 1f, external interferences (ex. Water drop, proximity, pressing material …) can significantly distort the electric field of capacitive sensors, especially the fringe field, leading to issues like ghost touch10,11,12,25. Emerging from the edges of the electrodes and extending beyond the sensor’s active area, the fringe field is highly sensitive to environmental changes, which can cause output distortions and reduce the sensor’s reliability. To address this issue fundamentally, it is essential to suppress the fringe field. Therefore, a theoretical exploration of structural parameters that affect the fringe field was conducted.
In a common parallel-plate capacitor, the actual capacitance incorporating the fringe field effect between the two electrode plates can be calculated using Eq. (1)26,27. In this equation, C represents capacitance, while ϵ denotes relative permittivity. W and L stand for the width and length of the capacitor, respectively, and d refers to the gap between the capacitor electrodes26,28 (Supplementary Fig. 4).
Our goal was to identify the structural parameters influencing the fringe field and, consequently, to develop a design that effectively suppresses the fringe field. By modifying (1), we can express the proportion of fringe field-induced capacitance to the total capacitance (2). Upon analysis, increasing the width and length of electrodes may aid in suppressing the fringe field. However, such an approach not only fails to sufficiently suppress the fringe field but also exists in a trade-off relationship with the sensor’s spatial resolution (Supplementary Fig. 5). Therefore, as depicted in Fig. 1(g), to effectively suppress the fringe field without trade-offs, it becomes apparent that reducing the gap between the electrodes is a better approach.
Building on this principle, we propose a nanogap structure, as depicted in Fig. 1(h), for flexible capacitive pressure sensors that effectively suppress the fringe field. Initially, to restrain the fringe field, we designed the electrode spacing of the proposed nanogap sensor to be at 900 nm, which is approximately 50 times smaller than the common electrode spacing (Supplementary Table 1). While a smaller gap would be ideal, achieving this presents significant technological challenges, which will be discussed in the “Methods” section. This unprecedented narrow gap can be achieved by combining a Deeply Embedded Electrode (DEE), which has a pre-defined gap, with a silver nanowires (AgNWs) Embedded Electrode (AEE) (Supplementary Fig. 6). For the design of sensor microstructures, pyramid-shaped microstructures are commonly employed. However, due to the very small contact area with the counter substrate, these structures generate significant stress at the bonded interface, posing durability issues. To address this, we opted for a dot-shaped microstructure, sacrificing some sensitivity to achieve a more reliable sensor design (Supplementary Fig. 7). As presented in Fig. 1h, proposed design not only effectively suppresses the fringe field but also concentrates the sensor’s electric field strongly between the electrodes. Consequently, under external interferences, the strongly concentrated electric field between the electrodes remains robust, preventing any interruption.
Furthermore, the proposed nanogap structured pressure sensor, without EMI shielding, prevents the emergence of parasitic capacitance from shielding electrodes, while its narrow gap maximizes base capacitance, leading to a high SNR. Additionally, due to the maximized base capacitance and concentrated electric field, even when extending the proposed device to a high spatial resolution array, effective prevention of crosstalk to adjacent sensors can be achieved. Moreover, as shown in Fig. 1i, positioning one electrode of the nanogap structured sensor on the neutral plane brings the opposing electrode very close to the neutral plane, effectively reducing bending stress. Consequently, the proposed nanogap structured sensor undergoes minimal deformation of the electrodes under bending, thereby achieving bending-insensitive properties.
Design validation of nanogap structured sensor
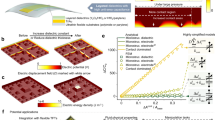
To assess the feasibility of the nanogap structured pressure sensor, Finite Element Method (FEM) simulations were carried out using COMSOL, including a proximity test to examine if reducing the electrode gap would block external interferences. The sensor structure, shown in Fig. 2a, was tested to see how it responded to a conductive material, grounded externally, approaching at various gaps (Supplementary Fig. 8). The initial gap settings for the control group were established by referencing gaps reported in published papers on capacitive pressure sensors in journals, typically around 100 μm (Supplementary Table 1)27,29,30,31,32. Results, depicted in Fig. 2b, confirmed that a narrower gap effectively suppresses interference. Reducing the electrode gap to 900 nm results in less than 0.2% variation in base capacitance, even with direct contact from a grounded conductor. This stability is attributed to the concentrated electric field between the electrodes and the effectively suppressed fringe field, as illustrated in Fig. 2c. In contrast, a 100 μm gap shows significant depletion of the electric field, primarily in the vulnerable fringe field. Moreover, simulations have shown that thickening the backbone is less effective at reducing interference than narrowing the gap (Supplementary Fig. 9). Further simulations, which maintained a constant ratio between the backbone and the gap while varying the gap width, confirmed that reducing the gap is the most effective approach for reducing interference (Supplementary Fig. 10).

