
Abstract
This study aims to develop a novel calibration device to address the challenges of inadequate temperature field uniformity, significant temperature fluctuation, and less reliability in existing static calibration devices for thin-film thermocouples. In the beginning, a multi-zone high-temperature furnace and the reference end thermostat were designed separately utilizing the three-zone temperature control method and metal block heating together with air-cooled cycle. The finite element analysis method was used to simulate the temperature fields in both the working area of the reference end thermostat and the furnace barrel of a multi-zone high-temperature furnace. The working area’s temperature field environment was simulated and analyzed, which led to determining optimal partition length and heating power ratio of the multi-zone furnace heating wire. Finally, the temperature field in the multi-zone high-temperature furnace and the reference end thermostat were analyzed. The results demonstrated that the multi-zone high-temperature furnace significantly outperformed the conventional single-zone furnace. The uniform temperature field’s length reached 80 mm, with an axial temperature gradient below the 0.4 ℃/10 mm required by the national regulations. Additionally, the reference end thermostat maintained a temperature fluctuation within 0.25 ℃/10 min, which can meet the calibration requirements.
Similar content being viewed by others
Introduction
Thin-film thermocouples serves a vital role for measuring temperature in the aerospace, military, chemical, and other critical fields. Their particular value lie in the measurement of key high-temperature parts including aero-engine turbines, combustion chamber inner walls, and gun chambers. Thin-film thermocouples offer distinct advantages of rapid response speed, high measurement accuracy, and wide temperature measurement ranges1,2,3. Static calibration represents an essential element in the research and development process of thin-film thermocouples, establishing the crucial relationship between the potential and the temperature, ensuring measurement accuracy of the thin-film thermocouples through static calibration4,5. The calibration equipment provides a temperature field environment for the calibration experiments, with temperature field stability directly influencing the calibration accuracy. Therefore, it is essential to develop a set of static calibration equipment with adequate temperature precise control, excellent stability, reliability and standardization.
Recent research efforts, both domestic and international, have concentrated primarily on the preparation of thin-film thermocouples, with several specialized studies examining the calibration equipment for the preparation of thin-film thermocouples. Calibration equipment is generally constructed by researchers, according to their individual needs6,7,8. Tougas et al.9 employed a tube furnace test bench produced by Mitsubishi Heavy Industries to heat the thin-film thermocouple’s hot end. Their methodology involved a K-type thermocouple wire placing on the cold end of a thin-film thermocouple and then positioned an S-type thermocouple wire on the hot end to calibrate the thermocouple effectively reproducing the temperature gradient on the surface of the hot end components of a gas turbine engine. Tian et al.10 developed a calibration approach where they positioned a hot node of the thin film thermocouple in a verification furnace, while cooling the cold node with circulating water, and finally fixed two K-type thermocouples to measure both nodes’s temperatures. Yang et al.11 calibrated an InON/ITON thin-film thermocouple using a similar principle, the hot node of the thin-film thermocouple was placed into the constant temperature zone of the verification furnace during calibration, while the electrode pin was exposed outside the verification furnace as a cold end, cooled by a water-cooled fixture and circulating cooling water. They achieved signal output by utilizing a platinum wire with a diameter of 0.1 mm acted as the conductor and a high-temperature silver paste was used to fix the platinum wire to the pins of the thin-film thermocouple. Zhang et al.12 conducted the static calibration of PtRh thin-film thermocouples within a verification furnace’s constant temperature field. They placed the cold end in a 0℃ compensation device and used temperature controllers to achieve predetermined furnace temperature level. After temperature stabilization, they employed a high-precision multimeter to measure the thermoelectric potential of the thin-film thermocouple under test conditions. Zhang et al.13 developed a thin-film thermocouple calibration system based on the extrapolation method, utilizing laser irradiation for the sensor’s hot node, while maintaining the cold end in a Fluke constant temperature oil bath and signal processing occurred through gold platinum lead wire connections. As a result, calibration of the thin-film thermocouple was achieved. Cui et al.14 implemented a self-developed static calibration system for thin-film thermocouples incorporating a Fluke dry metering furnace, zero-degree thermostat, signal amplification circuits, and data acquisition devices, achieving satisfactory calibration within 100–660℃. Wang et al.15 built a calibration system, combining a zero-temperature thermostat and a digital multimeter, capable of calibration up to 1500℃. This system utilized a portable temperature calibration furnace in the low-temperature range and a marked horizontal calibration furnace in the high-temperature range.
