
Abstract
Miniaturized thermoelectric coolers, known for their high cooling power density and rapid thermal response, hold promise for localized thermal management. While traditional thermoelectric coolers have primarily relied on Bi2Te3 alloys, the recent development of n-type Mg3Bi2-based materials presents a compelling alternative, offering enhanced cost-effectiveness and environmental sustainability. In this study, we have designed and fabricated a Mg3Bi2-based miniscale thermoelectric cooler. At the hot-side temperature of 300 K, the cooler achieves a maximum cooling temperature difference of ~59.0 K, a cooling power density of ~5.7 W cm-2, and a cooling speed of 65 K s-1, which surpasses the state-of-the-art Mg3Bi2-based devices. In addition, the miniaturized Mg3Bi2-based cooler maintains its cooling performance after cyclic electrical current density between 1 A mm-2 and 3 A mm-2 for approximately 3,000 cycles. Notably, this miniscale cooler has been applied to provide localized cooling for the central processing unit in a microcontroller. Our findings highlight the potential of Mg3Bi2-based miniscale coolers, offering new possibilities for localized thermal management in electronic devices.
Similar content being viewed by others

Introduction
In recent years, the progress in microelectronics, photonics, and other high-density electronic systems has greatly amplified the need for efficient and compact cooling solutions. Traditional cooling methods, such as fan-based or liquid cooling systems, are often inadequate for micro-scale applications due to their size, noise, and passive cooling1,2,3,4,5,6. This has led to growing interest in thermoelectric cooling technology, which offers a solid-state, noise-free, fast-response, and highly reliable solution for precise temperature control in compact environments. Based on the Peltier effect7,8,9,10, a temperature difference can be generated across the junction of two dissimilar materials with the passing of an electric current. Therefore, thermoelectric coolers (TECs) have been used for the thermal management of electronics, i.e., pumping heat away from the localized hot spot to prevent the overheating of sensitive components11.
Miniaturized thermoelectric coolers with improved cooling power density and response speed are suitable for localized thermal management11,12. Since the discovery of Bi2Te3 alloys in the 1950s, commercial thermoelectric coolers have been exclusively based on these materials. Currently, the miniaturization of thermoelectric coolers has also been mainly focused on Bi2Te3-based coolers11,12,13,14,15,16,17,18,19,20,21,22. In addition, only a few compounds can achieve high thermoelectric performance around room temperature, such as MgAgSb23,24,25,26, SnSe27,28, Ag2Se29,30,31,32, PbSe-based materials33,34, and Mg3Bi2-based alloys35,36,37,38,39,40,41,42,43,44,45. Typically, the n-type Mg3Bi2-based materials have recently emerged as a promising candidate for thermoelectric cooling due to their relatively high zTs, low cost, and environmental friendliness39,42. Consequently, developing miniscale Mg3Bi2-based coolers capable of achieving substantial cooling temperature differences and high cooling power density is critical.
This study aims at the design and fabrication of miniaturized Mg3Bi2-based thermoelectric coolers. The optimal design of the miniscale cooler is realized by investigating the impact of leg geometry and contact layer on the cooling performance through simulations46,47,48,49,50,51. Experimentally, magnetron sputtering is employed to deposit ultrathin Cu layers onto the Mg2Ni layer, enabling the fabrication of miniscale thermoelectric coolers. The work seeks to advance design principles for miniaturized thermoelectric coolers and facilitate the development of high-efficiency, space-constrained thermal management solutions for next-generation electronics.
Results
Principles for the design of a miniscale thermoelectric cooling device
The performance of thermoelectric coolers, e.g., the maximum cooling temperature difference (ΔTmax) and cooling power (Qc), is jointly determined by the material properties and the device design. In this study, the performance of Mg3Bi2-based thermoelectric coolers is investigated by examining the effects of varying leg lengths, different ceramic materials, and varied electrical contact resistivities. The material properties used for the calculation are shown in Supplementary Fig. 1.
When the cooler operates at the optimal electrical current and reaches a steady state, the cooling power at the cold side is determined by Eq. (1),
where Tc is the cold-side temperature, Th is the hot-side temperature, N is the number of thermoelectric pairs, and I is the electrical current. In addition, S, R, and K are the Seebeck coefficient, the electrical resistance, and the thermal conductance of a thermoelectric pair consisting of an n-type leg and a p-type leg.
The maximum temperature difference of the thermoelectric cooler is expressed by Eq. (2),
where the figure of merit of a thermoelectric pair (Z) is given by Eq. (3),
When the temperature difference becomes zero, the cooling power reaches its maximum value (Qc, max), which is shown by Eq. (4),
Considering the impact of electrical contact resistance (Re) and substrate thermal resistance (Rt) on the cooling performance, Eq. (2) can be rewritten as,
where the updated figure of merit (Zd) is given by Eq. (6),
where ρe is the electrical contact resistivity. In Eq. (6), it is assumed that the leg lengths (L) and cross-sectional areas of the n-type and p-type are identical.
The impact of substrate thermal resistance on the hot-side temperature is shown by Eq. (7), where Qh is the heat dissipation of the cooler, and Ts is the heat sink temperature.