a Schematic representation of the proximity simulation. A grounded conductor starts approaching the sensor surface from 1 meter away until it makes contact. b Results of the proximity simulation based on the gap between the electrodes. c Cross-sectional views of the electric field when sensors with 100 µm and 900 nm gaps are in contact with a grounded conductor. d Crosstalk test results of a 4 × 4 pressure sensor array with a 100 µm gap. e Crosstalk test results of a 4 × 4 pressure sensor array with a 900 nm gap. f Stress distribution of a pressure sensor with a 10 µm gap when bent to a ROC = 1 mm. g Stress distribution of a pressure sensor with a 900 nm gap when bent to a ROC = 1 mm. h Variation in base capacitance based on the gap between the electrodes when bent to a ROC = 1 mm with the same bending radius.
Additionally, to evaluate the nanogap structured pressure sensor’s ability to function as a high spatial resolution pressure sensor array, a crosstalk test was performed. As depicted in Fig. 2d, the control group with a 100 μm gap showed pressure-induced crosstalk affecting neighboring cells’ outputs. In contrary, the nanogap structured design, illustrated in Fig. 2e, effectively isolated the electric field to the target cell, blocking crosstalk (Supplementary Fig. 11). Quantitative verification involved setting a base capacitance (C0) and assessing changes when applying 100 kPa to the target sensor (Supplementary Fig. 12). Findings demonstrated a significant reduction in crosstalk. Sensors with a 900 nm gap displayed only 0.5% crosstalk, compared to 23% in the 100 μm gap sensors, marking a 98% decrease.
Moreover, to assess the stability of the nanogap structured pressure sensor under bending, a bending test was conducted. The upper electrode of the sensor was positioned at the neutral plane and the test was carried out by attaching the sensor to a bending chuck with a Radius of Curvature (ROC) of 1 mm. As per the simulation results in Fig. 2f, even with a 13 μm gap, bending-induced stress on the electrodes reached approximately 3.4 MPa, resulting in around 2% strain affecting the lower electrodes, which led to about a 6% alteration in the sensor’s output.
In Eq. (3), σbending represents the bending stress acting in a bent situation, while M stands for the bending moment, I represents the moment of inertia, and y indicates the distance from the neutral plane. Assuming that other variables remain constant, bending stress is proportional to the distance from the neutral plane (y), which is equivalent to the gap between the electrodes. Therefore, by designing the electrode gap at around 900 nm, as depicted in Fig. 2g, it is possible to significantly reduce bending stress by about 20 times based on the narrower gap, subsequently minimizing strain affecting the lower electrodes. As shown in Fig. 2h, simulations comparing sensors with 13 µm and 900 nm electrode gaps under varying ROC conditions confirm that reducing the gap between electrodes significantly decreases bending-induced output interference, aligning with earlier results (Supplementary Fig. 13).
Fabrication process for nanogap structured sensor
Conventional micro-structured capacitive pressure sensors are typically fabricated by casting elastomer into a mold to form microstructures, resulting in a thick handling layer to facilitate subsequent processing (Supplementary Fig. 14)27,29,30,31,32,33. Since the electrodes of the sensor are also formed outside this handling layer, the gap between the electrodes inevitably becomes thicker. To realize the proposed nanogap structured pressure sensor, the development of a fabrication process that allows the formation of electrodes within the handling layer is necessary. Although direct deposition onto micro-structured elastomers is an option, this method has two significant limitations. Firstly, when electrodes are directly deposited onto the nanostructure, the electrodes positioned at the edge of the dot pattern experience significant stress concentration when pressure is applied, inevitably leading to reduced electrode durability during repetitive operations (Supplementary Fig. 15). Secondly, electrodes formed through direct deposition have weak adhesion to the counter substrate, leading to easy detachment and significantly undermining sensor durability.
To address these issues, a fabrication process utilizing glanced deposition was employed to create DEE as illustrated in Fig. 3a. At first, Reactive Ion Etching (RIE) was used to etch a Si substrate, establishing 900 nm gap heights on the Si mold, which determines the subsequent electrode gap. Subsequently, this etched substrate was transferred using polyurethane acrylate (PUA) as demonstrated in the second step and further followed by the conformal formation of sacrificial Aluminum (Al), as shown in the third step, via sputtering. The electrode material, gold (Au), was then deposited using E-beam evaporation on the formed substrate, employing glanced deposition. The use of glanced deposition during evaporation can effectively prevent electrode formation within the dot-patterned valleys. After casting and curing PDMS, the sacrificial layer of Al was etched, completing the fabrication process of the DEE with a precisely controlled gap (Fig. 3c).