Current global research trends indicate that most researchers use high-temperature calibration furnaces, dry block calibrators, tube furnaces, and similar equipment as heat source devices. Besides, zero-temperature thermostats, cooling water circulation systems, and related equipment are used to provide a cold end environment. This allow researchers to assemble calibration devices according to their individual/specific needs. However, these system mostly encounter challenges including insufficient control accuracy, poor temperature field uniformity, and low reliability16,17,18,19,20. To address these limitations, a high-precision static calibration device has designed, which mainly consists of a multi-zone high-temperature furnace, a reference-end thermostat, and a nanovolt-microohm temperature measuring instrument, providing a standardized, stable, and reliable calibration platform for the static calibration of thin-film thermocouples. The design incorporates the following notable features: (1) The multi-zone high-temperature furnace adopts a short furnace tube and utilizes a three-zone temperature control method, effectively addressing the problems of short uniform temperature field length and high difficulty in temperature control. The optimal zoning and power distribution of the heating wire were determined based on Fluent simulations. (2) The reference end thermostat employs a collaborative working mechanism combining heating rods with metal blocks and an air-cooling circulation system, achieving a dynamic balance between heating and heat dissipation in the working area and significantly reducing the impact of environmental fluctuations. (3) After calibration, rapid cooling of the equipment can be achieved by adjusting the fan power, thereby improving work efficiency.
Materials and methods
Working principles of a static calibration device for thin-film thermocouple
Thin-film thermocouples function as temperature sensors thorough the interaction of two different conductors or semiconductors with two distinct nodes: cold and hot. When these nodes experience different temperature, they generate a thermoelectric electromotive force, which is measured to perform the static calibration of the thin-film thermocouple. The static calibration device achieves precise calibration of the thin-film thermocouple through the coordinated operation of various devices. During calibration process, the hot node of the thin-film thermocouple is placed in a multi-zone high-temperature furnace, while the cold node is positioned on the working surface of a reference end thermostat. When a temperature gradient is generated between the hot and cold nodes of the thermocouple, its two output terminals are connected to a nanovolt micro-ohm thermometer via connecting wires for signal acquisition. Subsequently, professional data analysis software process the data to complete the verification process (Fig. 1).

Design scheme of the static calibration device for thin-film thermocouples.
Overall structural design of a static calibration device for thin-film thermocouple
Figure 2 displays a schematic diagram showing the structure of the thin-film thermocouple static calibration device. The device integrate three primary components, a multi-zone high-temperature furnace, a reference end thermostat and a nanovolt micro-ohm thermometer. The multi-zone high-temperature furnace employ three-zone temperature control, and is designed with an active heat dissipation device capable of maintaining temperature field environment between 100 and 1200℃. The reference end thermostat simultaneously employs a heating rod to heat a metal block and an air-cooling cycle, operating effectively between 50–300℃. At the same time, a special clamp device and a pulling-out device facilitate the insertion of thin-film thermocouple. The nanovolt micro-ohm thermometer provides high-precision measurement that measures the electrical values of various temperature sensors with high resolution and accuracy.

Overall structure of the static calibration device for thin-film thermocouple.
Structural design of the multi-zone high-temperature furnace
The main working principle of the multi-zone high-temperature furnace is based on three-zone temperature control technology. Heat is generated by the heating wire, and a uniform temperature field is formed inside the furnace tube through heat convection, heat radiation, etc. The thermocouple is embedded in the furnace tube as a data acquisition device, forming a precise temperature control system with the main control board, proportion integration differentiation controller, etc. The active heat dissipation device is designed to achieve rapid cooling of the high-temperature furnace and improve work efficiency.
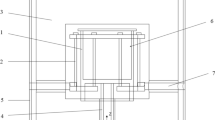
A schematic diagram of the multi-zone high-temperature furnace is illustrated in Fig. 3. This device comprises a furnace barrel, cooling device, frame, base, shell, etc. The furnace barrel is the core working component that provides a uniform temperature field environment. It is composed of heating wires, corundum furnace tubes, insulation cotton, etc. The cooling device utilizes active heat dissipation with two cooling fans to quickly cool the furnace barrel, thereby achieving rapid cooling of the core working components of the furnace and improving work efficiency. The frame supports the whole machine and also holds the various components of the high-temperature furnace. Additionally, the base supports key components such as the furnace barrel, and it is where the power and control circuits of the furnace are located. Simultaneously, through rational design of the shell, a multi-zone high-temperature furnace can achieve excellent ventilation and visual effects.