The electrical contact resistance also affects the maximum cooling power, and Eq. (4) can be rewritten as,
Calculations on the performance of the Mg3Bi2-based cooler were conducted. Based on Eq. (5), the relationship between ΔTmax and leg length under different contact resistivities was calculated (Fig. 1a). As the length of the thermoelectric leg decreases, the ΔTmax diminishes, primarily due to the increased influence of irreversible losses associated with contact resistances at the interfaces. These losses become more pronounced as the leg length is reduced, leading to a significant reduction in cooling performance. This reduction becomes more pronounced as the interfacial electrical contact resistivity increases, and the disparity in ΔTmax is noticeable when the leg length is less than 1.0 mm. For a Mg3Bi2-based leg with dimensions of 1 × 1 × 1 mm3, the contact resistivity of 10 μΩ cm2 accounts for approximately 6.7% of the total internal resistance, further highlighting the critical role of minimizing contact losses in optimizing the performance of miniaturized thermoelectric coolers. According to Eq. (8), the large electrical contact resistance is also deleterious to maximum cooling power since the Joule heating caused by contact resistance becomes more significant at shorter leg lengths (Fig. 1b). The relationship between ΔTmax and leg length for different substrate materials, e.g., Al2O3, AlN, and diamond, is depicted in Fig. 1c. It is assumed that the thickness of ceramic materials is 500 μm and the electrical contact resistivity is zero. The results demonstrate that the choice of substrate material significantly impacts the thermal resistance, thereby influencing the ΔTmax of the thermoelectric cooler. Specifically, substrates with higher thermal conductivity exhibit mitigated degradation of ΔTmax, highlighting the critical role of substrate material selection for optimizing cooling performance.

a The relationship between the maximum cooling temperature difference and the leg length at different electrical contact resistivities. b Maximum cooling power density vs. leg length at different contact resistivities. c The relationship between the maximum cooling temperature difference and the leg length with different substrate materials. d The relationship between the temperature of the hot-side ceramic substrate and the leg length.
Furthermore, it should be noted that the temperature of the hot-side ceramic substrate is significantly influenced by the heat exchange capacity of the heat sink and contact thermal resistance dictated by the thermal grease. Experimentally, appreciable thermal non-uniformities can be observed in the ceramic substrate. Finite element simulations using COMSOL have been performed on the temperature distribution of the hot-side ceramic substrate with different leg lengths (Fig. 1d), and the simulation parameters are listed in Supplementary Table 1. The maximum temperature is localized at the interface between the electrode and thermoelectric legs, whereas the minimum temperature emerges at the peripheral region distal to the thermoelectric pairs. With the decreasing leg length, the temperature differential between the maximum and minimum values becomes notable, reflecting intensified thermal non-uniformity that directly compromises ΔTmax. The insets of Fig. 1d show the comparison of the temperature cloud diagrams between the Al2O3 and AlN substrates. Owing to the lower thermal conductivity, the Al2O3 substrate exhibits more pronounced thermal non-uniformity. To further miniaturize the cooler and reduce thermal resistance, 200 μm AlN substrates are taken into account, with the calculation and simulation results shown in Supplementary Fig. 2.
Contact layer design of the Mg3Bi2-based miniscale thermoelectric cooler
The design of the contact layer plays a pivotal role in the fabrication of the high-performance thermoelectric cooler. Previously, iron39, nickel52, and 304 stainless steel53, which are weldable and can realize a low contact resistivity, have been used as the contact layer for Mg3Bi2-xSbx. Compared to these metals and alloys, materials such as Mg2Ni54 and Mg2Cu55 have also been developed as contact layers and demonstrated good reliability. Mg2Ni, exhibiting the lowest electrical contact resistivity (~ 2 μΩ cm2)43,54 among Mg2Cu (~ 12 μΩ cm2)55, 304 stainless steel (~ 5 μΩ cm2), and Fe (~ 2 μΩ cm2)39,52,53,56, is chosen for this study. Since Mg3Bi2-based materials are prone to react with water, electroplating and chemical plating should be excluded from contact layer fabrication57,58. Therefore, the bonding between the contact layer and Mg3Bi2-xSbx is realized by sintering. It should be emphasized that Mg2Ni is unweldable, thereby an additional metallic layer on Mg2Ni is required for soldering.
Experimentally, a Mg2Ni layer was fabricated on Mg3Bi2-xSbx through a sintering process, followed by the deposition of a Cu thin film onto the Mg2Ni layer using the sputtering technique, i.e., Mg3.2Bi1.497Sb0.5Te0.003/Mg2Ni/Cu film. The contact layer structure is shown in Fig. 2a. The impact of contact layer thickness on the cooling performance has been investigated through finite element simulations. The results indicate that a thinner contact layer favors the optimal leg cross-sectional ratio between the n-type and p-type thermoelectric legs (An/Ap) approaching unity (Fig. 2b). This not only benefits the processing of the thermoelectric legs but also contributes to obtaining a higher cooling power density. On the other hand, based on the optimal leg cross-sectional area ratio, the disparities in ΔTmax due to different contact layer designs are compared in Fig. 2c. As the leg length decreases, a thinner contact layer can result in an improved ΔTmax, and a similar trend is also reflected in maximum cooling power (Supplementary Fig. 3). Considering the significant impact of contact layer thickness on the performance of miniaturized coolers, sputtering is employed to fabricate the metallization layer.