a Fabrication process of DEE. b Fabrication process of AEE. c Cross-sectional image obtained via FIB of the fabricated deeply embedded electrode. d Cross-sectional image obtained via FIB of the fabricated AgNWs embedded electrode. e Results after bonding the deeply embedded electrode and AgNWs embedded electrode using O2 plasma. SEM analysis confirms proper adhesion between the two substrates, maintaining the 900 nm gap. f Image displaying the fabricated 15 × 15 flexible capacitive pressure sensor array.
To transform the previously developed DEE into a sensor, a counter electrode is essential. For reliable and sturdy connection between the PDMS dot of the DEE necessitates the use of an AgNWs embedded in PDMS structure. To achieve this, PDMS mixed with toluene is spin-coated thinly onto the Si substrate, as depicted in Fig. 3b. This thin layer acts as insulation, preventing direct contact between the sensor’s electrodes, and facilitates PDMS bonding. Following this, the electrodes are formed using AgNWs via spray-coating. Lastly, after casting and curing the PDMS, the AEE is fabricated (Fig. 3d). Because the electrode of AEE, positioned in the quasi-neutral plane, is capable of withstanding stress from pressure and bending, employing AgNWs as the electrode material. Also, both DEE and AEE were designed to use PDMS as the elastomer, achieving strong chemical bonding through plasma bonding to ensure high durability (Supplementary Fig. 16).
The proposed nanogap structured pressure sensor was successfully bonded to maintain a gap of 900 nm, as confirmed through the Scanning Electron Microscope (SEM) image in Fig. 3e. Detailed information about the fabrication process is documented in the “Methods” section. Consequently, the image of the fabricated high spatial resolution 15 × 15 capacitive pressure sensor array is available in Fig. 3f. The spatial resolution of the proposed nanogap structured sensor array is measured at 11.89 units/cm2, exceeding the density of mechanoreceptors typically found in the palm of the human hand, which is approximately 10 units/cm2 34 (Supplementary Fig. 17).
Performance evaluation of nanogap structured sensor
To verify the proper functioning of the nanogap structured pressure sensor, unit devices were fabricated and tested. Initially, dynamic pressure detection performance was evaluated under a range of 50 to 150 kPa, a pressure level commonly encountered in daily activities. As shown in Fig. 4a, the sensor reliably detected dynamic pressures. To further assess its rapid response capability, the response time was measured, resulting in less than 46.8 ms over a broad pressure range from subtle (1 kPa) to medium (100 kPa) pressures (Supplementary Fig. 18). Since HMI applications require response times similar to the speed of human mechanoreceptors—typically within tens of milliseconds—the measured response time satisfies this requirement35,36. Additionally, a hysteresis test was performed to determine if previous inputs affected the sensor’s output. The nanogap structured pressure sensor was specifically designed for HMI applications, with a target range spanning from subtle pressures in the tens of Pa to medium pressures over 100 kPa. Hysteresis was evaluated across this range. As depicted in Fig. 4b, even when exposed to a broad pressure range from 0 to 330 kPa, the sensor maintained stable performance with minimal hysteresis (Supplementary Fig. 19). Moreover, a flexible pressure sensor must endure various pressures applied repeatedly. As demonstrated in Fig. 4c, the nanogap pressure sensor endured a test with 100 kPa pressure through 100,000 cycles. In contrast to most flexible pressure sensors, which typically exhibit durability in the range of thousands to tens of thousands of cycles, the nanogap pressure sensor proved its exceptional high durability, comparable to that of commercial touchpads, ensuring reliable pressure detection. Such resilience is attributed to the chemical bonding, ensuring a one-body material design from individually fabricated substrates (Supplementary Fig. 20). Additionally, for pressure sensors to be applied in various fields, resistance to temperature interference is crucial. We examined the effect of temperature on the nanogap pressure sensor, and the Supplementary Fig. 21 confirms that there is no significant degradation in its pressure sensing capability, despite changes in temperature.