Structural diagram of the multi-zone high-temperature furnace. Key: (1) Radiator grille; (2) Tube core locating cover; (3) Base; (4) Screen; (5) Furnace barrel; (6) Cooling device; (7) Supporting angle iron; (8) Electrical mounting rack.
The overall shape of the furnace barrel is cylindrical and it mainly consists of furnace tubes, heating wires, insulation cotton, furnace barrel shell and end covers. An illustration of the cross-section of the furnace barrel is shown in Fig. 4. To meet the conditions for thin-film thermocouple verification, the diameter and length of the furnace tube made of white corundum are at 38 and 300 mm respectively. The heating wire forged from iron-chromium-aluminum alloy is wound around the furnace tube in sections, and the air inside the furnace tube is heated through heat convection, heat radiation, etc. to ultimately form a uniform temperature field. A ceramic fiber pickaxe shield blanket is used as the insulation material, which is wrapped around the furnace tube to keep the area warm and prevent heat loss. The furnace shell and end cover primarily play protective roles, inhibiting the movement of the furnace tubes and covering the thermal insulation cotton.

Schematic diagram of the furnace barrel cross-section.
Structural design of the reference end thermostat
Figure 5 depicts a schematic diagram of the overall structure of the reference end thermostat. It consists of a shell, special thin-film thermocouple clamp, Z-axis lifting platform, base, pulling-out device, and other components. The reference end thermostat can operate at temperatures of 50–300℃ and has the advantages of precise temperature control, small temperature fluctuation, and easy operation. The thin-film thermocouple clamp includes a clamping handle, linear bearing, multi-claw probe, etc. After the thin-film thermocouple is wired, the clamp presses down on its rear part to prevent it from falling. The Z-axis lifting platform is installed on the base, with a lifting stroke of about 110 mm and a maximum load of 30 kg. Adding this structure realizes the arbitrary lifting of the reference end thermostat, which is suitable for verification furnaces of different heights. The pulling-out device is composed of a housing, linear guide rail, slider, limit pin, etc. It meets the movement of the reference end thermostat on the X-axis and facilitates the pushing of the thin-film thermocouple into the multi-zone high-temperature furnace.

Overall structure of the reference end thermostat. Key: (1) Shell; (2) Z-axis lifting platform; (3) Base; (4) Special thin-film thermocouple clamp; (5) Working surface; (6) Thin-film thermocouple; (7) Pulling-out device.
The internal structure of the reference end thermostat is presented in Fig. 6. It contains two components that operate together, a heated metal block and an air-cooling circulation system. The heated metal block module includes a metal block, platinum resistor, and heating rod, which provides heat for the entire device. After the metal block is heated, a uniform temperature field environment forms on the working surface, where the reference end of the thin-film thermocouple is placed. The platinum resistor detects the temperature of the metal block and provides real-time feedback to the control system. The air-cooling circulation system includes a radiator, cooling fan, water pump, and copper cooling tube. The system uses a high-power Delta fan that is installed between the two radiators. The upper outlets of the two radiators are installed in series to increase the circulation path and improve the heat dissipation capacity. The water pump provides power for the circulation of the coolant, which heats up when passing through the copper cooling tube, absorbing heat. Subsequently, it cools down and dissipates heat in the radiator, achieving a cooling effect. When the heating level of the heating rod, the heat removed by the air-cooling cycle, and the heat that dissipates naturally achieve a dynamic balance, the temperature of the metal block reaches a constant state, thereby providing a stable and uniform temperature field environment.

Internal structure of the reference end thermostat.
The metal block includes supporting columns and an upper workbench, the working surface of which is used to place the reference end of the thin-film thermocouple. The working surface must provide a uniform temperature field environment, so the upper workbench and supporting columns need to have good heat transfer performance and be easy to process. Therefore, copper is used as the material for the supporting columns and the upper workbench. The two components are connected by threads and the supporting column is a cylinder with a diameter of 60 mm and a length of 180 mm, and there is a through hole with a diameter of 10 mm in the center for placing the heating rod. The overall dimensions of the upper workbench are that length, width and height are 104, 100, and 20 mm respectively. The upper part of this component is the working surface for placing the thin-film thermocouple, and the rear part has a hole with a diameter of 5 mm for inserting the platinum resistor. The platinum resistor uses a Pt100 probe sensor with a four-wire connection system to measure temperature.