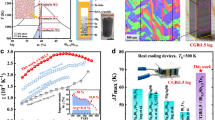
a Schematic view of the leg structure, including pre-circuited AlN ceramic plate, Cu electrode, Sn42Bi58 solder, sputtered Cu layer, Mg2Ni contact layer, and Mg3Bi2-based materials. b Simulated maximum temperature difference as a function of the cross-section area ratio of the n- and p-type legs (An/Ap) with different contact layer thicknesses. c Simulated maximum temperature difference as a function of the leg lengths with different contact layer thicknesses. d Scanning electron microscopy image of the Mg3.2Bi1.497Sb0.5Te0.003/Mg2Ni/Cu film/Sn-Bi solder/Cu electrode junction, the corresponding EDX mapping, and the interfacial electrical contact resistance.
Based on the simulations, the optimized thermoelectric legs feature an overall dimension of 1 × 1 × 1 mm3. Within this structure, the Mg3Bi2-xSbx layer has a thickness of ~ 0.9 mm, and the Bi2Te3-based layer has a thickness of 1.0 mm. The n-type Mg3.2Bi1.497Sb0.5Te0.003/Mg2Ni/Cu film/Cu electrode joint is soldered, and interfacial contact resistivity and elemental mapping results are shown in Fig. 2d. The electrical contact resistivity between the Mg2Ni and the Mg3.2Bi1.497Sb0.5Te0.003 is 1.0 μΩ cm2. The energy-dispersive X-ray spectroscopy (EDX) mapping confirms the absence of significant elemental diffusion at the interface, while clearly identifying the presence of the sputtered Cu film. The electron probe microanalysis (EPMA) point analysis results show the atomic proportion of Mg in Mg3.2Bi1.497Sb0.5Te0.003 remains at 60%(Supplementary Table. 2). Regarding the apparent presence of Sb in the Sn-Bi solder layer, this artifact arises from the close spectral proximity between the Sn and Sb characteristic peaks in EDX (Supplementary Fig. 4), and the EPMA results (Supplementary Table. 3) confirm the absence of Sb in the solder layer. In addition, the interfacial shear strength of the thermoelectric joint has been characterized (Supplementary Fig. 5). Scanning electron microscopy (SEM) image and EDX results of the sheared interfaces between solder and Mg2Ni, and between Mg2Ni and Mg3.2Bi1.497Sb0.5Te0.003 are shown in Supplementary Figs. 6–9, respectively.
Performance of the Mg3Bi2-based miniscale thermoelectric cooler
The fabrication process of the Mg3Bi2-based miniscale thermoelectric cooler is illustrated in Supplementary Fig. 10. The miniscale cooler was integrated through vacuum reflow soldering, with the assembly held at 453 K for 30 s and subsequently cooled in the furnace. This process is designed to minimize the formation of defects such as voids in the solder layer, while also ensuring compatibility with thin copper films within a narrow soldering window.
The cooling performance of the Mg3.2Bi1.497Sb0.5Te0.003/Bi0.4Sb1.6Te3 miniscale thermoelectric cooler is measured by the homemade system59, and the setup for this characterization is shown in Fig. 3a. The measured cooling temperature differences, cooling power, and coefficient of performance (COP) are shown in Figs. 3b–f. The Mg3.2Bi1.497Sb0.5Te0.003/Bi0.4Sb1.6Te3 miniscale cooler achieved maximum cooling temperature differences of ~ 59.0 K, ~ 69.9 K, and ~ 81.1 K at hot-side temperatures of 300, 325, and 350 K, respectively (Fig. 3b). The cooler exhibits a nearly linear relationship between the cooling power and the cooling temperature difference for varying electrical currents (Fig. 3c) at the hot-side temperature of 300 K. The electrical-current-dependent cooling power at different cooling temperature differences is shown in Fig. 3d. At the current of 1 A and the temperature difference of 10 K, the COP is approximately 2.3 (Fig. 3e). At a hot-side temperature of 300 K, the cooler can achieve a maximum cooling power density of ~ 5.7 W cm−2. Compared to the previously reported Mg3Bi2-based coolers38,55,60, our results demonstrate a significantly improved cooling power density, benefiting from the miniaturization of the thermoelectric cooler (Fig. 3f). This high cooling power density is essential for localized thermal management of electronics. The measurement uncertainty of cooling power has been analyzed, and it is less than 3.6% (Supplementary Figs. 11–13). The detailed cooling performance of this miniscale cooler at hot-side temperatures of 325 K and 350 K is shown in Supplementary Figs. 14 and 15. Correspondingly, the steady-state cooling performance of the miniscale cooler is simulated, and the impact of thermal radiation is considered (Supplementary Fig. 16)61. To evaluate the stability of the cooler, the cyclic cooling performance of the device has been characterized (Fig. 3g). At the hot-side temperature of 300 K, the cooler was subjected to cyclic currents of 1 A and 3 A (i.e., electrical current densities of 1 A mm−2 and 3 A mm−2) for 270 h (~ 3000 cycles). After the cycling test, the cooler maintained ~ 98.3% of its original performance under the electrical current density of 3 A mm−2.

a The setup for characterizing the cooling performance of the Mg3.2Bi1.497Sb0.5Te0.003/(Bi, Sb)2Te3 cooler. b The relationship between electrical current and cooling temperature difference at the hot-side temperature of 300, 325, and 350 K, respectively. c The relationship between cooling power and cooling temperature difference at the hot-side temperature of 300 K. d The relationship between cooling power and electrical current under different cooling temperature differences. e The relationship between COP and electrical current at the hot-side temperature of 300 K. f The comparison of the maximum cooling power density among different Mg3Bi2-based coolers38,55,60. g Cyclic cooling performance of the miniscale device.