a Dynamic pressure measurement results of the fabricated sensor in the range of 50 ~ 150 kPa. b Hysteresis measurement results in the range of 0 ~ 330 kPa. c Durability test results of 100 kPa pressure applied for 100,000 cycles. d Schematic of the proximity test setup for evaluating stability against external interference. A conductor tip, initially 80 mm away from the sensor, approaches until it reaches a distance of 1 mm from the sensor, pauses for 1 second, then returns to its original position. e Proximity test results of sensors with gaps of 900 nm and 100 µm, respectively. f Measurement results when applying pressure up to 330 kPa using insulator and conductor tips on sensors with a 900 nm gap. g Image of the fabricated 4 × 4 pressure sensor array for crosstalk experiments. h Crosstalk experiment results of the 4 × 4 pressure sensor array. (i) Bending stability test results according to electrode gap. The error bars represent the standard deviations.
To determine the sensor’s ability to effectively block interference caused by external environmental changes, a proximity test was conducted. The proximity measurement setup is shown in Fig. 4d. A conductor tip, positioned 80 mm away from the sensor, approached until the distance between the sensor and the tip reached 1 mm before retracting. As depicted in Fig. 4e, for a sensor with an electrode gap of 100 μm, the output changed by over 40% as the conductor tip approached. Conversely, reducing the gap enhances interference stability, and the sensor with a 900 nm gap demonstrated negligible interference about 0.3% (Supplementary Fig. 22). To further verify the sensor’s stability in the presence of EMI, an experiment was conducted, as illustrated in the Supplementary Fig. 23. The sensor was placed on a Flexible Printed Circuit Board (FPCB) with interdigitated electrodes connected to a high-voltage power supply, and the resulting electric field interference was measured. The results indicated that, unlike the conventional 100 μm gap sensor, which experienced significant distortion with increased voltage, the nanogap pressure sensor remained largely unaffected. Additionally, to confirm the sensor’s ability to accurately detect pressure irrespective of the pressing material, tests were performed using insulator and conductor tips, as shown in Fig. 4f. The results confirmed the sensor’s ability to consistently detect only pressure, irrespective of the applied material, as evident from the stable output. These findings indicate that the proposed sensor, based on a strongly concentrated electric field between the electrodes, detects pressure regardless of external interferences or applied materials.
Furthermore, to verify whether the nanogap pressure sensor indeed exhibits less crosstalk compared to control group, a 4 × 4 pressure sensor array with a width of 1 mm and spacing of 0.5 mm, as depicted in Fig. 4g, was fabricated. The purpose of this test was to assess how much crosstalk is exerted on adjacent cells (C1–C4) upon applying pressure to the target cell. To ensure experimental accuracy, pressure of 5 kPa was applied using a 3D printed tip that matched the sensor array cell size. As observed in Fig. 4h, the nanogap pressure sensor array exhibited only 0.3% crosstalk to adjacent cells, whereas the pressure sensor array with a 100 µm gap experienced crosstalk at a level 8 times higher, amounting to 2.4% (Supplementary Fig. 24).
Lastly, it was verified that the nanogap pressure sensor can detect pressure exclusively, without responding to bending. First, to confirm whether the narrow gap design between the electrodes effectively reduces interference caused by bending, we measured the change in base capacitance according to ROC (Fig. 4 i). The experimental setup involved attaching the sensor to a bending chuck with various curvatures (ROC = 100 mm to 2.5 mm). The results confirmed that for the 13 μm gap sensor, base capacitance continuously varied as the ROC decreased, showing approximately a 6% change at ROC = 2.5 mm. In contrast, the proposed nanogap structured sensor showed only around a 2% change in base capacitance at ROC = 2.5 mm, effectively minimizing capacitance changes due to bending. To further examine whether the sensor could detect pressure reliably across different ROCs, a load cell-equipped pressing machine was used in the same setup to apply force (Supplementary Fig. 25). The nanogap pressure sensor consistently detected pressure, even when mounted on surfaces with various curvatures, from ROC = 50 mm to the sharp curvature of a pencil at ROC = 7.5 mm.
Implementation of a wireless artificial pressure sensing system for HMI
In HMI systems, if flexible pressure sensors, which provide tactile feedback, fail due to external interferences such as moisture or EMI, it could lead to critical accidents. However, Merkel’s disks, pressure-sensing receptors within the human tactile system, can selectively react to pressure, even when faced with interference. Also, their dense arrangement across the skin enables them to precisely identify the magnitude and location of pressure. Consequently, the ultimate goal of flexible pressure sensors used in HMI is, as illustrated in Fig. 5a, to emulate the sophisticated pressure detection capabilities found in the human tactile system, to ensure more seamless interactions between users and devices. The proposed nanogap pressure sensor demonstrated reliable pressure detection even in cases of various interferences, as confirmed by previous performance tests. Moreover, as presented in Fig. 5b, due to low crosstalk between sensor cells, it achieves not only a high spatial resolution of 11.89 units/cm², surpassing the density of Merkel’s disks in the human palm at 10 units/cm², but also a high durability of up to 100,000 cycles4,19,20,22,29,37,38,39,40,41.