Selection of the data acquisition device
When the hot and cold nodes of a thin-film thermocouple are at different temperature gradients, Bessel electromotive potential/thermoelectric potential is generated. Consequently, the test results can be analyzed using this thermoelectric potential value. To guarantee the static calibration accuracy of the thin-film thermocouple, a suitable data acquisition device is required. In this study, a PR293 series nanovolt micro-ohm thermometer were selected, which is provided by Taian Panran Measurement and Control Technology Co., Ltd., Shandong Province, China.
This thermometer is an ideal replacement for traditional digital multimeters, with 7½ digit resolution and a reading sensitivity of up to 10 nV/10 uΩ and also incorporates five groups of independent full-function test terminals. Each group of channels can independently set the test signal type and perform real-time calculations and data analysis.
Results and discussion
To examine the zoning length, power ratio of the heating wire in multi-zone high-temperature furnace and the temperature field distribution of the reference end thermostat, a simplified three-dimensional model of the multi-zone high-temperature furnace barrel and the reference end thermostat working area was established. Furthermore, a temperature field simulation analysis was carried out using Fluent software with different schemes.
Simulation analysis of the temperature field in the multi-zone high-temperature furnace barrel
To address the challenges regarding temperature control and poor temperature field uniformity in short furnaces, the proposed multi-zone high-temperature furnace adopts a three-zone heating method for temperature control. The heating wire that is wound around the furnace tube is divided into three sections, with the wires at both ends and the middle using different powers. To ascertain the optimal heating wire zoning and power distribution, a numerical study comprising 15 distinct simulation scenarios was conducted on the high-temperature furnace barrel (Table 1). Volumetric heat generation rates were assigned to each heating section along the 300 mm tube. A pressure-based SIMPLE solver with energy, turbulence, and radiation models was employed. Convective heat transfer boundary conditions were applied to all exposed external surfaces, and the initial temperature of the computational domain was set to 26.5 °C. The internal air temperature was monitored to evaluate temperature uniformity. The simulation results of the temperature field inside the furnace barrel are shown in Fig. 7.

Drum temperature cloud map.
The temperature cloud maps reveal that as the power of the heating wires at both ends increases, the temperature inside the furnace tube rises significantly. Moreover, if the high-temperature zone in the middle is longer and the lengths of the low-temperature zones at both ends are shorter, the temperature field inside the furnace tube forms more readily. To more effectively analyze the temperature field in the furnace barrel, the temperature distribution within ± 100 mm of the furnace tube center was extracted through post-processing software. Subsequently, the temperature field distribution curve was obtained, as Fig. 8 shows.

Temperature field distribution curve.
A comprehensive analysis of the line graphs in Fig. 8A–C indicates that as the power of the heating wires at both ends increases, the center position of the curve becomes flatter. This suggests that the temperature field in the furnace tube is more uniform. However, when the heating wires at both ends reach a certain power, new high-temperature points appear at both ends of the temperature field. As a result, the highest temperature point of the temperature field does not coincide with the geometric center of the furnace barrel, thereby affecting the uniformity of the temperature field. For instance, in A5 and C5, new high-temperature points appeared at a distance of about 50 mm from the center of the furnace barrel, ultimately leading to a reduction in the temperature field quality. The graphs in Fig. 8 also reveal that the central horizontal portions of the three curves A4, B5, and C4 are relatively long. The temperature field data within ± 25 mm of these three curves were examined and post-processing software was used to obtain the temperature values of each temperature point in the three curves. For better comparison, the temperature of each point was subtracted from the temperature at the center of the furnace tube to obtain the difference. This value is used as the y-axis variable in Fig. 9.

Curve of temperature field within ±25 mm of furnace tube center.
In Fig. 9, curve A4 varies less than the other two curves, with a maximum temperature difference of 1.25℃ and a relatively smooth curve. The maximum temperature difference of curve B5 reaches 4.19℃, and the curve exhibits a convex shape. Meanwhile, the temperatures at both ends of the C4 curve are higher than the temperature at the center. The curve has a concave shape, with a maximum temperature difference of 1.63℃ and forming new high-temperature points at both ends of the furnace barrel. Therefore, it is ultimately adopted a heating wire winding method of 100:100:100 and a heating power ratio of 1.75:1 between the two ends and the middle of the heating wire.