In addition to the large cooling power density, the miniscale thermoelectric cooler can also realize a rapid response for cooling. Herein, the transient cooling performance of the Mg3.2Bi1.497Sb0.5Te0.003/Bi0.4Sb1.6Te3 miniscale cooler was measured. For the transient cooling performance characterization, the cooling temperature difference generated over time was recorded immediately after applying an operating electrical current. In practical applications, the cooling performance of the device varies with thermal loads. Therefore, the transient cooling performance under varying thermal capacitances was characterized using custom-designed thermal capacitance samples, as detailed in Supplementary Fig. 17. The relationship between the response time and the cooling temperature difference is calculated through a time decay function model, as shown in Eq. (9)62.
where ΔTSteady is the steady-state temperature difference, ΔTInitial is the initial cooling temperature difference, τ is the response time constant, and t is the response time. The transient cooling performance of the miniscale cooler under the thermal capacitance of 0 J K−1, 0.27 J K−1, and 0.80 J K−1 has been characterized (Supplementary Figs. 18 and 19). These results show the response time constant increases with larger thermal capacitance, indicating the cooling response will undergo appreciable changes under operational conditions.
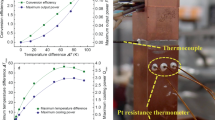
Figure 4 shows the comparison of the transient cooling dynamics between the miniscale cooler and the regular-sized cooler, both fabricated using Mg3.2Bi1.497Sb0.5Te0.003 and Bi0.4Sb1.6Te3. (The geometric data of the regular-sized cooler and its cooling performance are shown in Supplementary Table 4 and Supplementary Fig. 20, respectively.) The miniscale cooler exhibits a much more rapid response than that of the regular-sized cooler (Fig. 4a). There is a notable difference in cooling speeds between the miniscale cooler (~ 65.4 K s−1) and the regular-sized cooler (~ 15.7 K s−1) when I/Imax = 1.0 (Fig. 4b). Compared to the regular-sized cooler, the response time constant of the miniscale cooler can be reduced by a factor of ~ 7, e.g., it is ~ 12.6 s for the regular-sized cooler and only ~ 1.8 s for the miniscale cooler when I/Imax = 1.0 (Fig. 4c). Correspondingly, the simulated transient performance of coolers is shown in Supplementary Figs. 21–23. Subsequently, the miniscale cooler was employed to cool the central processing unit (CPU) of the microcontroller (Fig. 4d). Under the ambient temperature of 295 K and natural convection cooling in air, the CPU stabilized at a steady-state temperature of ~ 300 K when the miniscale cooler was deactivated (TEC off). Infrared thermal imaging revealed a localized hot spot proximal to the CPU within the microcontroller, as evidenced by the inset of Fig. 4d. With the miniscale cooler operating at an electrical current density of 3 A mm−2 with a power consumption of 2.4 W and a COP of 0.39, the CPU temperature was effectively reduced to 273 K. The miniscale Mg3Bi2-based cooler effectively achieves localized cooling, as shown in the infrared thermal imaging (the inset of Fig. 4d).

Comparison of (a) the transient cooling effect, (b) the cooling speeds, and (c) time constants between the miniscale cooler and the regular-sized cooler. d The localized cooling on the CPU by the miniscale cooler.
Discussion
To sum up, we report the miniaturization of the Mg3Bi2-based thermoelectric coolers, including optimization of the thermoelectric leg length, interfacial electrical contact resistance, the thermal conductivity of the ceramic substrate, and contact layer design. The n-type thermoelectric legs with a copper layer (< 3 μm), a Mg2Ni layer (50 μm), and an Mg3(Bi, Sb)2 layer (900 μm), with a cross-sectional area of 1.0 × 1.0 mm2 were prepared. The contact resistivity of the n-type thermoelectric joint was only 1 μΩ cm2, and AlN was selected as the substrate material to minimize the thermal resistance. At a hot-side temperature of 300 K, this miniscale cooler achieved a maximum cooling temperature difference of ~ 59.0 K and a cooling power density of ~ 5.7 W cm−2. At 350 K, these values increased to ~ 81.2 K and ~ 7.4 W cm−2, outperforming the state-of-the-art Mg3Bi2-based coolers. The Mg3.2Bi1.497Sb0.5Te0.003/Bi0.4Sb1.6Te3 miniscale cooler achieved the time constants of ~ 1.8 s, ~ 12 s, and ~ 30 s and maximum cooling speeds of ~ 65 K s−1, ~30 K s−1, and ~20 K s−1 under the thermal capacitances of 0.0 J K−1, 0.27 J K−1, and 0.80 J K−1, respectively. After 270 h of continuous operation (approximately 3000 cycles), the cooler maintains its original cooling performance. In addition, this miniscale cooler was used to successfully achieve the localized cooling of the CPU in the microcontroller. Our results demonstrate that the miniaturized Mg3Bi2-based coolers are promising for localized electronic thermal management.