a Schematic illustration of biological and artificial pressure sensing, b Comparison of sensor performance, in terms of spatial resolution and durability, with prior works, c schematic of the implemented artificial pressure sensing system, d test setup for evaluating the performance of the artificial pressure sensing system in conditions with water-induced interference, e performance evaluation results of the artificial pressure sensing system (100 µm gap sensor - left, 900 nm gap sensor - right), f schematic of the force touch pad system, g performance results of the force touch pad system, h 3D mapping results of the pressure applied to the force touch pad system.
Considering these results, this work has led to the development of the flexible pressure sensor that reaches the level of human tactile receptors, thereby enabling the implementation of an artificial pressure sensing system for HMI applications. This system is capable of wirelessly transmitting reliable pressure information to mobile devices for real-time monitoring. The schematic of the artificial pressure sensing system can be found in Fig. 5(c), with detailed information provided in the “Method” section.
The implemented artificial pressure sensing system was confirmed to reliably detect pressures ranging from 0 to 150 kPa and demonstrated a Limit of Detection (LOD) of 20 Pa with 99% accuracy for detecting subtle pressures (Supplementary Figs. 26, 27 and Supplementary video 1). Furthermore, we validated that the nanogap structured pressure sensor, when integrated into the system, remained unaffected by various external interferences. As shown in the Supplementary video 2, the system does not respond to bending, detecting only pressure. To test for EMI interference, a spark generator connected to a high-voltage power supply (5 kV) was placed near the sensor. The Supplementary video 3 shows that even when sparks occurred in close proximity to the sensor, the nanogap pressure sensor maintained stable output, responding only to applied pressure. Based on these validation results, a real-world interference test was conducted, as illustrated in Fig. 5d, by grasping a metal can with a wet surface. In Fig. 5e, in the case of the artificial tactile system with a 100 μm gap pressure sensor, it can be observed that ghost touches occur and the output changes even when only water touches the surface without applying any pressure. Consequently, the output change due to pressure is not significantly greater than the noise caused by ghost touches, resulting in a low SNR (Supplementary video 4). If we extrapolate this issue to real situations, the perception of sufficient pressure despite not correctly grasping an object due to ghost touches might result in dropping the object. Conversely, in the artificial pressure sensing system with a nanogap pressure sensor, ghost touches are absent, indicating that it reliably detects only pressure, making it suitable for practical applications (Supplementary video 5).
Additionally, to validate whether the proposed 15 × 15 pressure sensor array could reliably detect pressure in environments with external interferences and closely spaced adjacent sensors, a force touch pad system was implemented. To simulate external interference conditions, a PDMS shell filled with water was placed over the pressure sensor array as shown in Fig. 5f, followed by a pressure sensing test. As evidenced in Fig. 5(g), the proposed force touch pad system was able to accurately detect the magnitude and distribution of pressure without interference from water. Moreover, the 3D mapping shown in Fig. 5h confirmed that no crosstalk occurred between the multi-touch areas (Supplementary Video 6).
Discussion
In this study, we have effectively addressed the key challenge of external interference in capacitive pressure sensors. By significantly reducing the gap between electrodes, we have suppressed the fringe field, achieving remarkable reliability and spatial resolution. Comparisons with recent publications in prominent journals, as shown in the Supplementary Table 2, reveal that our proposed sensor is immune to ghost touches and demonstrates superior spatial resolution and durability than any other works in our comparison group19,20,22,29,37,39,42. Furthermore, we have successfully implemented an artificial pressure sensing system and a force touch pad system, proving their potential utility in HMI.
While this work has made significant advancements in the field of capacitive pressure sensors, further research is necessary for real-world applications. By maintaining the concept of narrowing the gap while simplifying the structure, it may be possible to develop an optimized structure that facilitates mass production. Moreover, if tests can be conducted in harsh environments such as underwater, we may eventually eliminate ghost touches when using smartphones in the future.
Methods
Proximity simulation
A proximity simulation was conducted by modeling a structure similar to the fabricated device. Since the fabricated structure uses AEE as the counter electrode for the DEE, simulating the randomly distributed nanowires of AgNWs is infeasible. Instead, gold was used as the electrode material. The DEE electrodes were set as terminals, with a 1 V voltage applied, while the counter electrode was grounded. The capacitance between the electrodes was measured under these conditions. A grounded conductor was introduced as an external interference source, and the distance between the sensor and the conductor was adjusted to observe changes in capacitance. To ensure simulation accuracy, the air domain was extended to include both the sensor and the grounded conductor, as shown in Supplementary Fig. 7.