Simulation of the temperature field in the reference end thermostat working area
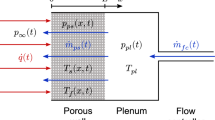
To verify whether heating the metal block with a heating rod could provide a sufficiently uniform temperature field environment for the thin-film thermocouple, the working area of the reference end thermostat was simulated and analyzed. Figure 10 presents a three-dimensional model of the reference end thermostat. The simulation data were imported into HyperMesh software for meshing, employing a globally refined mesh of 5 mm. Numerical simulations were subsequently conducted using a pressure-based solver. The SIMPLE algorithm was selected for pressure-velocity coupling, and turbulence was modeled with the standard k–ε model. The heating rod was defined as a volumetric heat source. All external surfaces were subjected to convective heat transfer boundary conditions, while the initial temperature of the computational domain was set to 26.5°C21,22,23. Two simulation schemes were designed. In Scheme A, the heating rod was assigned a volumetric heat generation rate of 3 × 105 W/m3, while in Scheme B the value was 22 × 10⁵ W/m³. The temperature distributions of the working surface (A-1, B-1) and Section a on the XZ plane (A-2, B-2) were obtained, as shown in Fig. 11.

(a) Three-dimensional structural model of the reference end thermostat. (b) Longitudinal sectional view of the reference end thermostat.

Reference thermostat temperature cloud map.
Figure 11 shows that when the heating capacity of the heating rod was 3 × 105 W/m3, the temperature of the working area was stable at around 64.4℃. However, when the heating capacity of the heating rod was 22 × 105 W/m3, the temperature of the working area was a constant 302.5℃. Therefore, the heating capacity of the heating rod is sufficient to provide a heat source for the entire device, meeting the 50–300℃ requirement. Schemes A-2 and B-2 represent the temperature cloud maps of the upper surface of the working area, which is the placement area of the thin-film thermocouple. The temperature cloud map shows that the temperature of the working surface is uniform, providing a sufficiently consistent temperature field for the thin-film thermocouple. The method of heating metal blocks with a heating rod creates a uniform and stable temperature field environment, which meets the usage requirements.
Comparative test of the axial temperature field between a multi-zone high-temperature furnace and a traditional single-zone furnace
After completing the structural design and simulation optimization, a prototype was fabricated. Subsequently, an axial temperature field test and full temperature range test were carried out on the multi-zone high-temperature furnace,
Currently, there are no specific regulations for thin-film thermocouple verification furnaces, so they are designed and tested according to the criteria of S-type standard thermocouple verification furnaces. The tests are strictly carried out following the requirements of Chinese standard “JJF1184-2024 Testing Specification for Temperature Uniformity in Thermocouple Calibration Furnaces”. The specification stipulates that the test point temperature in S-type standard thermocouple verification furnaces is 1000℃. Furthermore, at this temperature, the maximum temperature deviation occurs ≤ 20 mm from the geometric center of the furnace, the length of the uniform temperature field is ≥ 40 mm, the temperature field gradient is ≤ 0.4℃/10 mm, and the uniform temperature field temperature difference is ≤ ± 1℃24.
For the test, two standard S-type first-class standard platinum-rhodium 10-platinum thermocouples were selected as sensors. One thermocouple was placed at the “0” point in the center of the furnace tube as a fixed couple, while the other was adjustable, testing the temperature field at various points within 50 mm of the center of the furnace tube on both sides. Figure 12 presents a schematic diagram of the verification points for the thermocouple, which are located at 10 mm intervals.

Schematic diagram of the locations of each verification point.
The test equipment included the multi-zone high-temperature furnace designed in this study and a 300 mm single-zone high-temperature furnace for comparative testing. A PR 540 zero-degree thermostat was chosen as the reference end equipment, and the data acquisition device was a nanovolt micro-ohm thermometer. Except for the self-developed multi-zone high-temperature furnace, all items of experimental equipment were reliable quality devices produced by Taian Panran Measurement and Control Technology Co., Ltd., Shandong Province, China. Images of the test equipment are displayed in Fig. 13.

Images of the test equipment.
After all the verification points were tested, the test results were summarized, and are presented in Tables 2 and 3. The tables record the temperature differences between each verification point and the verification point 0, as well as the uniform temperature field length, temperature gradient, and temperature difference between any two points.