Methods
Material preparation
Mg3Bi2-based polycrystalline samples are prepared by using magnesium (Mg turnings, ZNXC, 99.995%), bismuth (Bi shots, ZNXC, 99.999%), antimony (Sb shots, ZNXC, 99.999%), and tellurium (Te ingots, ZNXC, 99.999%) as raw materials. The raw materials were weighed according to the nominal composition of Mg3.2Bi1.5-xSb0.5Tex. The weighted elements are loaded into the stainless jar in the glove box, and ball milled for 8 h (SPEX Mixer 8000 M). The obtained powder is filled in the graphite mold and then sintered at 1053 K with a force of 43 MPa for 2 min. The cylindrical graphite mold has a height of 120 mm, an outer diameter of 60 mm, and an inner diameter of 12.7 mm. Following the filling of the graphite mold with powder, two cylindrical plungers were employed to compress the powder from both ends.
Composition and microstructure characterization
The phase identification of the sample is performed by X-ray diffraction (XRD, XtaLAB Synergy, Rigaku), and the whole profile of the XRD patterns of Mg3.2Bi1.5-xSb0.5Tex is refined by the Le Bail method63, which is shown in Supplementary Fig. 24. The composition of Mg3.2Bi1.497Sb0.5Te0.003 was characterized by the electron probe X-ray micro-analyzer (EPMA, JXA-iHP200F, JEOL). The microstructure of the sample is characterized by scanning electron microscopy (SEM, Crossbeam350, ZEISS), and the elemental distribution is identified by energy-dispersive X-ray spectroscopy (EDX, Crossbeam350, ZEISS). The SEM and EDX characterization of the Mg3.2Bi1.497Sb0.5Te0.003 is shown in Supplementary Fig. 25.
Thermoelectric properties characterization
The Mg3Bi2-based materials and commercial p-type (Bi, Sb)2Te3 were cut into bar-shaped samples for simultaneous electrical resistivity and Seebeck coefficient measurement from 300 to 523 K on a commercial apparatus (CTA-3, Cryoall) under a helium atmosphere. The Mg3Bi2-based materials and commercial p-type (Bi, Sb)2Te3 were cut into disks with dimensions for the measurement of thermal diffusivity from 300 to 573 K (LFA 457, Netzsch). The density of the sample is measured by the Archimedean method. The thermal conductivity above 300 K is calculated by the product of thermal diffusivity, specific heat (calculated based on the Dulong–Petit law), and density. The thermoelectric properties below 300 K were characterized by the thermal transport option of the physical properties measurement system (DynaCool PPMS, Quantum Design).
Contact-layer preparation
The sintered Mg3.2Bi1.497Sb0.5Te0.003 disk with a diameter of ~ 12.7 mm and a thickness of 1.2 ~ 1.4 mm was polished to 0.7 ~ 1.0 mm. The raw elements of magnesium (Mg ingots, ZNXC, 99.995%) and nickel (Ni powder, ZNXC, 99.99%) were weighed according to the composition of Mg2Ni in the glovebox. These elements were sealed in the Nb tube and then encapsulated in the quartz tube. It was heated up to 1223 K in 3 h, maintained at this temperature for 24 h, and then quenched in water. The ingot of as-prepared Mg2Ni was ball-milled into powders. The junction of Mg2Ni/Mg3Bi1.497Sb0.5Te0.003/Mg2Ni is prepared by spark plasma sintering of the Mg2Ni powder/Mg3Bi1.497Sb0.5Te0.003 disk/Mg2Ni powder together at a temperature of 643 K and the applied pressure of 30 MPa for 5 min. Then, copper layers were sputtered onto the Mg2Ni layer, and the disk of Cu/Mg2Ni/Mg3Bi1.497Sb0.5Te0.003/Mg2Ni/Cu was prepared. The contact layer of the p-type (Bi, Sb)2Te3 leg (RusTec LLC) was electroplated in a Ni(SO3NH2)2 solution after acid etching by HNO3 (65−68%).
Device fabrication
The n-type Cu/Mg2Ni/Mg3Bi1.497Sb0.5Te0.003/Mg2Ni/Cu disk was cut into legs by wire cutting (with the protection of oil) in a dimension of ~ 1.0 × 1.0 × 1.0 mm3. The p-type Ni/Bi0.4Sb1.6Te3/Ni pellets were cut into legs by sand-wheel slice cutting in water in a dimension of ~ 1.0 × 1.0 × 1.0 mm3. The contact resistance of the thermoelectric leg is characterized by the homemade four-probe setup. The n- and p-type thermoelectric legs were soldered (Sn42Bi58, melting point 412 K) onto the ceramic plate deposited with copper and nickel metals by the one-step reflow method performed with the reflow oven (SRO 714, ATV). First, the vacuum reflow soldering furnace is evacuated to 10 Pa, then nitrogen (N2) is introduced, followed by another evacuation to 10 Pa. Nitrogen is continuously introduced to maintain the pressure in the furnace at 350 Pa, with a nitrogen flow rate of 6 slm. Then, the furnace temperature is increased from room temperature to 383 K at a heating rate of 1 K s–1 and held at 383 K for 2 min. After that, the temperature is raised to 453 K and held for 30 s. When the temperature is raised to 453 K, the chamber is sealed and evacuated to 10 Pa. Finally, nitrogen is continuously introduced as the temperature cools down to room temperature, with a cooling rate of approximately 0.5 K s–1. Using the same method, regular-sized thermoelectric coolers are fabricated, with their relevant parameters listed in Supplementary Table 4.