Crosstalk simulation
Crosstalk simulations were conducted using a control group with a 100 µm electrode gap and a nanogap structured device with a 900 nm gap. The electrode width and distance between adjacent cells were both set to 100 µm. The voltage setup involved applying 1 V to the top electrode and grounding the counter electrode. Adjacent electrodes were configured similarly, with 1 V applied to their top electrodes and their counter electrodes grounded. The influence of electric fields from the target sensor on adjacent sensors was analyzed visually through field distribution and quantitatively measured.
Bending simulation
A sensor model with dimensions of 1 cm × 1 cm was created for the bending simulation. A bending chuck with a defined curvature was modeled, and the sensor was placed on it. The central line of the sensor in contact with the chuck was fixed as a constraint, and bending was simulated by applying prescribed displacement until the sensor edges aligned with the chuck. Changes in capacitance before and after bending were examined concerning the electrode gap and ROC to evaluate bending stability quantitatively.
Device fabrication - DEE
Conventional photolithography was used on a 4-inch wafer to fabricate the master mold for producing deeply embedded electrodes. The Si wafer was subsequently etched to a depth of 900 nm using a Reactive Ion Etching (RIE) system with CF4 gas, yielding the desired Si master mold. Subsequently, the Si master mold was transferred using polyurethane acrylate (PUA), followed by the conformal formation of sacrificial aluminum via sputtering. Maintaining a thin sacrificial Al layer with a thickness of 30 nm was essential to ensure subsequent etching while preserving the predefined 900 nm gap undamaged. The electrode material, Au with a thickness of 50 nm, was then deposited using E-beam evaporation on the formed substrate, employing glanced deposition. As mentioned previously, directly forming electrodes on the dot pattern not only significantly degrades durability but also makes PDMS-to-PDMS bonding with the AEE substrate impossible. To avoid electrode formation on the dot pattern, experimental trials were conducted to find the optimal E-beam evaporation angle, confirming successful electrode formation at an 87-degree angle as per the design. Following this, PDMS was cast and subjected to a two-hour vacuum using a rotary pump, then spin-coated at 1000 rpm for 10 seconds to ensure uniformity. The PDMS was cured on a hot plate at 75 °C for 30 minutes. The fabrication process of the DEE was finished by removing the sputtered sacrificial Al layer using MAM etchant.
Device fabrication - AEE
To fabricate AEE, PDMS mixed with toluene weight ratio of 1:2 is spin-coated thinly onto the Si substrate. This thin layer acts as insulation, preventing direct contact between the sensor’s electrodes, and facilitates PDMS bonding. Following this, the electrodes are formed using AgNWs via spray-coating. Lastly, after casting and curing the PDMS, the AgNWs embedded electrode is fabricated.
Device fabrication - plasma bonding
In the fabrication of sensors with a PDMS one-body configuration using DEE and AEE, O2 plasma bonding technique was employed. The process utilized an O2 plasma equipment from Korea Vacuum Tech (KVT), with the parameters set to 100 W RF power, 100 sccm O2 flow, and 10 minutes treatment time to treat the surfaces of both DEE and AEE substrates. Following the O2 plasma treatment, a subsequent heat treatment was conducted at 100 °C for 30 minutes on a hot plate to ensure complete bonding of the substrates. If the gap between the electrodes is reduced to below 900 nm, it was observed that during the plasma bonding step, the DEE and AEE do not maintain the gap and collapse, causing them to stick together. Due to this experimental issue, various procedures were undertaken to optimize the electrode gap.
Device measurement
For the measurement of unit and arrayed devices, the Shimadzu universal tester AGS-X was employed. Capacitance measurements were conducted using the Keysight LCR meter E4980AL, with all measurements set at a frequency of 100 kHz. The bending chuck was fabricated using a 3D printer. Similarly, the PDMS shell was created by producing a mold with a 3D printer and then casting PDMS into it.
Implementation of pressure sensing system
Initially, the proposed nanogap structured pressure sensor was connected to a Flexible Printed Circuit Board (FPCB) through general-purpose input/output (GPIO) pins. Since the pressure data detected is analog, it is transformed into digital format using a Capacitance to Digital Converter (CDC) chip and then conveyed to the Micro Controller Unit (MCU) through Inter-Integrated Circuit (I2C) communication. Moreover, for the purpose of circuit miniaturization, a Bluetooth Low-Energy System on a Chip (BLE SoC) was utilized as the MCU, facilitating the wireless transmission of pressure data to mobile devices. During this process, custom firmware was developed to ensure seamless operation among each component of the FPCB and uploaded to the MCU.