An analysis of the test data revealed that the highest temperature point of the axial temperature field in the multi-zone high-temperature furnace was located at the geometric center of the furnace barrel. The maximum temperature gradient of the axial temperature field was 0.18℃, the length of the uniform temperature field reached 100 mm, and the maximum temperature difference between any two points within the uniform temperature field was 0.61℃ (Table 2). In the PR321 single-zone furnace, the maximum temperature point deviated from the geometric center by 10 mm. Besides, the maximum temperature gradient of the axial temperature field was 0.35℃, the length of the uniform temperature field was 80 mm, and the maximum temperature difference between any two points within the uniform temperature field was 0.78℃ (Table 3). Although both devices met the national specification, the multi-zone high-temperature furnace had a longer uniform temperature field, no deviation of the highest temperature point, and a smaller axial temperature gradient. Therefore, the temperature in the proposed furnace is more uniform and the performance is superior25.
Axial temperature field full temperature range test of the multi-zone high-temperature furnace
A temperature field stability test was also performed on the reference end thermostat after prototype was fabricated. Currently, Chinese standard “JJF1184-2024 Testing Specification for Temperature Uniformity in Thermocouple Calibration Furnace” stipulates that the thermocouple verification furnace must meet the determination requirements for a temperature field of 1000 degrees. However, the multi-zone high-temperature furnace is a new generation of products. Therefore, to better understand the performance of this furnace and facilitate subsequent upgrades and modifications, full temperature range supplementary tests were conducted at temperature points of 200, 400, 600, 800 and 1200℃. The above-mentioned instruments and equipment were still used and the test process at 1000℃ was employed. The temperature difference between each verification point and the calibration zero point at each temperature is shown in Table 4.
Table 4 reveals that at all temperature test points, there was a negligible deviation in the maximum temperature point of the temperature field. Moreover, the maximum temperature point was located at the geometric center of the multi-zone high-temperature furnace. Additionally, the uniform temperature field length of all test points reached 80 mm, and at the two temperature points of 1000 and 1200℃, the uniform temperature field length was 100 mm. The temperature gradient was less than the 0.4℃/10 mm required by Chinese standard “JJF1184-2024 Testing Specification for Temperature Uniformity in Thermocouple Calibration Furnace”, so the performance was excellent. The result suggests that the multi-zone high-temperature furnace adopts a three-zone temperature control method that compensates for heat loss at both ends of the furnace barrel by increasing the power at both ends of the heating wire. As a result, temperature control in the furnace is more accurate, the uniform temperature field length is longer, and the axial temperature field gradient is smaller26.
Reference end thermostat temperature field stability test
A temperature field stability test was performed using the reference end thermostat designed in this study. In this test, a platinum resistance sensor was installed in the metal block of the reference end thermostat to detect the temperature of the working surface.
For the test, the temperature of the reference end thermostat was set to 50, 100, 200, and 300℃. When the temperature stabilized, the readings were taken once every minute and the PV values were recorded, with a total of 10 readings taken. The ten-minute fluctuation was determined by calculating the temperature difference between the maximum and minimum values. Table 5 lists the temperature fluctuation values at each test temperature point.
The results in Table 5 indicate that the temperature fluctuation in the equipment was small in the 50–300℃ range and the overall temperature remained within 0.25℃. The temperature field was stable because the reference end thermostat uses a heating rod to heat the metal block and increase the temperature. The metal block is small in size and after being heated evenly, the temperature difference of the same cross-section was small and the overall temperature field uniformity was satisfactory. Some insulation cotton was placed on the upper surface of the upper workbench to further enhance the performance of the equipment. During the operation of the reference end thermostat, 50℃ was usually used as the reference end temperature. Results revealed that at 50℃, the temperature fluctuation was less than 0.25℃, indicating the temperature field was stable and met the usage requirements for the surface open-type temperature field.
Uncertainty analysis
Evaluation of standard uncertainty components
The thermal field performance of the static calibration device for thin-film thermocouples directly affects the uncertainty of the measurement results. The primary influencing factors include measurement repeatability, electrical measuring instruments, transfer switches, measurement position, and thermocouple inhomogeneity. The expanded uncertainty must be ensured to be less than one-third of the absolute value of the permissible tolerance.