Simulation of the cooling performance
The cooling performance of the thermoelectric coolers was simulated by finite element analysis software COMSOL Multiphysics based on the thermoelectric properties of the n-type Mg3Bi1.497Sb0.5Te0.003 and the p-type Bi0.4Sb1.6Te3. The simulation parameters are shown in Supplementary Tables 1, 4 and Supplementary Fig. 1. In the construction of the simulation model for the miniature-sized cooler, two different n-type thermoelectric leg connection layer structures are considered, which are shown in Fig. 2a,c. For the thermoelectric legs prepared using multiple sintering processes, the contact layer thickness is designed to be 150 μm, and the metallization layer thickness is 100 μm. For the thermoelectric legs prepared using a combination of sputtering and sintering processes, the contact layer thicknesses are designed to be 50, 100, and 150 μm, with the metallization layer omitted. All simulated cooler models exclude the soldering layer.
Characterization of the cooling performance
The thermoelectric cooling performance characterization system mainly consists of three parts: the power supplies, the hot-side temperature control system, and the electrical and thermal measurement system. To ensure good thermal contact between the device and the heat sink during testing, a thermal paste is applied to the heat sink surface, and pressure is applied to the top of the cooler59.
For the steady-state cooling performance test, both the direct method and the extrapolation method are used. In the direct method, temperature data is directly read from the hot and cold sides of the cooler to obtain the cooling temperature difference. In the extrapolation method, a reference sample with a matching geometric size is fixed above the cooler, and a heater is fixed on top of the reference sample to provide a thermal load. By adjusting the current and thermal load, the cooling temperature difference and cooling power can be obtained. Combining the input power, the COP can be calculated. To ensure steady-state conditions, the temperature difference between the hot-side temperature and the set value should be less than 0.1 K within 90 s, and the variation in the temperature difference between the hot and cold sides should be less than 0.15 K within 30 s59.
For the cyclic reliability testing of the cooler’s cooling performance, two distinct electrical currents were alternately supplied to the thermoelectric cooler. Upon reaching a steady state at each operating current, the power supply switches to the next current to drive the cooling cycle. This alternating continuous operation between two different currents assessed the cooler’s operational reliability by monitoring changes in its achievable cooling temperature difference.
For the transient cooling performance characterization, the hot and cold-side temperatures are adjusted using a water-cooling temperature control system. The temperature difference between the hot-side temperature and the set value must be less than 0.1 K within 90 s, and the temperature difference between the hot and cold sides must be less than 0.15 K within 30 s to meet the initial conditions for the transient cooling performance test. Afterward, the set current is applied, and the temperature changes at the hot and cold sides are recorded. The insulating material is placed above the TEC to provide insulation while applying pressure.
Data availability
Source data are provided in this paper.
References
Waldrop, M. M. The chips are down for Moore’s law. Nat. N. 530, 144 (2016).
Ball, P. Computer engineering: Feeling the heat. Nature 492, 174–176 (2012).
Li, Z. et al. Comprehensive review and future prospects on chip-scale thermal management: Core of data center’s thermal management. Appl. Ther. Eng. 251, 123612 (2024).
Chethana, G. D. & Sadashive Gowda, B. Thermal management of air and liquid cooled data centres: A review. Mater. Today Proc. 45, 145–149 (2021).
Isazadeh, A., Ziviani, D. & Claridge, D. E. Thermal management in legacy air-cooled data centers: An overview and perspectives. Renew. Sustain. Energy Rev. 187, 113707 (2023).
Du, Y. et al. Dynamic thermal environment management technologies for data center: A review. Renew. Sustain. Energy Rev. 187, 113761 (2023).
DiSalvo, F. J. Thermoelectric cooling and power generation. Science 285, 703–706 (1999).
Bell, L. E. Cooling, heating, generating power, and recovering waste heat with thermoelectric systems. Science 321, 1457–1461 (2008).
He, J. & Tritt, T. M. Advances in thermoelectric materials research: looking back and moving forward. Science 357, eaak9997 (2017).
Mao, J., Chen, G. & Ren, Z. Thermoelectric cooling materials. Nat. Mater. 20, 454–461 (2021).
Semenyuk, V. A., Pilipenko, T. V., Albright, G. C., Ioffe, L. A. & Rolls, W. H. Miniature thermoelectric coolers for semiconductor lasers. AIP Conf. Proc. 316, 150–153 (1994).
Semenyuk, V. Thermoelectric micro modules for spot cooling of high density heat sources. In Proceedings ICT2001. 20 International Conference on Thermoelectrics (Cat. No.01TH8589) 391–396 (2001).
Qiu, J. et al. 3D Printing of highly textured bulk thermoelectric materials: mechanically robust BiSbTe alloys with superior performance. Energy Environ. Sci. 12, 3106–3117 (2019).
Haidar, S. A. et al. Deposition and fabrication of sputtered bismuth telluride and antimony telluride for microscale thermoelectric energy harvesters. Thin Solid Films 717, 138444 (2021).
Corbett, S. et al. Electrodeposited thin-film micro-thermoelectric coolers with extreme heat flux handling and microsecond time response. ACS Appl. Mater. Interfaces 13, 1773–1782 (2021).
Sun, X. et al. General strategy for developing thick-film micro-thermoelectric coolers from material fabrication to device integration. Nat. Commun. 15, 3870 (2024).
Liu, Z. et al. High-performance integrated chip-level thermoelectric device for power generation and microflow detection. Nano Energy 114, 108611 (2023).