For realizing an artificial tactile system, it is crucial to have a Graphical User Interface (GUI) that allows for the real-time monitoring of pressure data from each finger via a mobile device. Consequently, utilizing the programming language Swift, an application capable of displaying real-time pressure information and visualizing the pressure intensity on each finger was developed for the mobile device.
Data availability
The data associated with all simulations and experimental results discussed in the main text of this paper are available. In addition, the complete source data supporting this study have been made accessible. Source data are provided with this paper.
References
Stern, U. Electronic skin: from flexibility to a sense of touch. Nature 591, 685 (2021).
Xu, C. et al. Flexible pressure sensors in human–machine interface applications. Small 20, 2306655 (2024).
Hodson, R. How robots are grasping the art of gripping. Nature 557, S23–S23 (2018).
Zhang, Y. et al. Highly stable flexible pressure sensors with a quasi-homogeneous composition and interlinked interfaces. Nat. Commun. 13, 1317 (2022).
Wang, H. et al. Flexible capacitive pressure sensors for wearable electronics. J. Mater. Chem. C. 10, 1594–1605 (2022).
Wu, L. et al. Beetle‐inspired gradient slant structures for capacitive pressure sensor with a broad linear response range. Adv. Funct. Mater. 34, 2312370 (2024).
Qin, J. et al. Flexible and stretchable capacitive sensors with different microstructures. Adv. Mater. 33, 2008267 (2021).
Zhao, S. et al. 3D dielectric layer enabled highly sensitive capacitive pressure sensors for wearable electronics. ACS Appl. Mater. interfaces 12, 32023–32030 (2020).
Yoo, J. Y. et al. Industrial grade, bending‐insensitive, transparent nanoforce touch sensor via enhanced percolation effect in a hierarchical nanocomposite film. Adv. Funct. Mater. 28, 1804721 (2018).
Spencer, M. K. & Bushnell, T. S. (Google Patents, 2022).
Shan, H. et al. in IEEE Symposium on Security and Privacy (SP). 1246-1262 (IEEE). (2022).
Kim, J.-O. et al. Highly ordered 3D microstructure-based electronic skin capable of differentiating pressure, temperature, and proximity. ACS Appl. Mater. interfaces 11, 1503–1511 (2018).
Rickli, H. et al. Induction ovens and electromagnetic interference: what is the risk for patients with implanted pacemakers? Pacing Clin. Electrophysiol. 26, 1494–1497 (2003).
Hirose, M. et al. Electromagnetic interference of implantable unipolar cardiac pacemakers by an induction oven. Pacing Clin. Electrophysiol. 28, 540–548 (2005).
Binggeli, C. et al. Induction ovens and electromagnetic interference: what is the risk for patients with implantable cardioverter defibrillators? J. cardiovascular Electrophysiol. 16, 399–401 (2005).
Yao, T., Lv, J., Yang, L., Xu, A. & Qu, S. Design of the pneumatic pressure smart shoes for an ankle-assisted exoskeleton. J. Bionic Eng. 20, 1613–1625 (2023).
Kong, K. & Tomizuka, M. A gait monitoring system based on air pressure sensors embedded in a shoe. IEEE/ASME Trans. Mechatron. 14, 358–370 (2009).
Jacobson, M. et al. Foot contact forces can be used to personalize a wearable robot during human walking. Sci. Rep. 12, 10947 (2022).
Yoo, D., Won, D. J., Cho, W., Lim, J. & Kim, J. Double Side Electromagnetic Interference‐Shielded Bending‐Insensitive Capacitive‐Type Flexible Touch Sensor with Linear Response over a Wide Detection Range. Adv. Mater. Technol. 6, 2100358 (2021).
Won, D.-J., Yoo, D. & Kim, J. Effect of a microstructured dielectric layer on a bending-insensitive capacitive-type touch sensor with shielding. ACS Appl. Electron. Mater. 2, 846–854 (2020).
Wang, H., Totaro, M. & Beccai, L. in 26th IEEE International Conference on Electronics, Circuits and Systems (ICECS). 246–249 (IEEE) (2019).
Aksoy, B. et al. Shielded soft force sensors. Nat. Commun. 13, 4649 (2022).
Ma, Z. et al. in IEEE International Joint EMC/SI/PI and EMC Europe Symposium. 1064–1069 (IEEE). (2021).
Kim, S., Jung, Y., Oh, S., Moon, H. & Lim, H. Parasitic capacitance-free flexible tactile sensor with a real-contact trigger. Soft Robot. 9, 119–127 (2022).