To evaluate the axial temperature field uniformity of the calibration furnace and its contribution to measurement uncertainty, two first-class standard PtRh10–Pt thermocouples were employed. One thermocouple was fixed at the axial center (reference position) to monitor temperature stability, while the other was positioned at different locations within the axial working zone. At the stabilized temperature point of 1000℃, the thermoelectromotive force of the test thermocouple was measured at 10 mm axial intervals and converted into temperature values using the calibration table. The temperature differences between adjacent points were calculated, and the maximum temperature gradient within the uniform zone was used to characterize the temperature field non-uniformity. The gradient was taken as an input quantity to evaluate the standard uncertainty component introduced by furnace temperature non-uniformity. The standard uncertainty budget is summarized in Table 6.
Expanded uncertainty
The expanded uncertainty U for the axial temperature gradient of the static calibration device was evaluated according to Eq. (1). In the equation, uc represents the combined standard uncertainty at each calibration point, and its calculation formula is given in Eq. (2). The coverage factor k is obtained from the t-distribution table.
At a confidence probability of 95%, the coverage factor k was determined to be 2.02. The maximum expanded uncertainty was calculated as 0.198℃, which is lower than one-third of the maximum permissible error of a first-class standard thermocouple over 600–1000℃ (approximately 0.333℃). Hence, the uncertainty meets the specified requirement and the results are reliable.
Conclusion
According to the static calibration requirements of thin-film thermocouples, a 300 mm multi-zone high-temperature furnace was designed, specifically engineered for a non-standard thin-film thermocouple. The system’s three-zone temperature control method, combined with an active heat dissipation system, provides a reliable temperature coverage range from 100–1200℃. The reference end thermostat’s innovative combination of metal block heating and an air-cooling cycling ensures stable operation between 50 ~ 300℃.
A steady-state heat transfer simulation was carried out on the furnace barrel of the multi-zone high-temperature furnace and the reference end thermostat working area, the optimal parameters were established, with a heating wire partition ratio 100:100:100, while the ideal heating power ratio between the two ends and the middle of the heating wire was 1.75:1, which confirmed reference end thermostat’s ability to provide uniform temperature field for the thin-film thermocouple calibration.
The performance testing validate the design effectiveness that the multi-zone high-temperature furnace achieves a uniform temperature field length of 100 mm, with the maximum axial temperature field gradient is 0.18℃/mm, substantially outperforming the national regulations requirement of 0.4℃/10 mm. Furthermore, the performance of the proposed furnace far exceeds that of traditional single-zone furnaces. The temperature fluctuation of the reference end thermostat is small in the 50–300℃ temperature range and the overall temperature deviation is kept to within 0.25℃, which can meet the calibration requirements of thin film thermocouples,.
Data availability
Data supporting this study are available from the corresponding author on reasonable request.
References
Wang, G. et al. Research on the dynamic performance of Pt/Pt Rh thin-film thermocouples. Transducer Microsyst. Technol. 40 (6), 37–39 (2021).
Zhang, Z. et al. Influence of RF magnetron sputtering power and the gas flow rate on the conductivity and the drift rate of tungsten-rhenium thin-film thermocouples. Nanomaterials 12 (7), 1–12 (2022).
Yang, X. C. & Li, X. M. Research progress on technology for temperature measurement of friction contact surfaces. Mater. Rep. 36 (6B), 1–15 (2022).
Xie, S. H., Jiang, H. C., Zhao, X. H. & Deng, X. W. Fabrication and performances of high-temperature transient response ITO/In2O3 thin-film thermocouples. J. Mater. Sci. Mater. Electron. 34 (5), 339 (2025).
Pratas, S. et al. Boron-doped diamond for real-time wireless monitoring of the cutting temperature of diamond-coated carbide tools. Materials 14 (23), 7334 (2021).
Cui, Y. X. et al. Thin-film temperature sensors for spacecrafts: development and performance. Acta Aeronaut. Astronaut. Sin. 41 (12), 410–421 (2020).
Shi, Z. M. et al. Effect of SiO2 buffer layers on the thermoelectric response of In2O3/ITO thin-film thermocouples. J. Alloys Compd. 902, 148–153 (2022).
Qi, M. Y., Tong, J., Yang, S. J. & Ye, S. L. Research on the simulation of dynamic character calibration for thin-film thermocouple temperature sensors. Comput. Simul. 33 (6), 325–330 (2016).