Li, G. et al. Integrated microthermoelectric coolers with rapid response time and high device reliability. Nat. Electron. 1, 555–561 (2018).
Kishi, M. et al. Micro thermoelectric modules and their application to wristwatches as an energy source. In Proceedings Eighteenth International Conference on Thermoelectrics, ICT’99 (Cat. No.99TH8407) 301–307 (1999).
Semenyuk, V. Miniature thermoelectric modules with increased cooling power. in Proceedings 2006 25th International Conference on Thermoelectrics 322–326 (2006).
Semenyuk, V. Novel Thermoelectric microcoolers compatible with electro-optic components. In Proceedings 3rd International Energy Conversion Engineering Conference (American Institute of Aeronautics and Astronautics, San Francisco, California, 2005).
Kim, M.-Y. & Oh, T.-S. Thermoelectric thin film device of cross-plane configuration processed by electrodeposition and flip-chip bonding. Mater. Trans. 53, 2160–2165 (2012).
Liu, Z. et al. Lithium doping to enhance thermoelectric performance of MgAgSb with weak electron–phonon coupling. Adv. Energy Mater. 6, 1502269 (2016).
Liu, Z., Mao, J., Sui, J. & Ren, Z. High thermoelectric performance of α-MgAgSb for power generation. Energy Environ. Sci. 11, 23–44 (2018).
Zhao, H. et al. High thermoelectric performance of MgAgSb-based materials. Nano Energy 7, 97–103 (2014).
Liu, Z. et al. Demonstration of ultrahigh thermoelectric efficiency of ∼7.3% in Mg3Sb2/MgAgSb module for low-temperature energy harvesting. Joule 5, 1196–1208 (2021).
Liu, D. et al. Lattice plainification advances highly effective SnSe crystalline thermoelectrics. Science 380, 841–846 (2023).
Qin, B. et al. Power generation and thermoelectric cooling enabled by momentum and energy multiband alignments. Science 373, 556–561 (2021).
Mi, W. et al. Thermoelectric transport of Se-rich Ag2Se in normal phases and phase transitions. Appl. Phys. Lett. 104, 133903 (2014).
Conn, J. B. & Taylor, R. C. Thermoelectric and crystallographic properties of Ag2Se. J. Electrochem. Soc. 107, 977 (1960).
Jiang, F. et al. Prefer-oriented Ag2Se crystal for high-performance thermoelectric cooling. Adv. Func. Mater. 35, 2415000 (2025).
Liu, M., Zhang, X., Zhang, S. & Pei, Y. Ag2Se as a tougher alternative to n-type Bi2Te3 thermoelectrics. Nat. Commun. 15, 6580 (2024).
Wang, S. et al. High carrier mobility and promising thermoelectric module performance of n-type PbSe crystals. Small 20, 2400866 (2024).
Wang, L. et al. Realizing thermoelectric cooling and power generation in n-type PbS0.6Se0.4 via lattice plainification and interstitial doping. Nat. Commun. 15, 3782 (2024).
Shu, R. et al. Mg3+δSbxBi2-x family: a promising substitute for the state-of-the-art n-type thermoelectric materials near room temperature. Adv. Func. Mater. 29, 1807235 (2019).
Pan, Y. et al. Mg3(Bi, Sb)2 single crystals towards high thermoelectric performance. Energy Environ. Sci. 13, 1717–1724 (2020).
Tamaki, H., Sato, H. K. & Kanno, T. Isotropic conduction network and defect chemistry in Mg3+δSb2-based layered Zintl compounds with high thermoelectric performance. Adv. Mater. 28, 10182–10187 (2016).
Chen, N. et al. Improved figure of merit (z) at low temperatures for superior thermoelectric cooling in Mg3(Bi, Sb)2. Nat. Commun. 14, 4932 (2023).
Mao, J. et al. High thermoelectric cooling performance of n-type Mg3Bi2-based materials. Science 365, 495–498 (2019).
Shi, X. et al. Extraordinary n-type Mg3SbBi thermoelectrics enabled by Yttrium doping. Adv. Mater. 31, 1903387 (2019).
Imasato, K., Dongmin Kang, S. & Jeffrey Snyder, G. Exceptional thermoelectric performance in Mg3Sb0.6Bi1.4 for low-grade waste heat recovery. Energy Environ. Sci. 12, 965–971 (2019).
Zhang, J. et al. Discovery of high-performance low-cost n-type Mg3Sb2-based thermoelectric materials with multi-valley conduction bands. Nat. Commun. 8, 13901 (2017).
Ma, X. et al. Elevating thermoelectric performance in the sub-ambient temperature range for electronic refrigeration. Innovation 6, 100864 (2025).
Yang, H. et al. High-performance double-stage Mg3Bi2-based thermoelectric cooler. Innov. Mater. 3, 100130–100138 (2025).
Fu, C. & Zhu, T. Cascade thermoelectrics: Cooling the cooler. Innov. Mater. 3, 100135–2 (2025).
Choo, S. et al. Geometric design of Cu2Se-based thermoelectric materials for enhancing power generation. Nat. Energy 9, 1105–1116 (2024).
Şişik, B. & LeBlanc, S. The influence of leg shape on thermoelectric performance under constant temperature and heat flux boundary conditions. Front. Mater. 7, https://doi.org/10.3389/fmats.2020.595955 (2020).