Hua, Q. et al. Skin-inspired highly stretchable and conformable matrix networks for multifunctional sensing. Nat. Commun. 9, 244 (2018).
Hosseini, M., Zhu, G. & Peter, Y.-A. A new formulation of fringing capacitance and its application to the control of parallel-plate electrostatic micro actuators. Analog Integr. Circuits Signal Process. 53, 119–128 (2007).
Yang, J. C. et al. Microstructured porous pyramid-based ultrahigh sensitive pressure sensor insensitive to strain and temperature. ACS Appl. Mater. interfaces 11, 19472–19480 (2019).
Palmer, H. B. The capacitance of a parallel-plate capacitor by the Schwartz-Christoffel transformation. Electr. Eng. 56, 363–368 (1937).
Su, Q. et al. A stretchable and strain-unperturbed pressure sensor for motion interference–free tactile monitoring on skins. Sci. Adv. 7, eabi4563 (2021).
Ruth, S. R. A. et al. Rational design of capacitive pressure sensors based on pyramidal microstructures for specialized monitoring of biosignals. Adv. Funct. Mater. 30, 1903100 (2020).
Luo, Y. et al. Flexible capacitive pressure sensor enhanced by tilted micropillar arrays. ACS Appl. Mater. interfaces 11, 17796–17803 (2019).
Choi, H. B. et al. Transparent pressure sensor with high linearity over a wide pressure range for 3D touch screen applications. ACS Appl. Mater. interfaces 12, 16691–16699 (2020).
Mannsfeld, S. C. et al. Highly sensitive flexible pressure sensors with microstructured rubber dielectric layers. Nat. Mater. 9, 859–864 (2010).
Corniani, G. & Saal, H. P. Tactile innervation densities across the whole body. J. Neurophysiol. 124, 1229–1240 (2020).
Antfolk, C. et al. Sensory feedback in upper limb prosthetics. Expert Rev. Med. devices 10, 45–54 (2013).
Amjadi, M., Kyung, K. U., Park, I. & Sitti, M. Stretchable, skin‐mountable, and wearable strain sensors and their potential applications: a review. Adv. Funct. Mater. 26, 1678–1698 (2016).
Huang, Y.-C. et al. Sensitive pressure sensors based on conductive microstructured air-gap gates and two-dimensional semiconductor transistors. Nat. Electron. 3, 59–69 (2020).
Chen, R. et al. Nonlinearity synergy: an elegant strategy for realizing high-sensitivity and wide-linear-range pressure sensing. Nat. Commun. 14, 6641 (2023).
Chen, W., Liu, L.-X., Zhang, H.-B. & Yu, Z.-Z. Kirigami-inspired highly stretchable, conductive, and hierarchical Ti3C2T x MXene films for efficient electromagnetic interference shielding and pressure sensing. Acs Nano 15, 7668–7681 (2021).
Lee, S. et al. A transparent bending-insensitive pressure sensor. Nat. Nanotechnol. 11, 472–478 (2016).
You, I. et al. Artificial multimodal receptors based on ion relaxation dynamics. Science 370, 961–965 (2020).
Guo, X. et al. Biologically emulated flexible sensors with high sensitivity and low hysteresis: toward electronic skin to a sense of touch. Small 18, 2203044 (2022).
Acknowledgements
This work was supported by the National Research and Development Program through the National Research Foundation of Korea (NRF), funded by the Ministry of Science and ICT (RS-2023-00222166, 2021R1A2C201071413).
Author information
Authors and Affiliations
Contributions
These authors contributed equally: J.-S.Y., M.-K.C., and J.-Y.Y., J.-S.Y., J.-Y.Y., and J.-B.Y. conceived the idea and data analysis. J.-S.Y., B.-J.K., and M.-S.J. performed FEM simulation. J.-S.Y., M.-K.C., M.-U.K., and S.-H.K. performed the device fabrication. J.-B.Y. supervised the research, with guidance. J.-S.Y. and J.-B.Y. wrote the manuscript. All the authors discussed the results and contributed to the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks the anonymous reviewers for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Yang, JS., Chung, MK., Yoo, JY. et al. Interference-free nanogap pressure sensor array with high spatial resolution for wireless human-machine interfaces applications. Nat Commun 16, 2024 (2025). https://doi.org/10.1038/s41467-025-57232-8
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-025-57232-8
This article is cited by
-
A waterproof and ultra-elastic thermoelectric foam for underwater human signal detection
Nature Communications (2026)
-
Fabrication of a flexible, printable, and recyclable dual-mode sensor for highly sensitive capacitive and triboelectric sensing
Microchimica Acta (2025)