Tougas, I. M. & Gregory, O. J. Metallic and ceramic thin-film thermocouples for gas turbine engines. In IEEE Conference Proceedings (IEEE Publish, 2013).
Tian, B. et al. Optimization of the thermoelectric characteristics of indium tin oxide/indium oxide thin-film thermocouples based on screen printing technology. Rev. Sci. Instrum. 92, 15001 (2021).
Yang, K., Jiang, H. C. & Zhao, X. H. Research and fabrication of thin-film thermocouples for aeroengines. Transducer Microsyst. Technol. 38 (4), 82–85 (2019).
Zhang, Q. N., Zhang, Z. J. & Chen, H. Preparation and performance testing of a new type of platinum-rhodium thin-film thermocouple. Micronanoelectronic Technol. 59 (5), 473–493 (2022).
Zhang, J. et al. Study on dynamic characteristics of In2O3/ITO thin film. Transducer Microsyst. Technol. 41 (8), 37–44 (2022).
Cui, Y. X. et al. Research on preparation and milling application of high-performance thin-film thermocouples. Chin. J. Sci. Instrum. 41 (4), 32–40 (2020).
Wang, F. X. et al. Fabrication and calibration of Pt-Rh10/Pt thin-film thermocouple. Maicromachine 14 (1), 4 (2023).
Liu, H. R. et al. Research on temperature uniformity of a calibration furnace with multiple calorifiers. Acta Metrol. Sin. 43 (2), 228–234 (2022).
Yang, X. Y. Research on auto-test device technology for aero short-model thermal couples. Chin. J. Sci. Instrum. 26, 374–376 (2005).
Zhao, X. H. et al. Preparation and thermoelectric characteristics of ITO/PtRh: PtRh thin-film thermocouples. Nanoscale Res. Lett. 12, 12624 (2017).
Cui, Y. X. Thin film temperature sensor for spacecraft:development and performance. Acta Aeronautica et Astronaut. Sinica. 41 (12), 424097 (2020).
Zhao, Q., Wang, T. R. & Wang, S. Y. Design and development of automatic verification system of thermocouple based on constant temperature tank. Metrol. Meas. Technique. 50 (5), 56–58 (2023).
Liu, Y. et al. Preparation of In2O3/ITO thin-film thermocouples by RF magnetron sputtering and their thermal volatility characteristics. AIP Adv. 7, 115025 (2017).
Wan,g, Y. D., Sun, Y. F., Lei, Y. D. & Xue, Y. Q. Thermal oxidation reliability and structure optimization of thin-film thermocouples. J. Beijing Univ. Aeronaut. Astronaut. 49 (4), 943–948 (2023).
Wang, Y. F., Dong, S. Y. & Chang, L. Research on the thermal resistance correction model of thin-film thermocouples based on CFD technology. J. Therm. Sci. 41 (1), 22–26 (2021).
JF 1184–2024. Technical specifications for temperature field testing of thermocouple verification furnaces.
Wu, Y. B. et al. Temperature uniformity in gas heat treatment furnace for aviation parts. J. Mater. Met. 24 (1), 62–69 (2025).
Fu, N. & Zhang, X. Analysis and optimization of temperature field uniformity of proton exchange furnace. J. Beijing Uni Aeronaut. Astronaut. 45 (4), 735–742 (2019).
Acknowledgements
This work was supported by the Taishan Industrial Experts Program.
Author information
Authors and Affiliations
Contributions
Jiarui Yang: conceived the idea, designed the study, carried out the experimental work, conducted data analysis, and drafted the manuscript. Chengbin Fang: contributed to data acquisition, participated in experimental validation, and assisted with results interpretation. Zhenzhen Xu: contributed to literature review, assisted in data processing and visualization. Kaixing Zhang: supervised the project, guided the experimental design and data analysis, and critically revised the manuscript for intellectual content. Chang’an Zhou: provided overall supervision, contributed to the theoretical framework, coordinated collaboration among co-authors, and jointly reviewed and approved the final version of the manuscript. All authors have read and approved the submitted manuscript and agree to be accountable for their respective contributions and for ensuring the accuracy and integrity of any part of the work.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Yang, J., Fang, C., Xu, Z. et al. Development and testing of a high-precision static calibration device for aviation thin-film thermocouples. Sci Rep 16, 10813 (2026). https://doi.org/10.1038/s41598-026-45689-6
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-026-45689-6