Rjafallah, A., Cotfas, D. T. & Cotfas, P. A. Legs geometry influence on the performance of the thermoelectric module. Sustainability 14, 15823 (2022).
Ibeagwu, O. I. Modelling and comprehensive analysis of TEGs with diverse variable leg geometry. Energy 180, 90–106 (2019).
Thimont, Y. et al. Elaboration of p-type Ge doped MnSiy (1.73 <y <1.77) thermoelectric legs with complex shapes by binder jetting additive manufacturing technique. Acta Mater. 282, 120466 (2025).
Thimont, Y. & LeBlanc, S. The impact of thermoelectric leg geometries on thermal resistance and power output. J. Appl. Phys. 126, 095101 (2019).
Wu, X. et al. A general design strategy for thermoelectric interface materials in n-type Mg3Sb1.5Bi0.5 single leg used in TEGs. Acta Mater. 226, 117616 (2022).
Yin, L. et al. Reliable n-type Mg3.2Sb1.5Bi0.49Te0.01/304 stainless steel junction for thermoelectric applications. Acta Mater. 198, 25–34 (2020).
Yin, L. et al. CALPHAD accelerated design of advanced full-Zintl thermoelectric device. Nat. Commun. 15, 1–9 (2024).
Yang, J. et al. Next-generation thermoelectric cooling modules based on high-performance Mg3(Bi, Sb)2 material. Joule 6, 193–204 (2022).
Bu, Z. et al. An over 10% module efficiency obtained using non-Bi2Te3 thermoelectric materials for recovering heat of <600 K. Energy Environ. Sci. 14, 6506–6513 (2021).
Wu, X. et al. Revealing the chemical instability of Mg3Sb2-xBix-based thermoelectric materials. ACS Appl. Mater. Interfaces 15, 50216–50224 (2023).
Shang, H. et al. N-type Mg3Sb2-xBix with improved thermal stability for thermoelectric power generation. Acta Mater. 201, 572–579 (2020).
Liang, K. et al. Characterizing the thermoelectric cooling performance across a broad temperature range. Rev. Sci. Instrum. 94, 105112 (2023).
Liu, Z. et al. Maximizing the performance of n-type Mg3Bi2 based materials for room-temperature power generation and thermoelectric cooling. Nat. Commun. 13, 1120 (2022).
Cai, L. et al. Investigation of thermal radiation effects on thermoelectric module performance by an improved model. J. Power Sources 477, 228713 (2020).
Adams, M. J., Verosky, M., Zebarjadi, M. & Heremans, J. P. High switching ratio variable-temperature solid-state thermal switch based on thermoelectric effects. Int. J. Heat. Mass Transf. 134, 114–118 (2019).
Ye, S. et al. Superior electron transport in the single-crystalline TiCoSb-based half-Heuslers. Nat. Commun. 16, 1812 (2025).
Acknowledgements
This work was supported by the National Natural Science Foundation of China for Distinguished Young Scholars (52425108), the Key-Area Research and Development of Guangdong Province (2024B0101040002), the Shenzhen Science and Technology Program (KQTD20200820113045081), and the GuangDong Basic and Applied Basic Research Foundation (2024B1515040022). J.M. acknowledges the financial support from the National Natural Science Foundation of China (52473298), and the Shenzhen Science and Technology Program (RCJC20221008092725020). Q.Z. acknowledges the financial support from the National Natural Science Foundation of China (52172194, 52425108), and the Shenzhen Science and Technology Program (RCJC20210609103733073, JCYJ20241202123659001). F.C. acknowledges the financial support from the National Natural Science Foundation of China (52472196). X.J.M. acknowledges the financial support from the China Postdoctoral Science Foundation (2023M730841) and the National Natural Science Foundation of China (12404046).
Author information
Authors and Affiliations
Contributions
J.M., Q.Z., and C.H.L. conceived the idea, J.M. and C.H.L. designed the research, C.H.L., P.Z., Y.X., and J.M.Q synthesized the n-type thermoelectric materials, C.H.L. and S.C.D. synthesized the p-type thermoelectric materials, C.H.L., S.Y., S.Z.Z., and J.C. characterized the thermoelectric properties of the n- and p-type thermoelectric materials, C.H.L., X.J.M., and L.Y. prepared contact layer materials for n-type Mg3Bi2-based alloys, C.H.L., X.J.M., J.W., Z.X.W., and Z.Q.T. prepared metallic layer materials for n-type Mg3Bi2-based alloys, C.H.L., H.Y.Y., and K.L. prepared contact layer materials for p-type (Bi, Sb)2Te3 alloys, C.H.L. and K.L. designed the thermoelectric coolers, C.H.L., X.J.M., K.L., H.Y.Y., and L.L.S. fabricated the thermoelectric coolers, C.H.L. and K.L. simulated the cooling performance of the device, C.H.L., K.L., H.Y.Y., and L.Z.W. characterized the cooling performance of the device, J.M., C.H.L., F.C., and F.J. analyzed the data, J.M., C.H.L., X.J.M., and Q.Z. wrote and edited the manuscript. All authors contributed helpful discussions to this work.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Rafiq Mulla, and the other anonymous reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Lin, C., Ma, X., Liang, K. et al. Miniaturized Mg3Bi2-based thermoelectric cooler for localized electronic thermal management. Nat Commun 16, 7779 (2025). https://doi.org/10.1038/s41467-025-63174-y
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-025-63174-y
