
Abstract
Cu-Ti₃AlC₂ composites exhibit high mechanical strength, good electrical and thermal conductivity, low friction coefficient, and environmental adaptability via “ metal–ceramic” synergy, and are promising for applications in the field of electronic heat dissipation, power transmission, and high-temperature structural components. However, using conventional fabrication methods, Cu triggers interlayer delamination in Ti₃AlC₂ above 860 °C, whereas below this temperature, the Cu-Ti₃AlC₂ composites struggle to achieve full densification. To tackle this problem, in this study, we propose a novel ultrasonic-assisted hot-press sintering (UAHP) technique to prepare Cu-Ti₃AlC₂ composites. Using the UAHP, dense Cu-Ti₃AlC₂ composites were fabricated at 750 °C, about 100 °C lower than the conventional methods. XRD and SEM analyses revealed that Ti₃AlC₂ remained undecomposed macroscopically. TEM analysis, however, revealed that an interphase layer of approximately 150 nm, consisting of defective Ti₃AlC₂, nano-TiC, and Ti3Cu was formed. Furthermore, it was found that the dislocation distribution within Cu grains was optimized and the mechanical strength of Cu-Ti₃AlC₂ composites was enhanced, while high electrical conductivity could be preserved. Additionally, the Cu-Ti₃AlC₂ composites fabricated via UAHP exhibit excellent tribological properties. The above results demonstrate that UAHP is a potential method for achieving low-temperature densification of difficult-to-sinter materials such as Cu-Ti₃AlC₂ composites, optimizing microstructures, and elevating material performance.
Similar content being viewed by others

Introduction
Cu and its alloys are important functional metallic materials in modern industrial manufacturing due to the excellent thermal and electrical conductivity, outstanding plasticity, and chemical stability that they display1,2. These unique combinations of properties enable Cu alloys to play a vital role in new energy vehicle (NEV) applications. With the explosive growth of fast-charging technology demands in the NEV industry, charging gun terminals as critical components for energy transmission in charging piles urgently require breakthroughs in addressing three key technical challenges associated with conventional Cu based materials: (1) lightweighting capabilities, (2) arc erosion resistance enhancement and (3) high-frequency plug/unplug stability improvement. Alloying represents an effective technological approach to optimize the performance of Cu. For example, the EValloy91 series developed by Boway Alloy has achieved significant industrial applications in automotive enterprises3. Recently, Cu matrix composites have demonstrated exceptional mechanical and thermal-physical properties4. MAX phases, where M is a transition metal, A is a group A element and X is carbon or nitrogen, as a new family of advanced ceramic materials, have emerged as competitive reinforcing phases for Cu matrix composites5,6. These ternary carbides and nitrides combine ceramic-like strength and density with metallic-like thermal and electrical conductivity, superior wear resistance, and remarkable thermal shock resistance7,8. It has been demonstrated that MAX phases can effectively enhance the mechanical properties of Cu without significantly compromising its electrical conductivity. Among the reported MAX phases, Ti₃AlC₂ stands out as an excellent reinforcing phase due to its low density (4.21 g/cm³) and high electrical conductivity (3.38 × 10⁶ S/m)7,9. The Cu-Ti₃AlC₂ composites exhibit outstanding thermoelectric-mechanical coupling performance, significantly outperforming current commercial charging gun terminal materials. However, the preparation of Cu-MAX composites also faces challenges. Firstly, the high hardness and modulus of MAX phases make them difficult to be displaced by the plastic flow of the Cu matrix during deformation or sintering, tending to retain their original agglomerated state. Secondly, thermal decomposition of Ti₃AlC₂ occurs above 860 °C, forming non-stoichiometric TiC phases and elemental Al within the metallic matrix (including Cu, Fe)10,11,12,13. The decomposition reaction of Ti₃AlC₂ in Cu matrix composites induces two adverse effects10. On the one hand, the structural transformation of TiC causes significant volume shrinkage, leading to a sharp decline in the relative density of the Cu-Ti₃AlC₂ composites. On the other hand, the extraction of Al from Ti₃AlC₂ creates lattice defects, forming diffusion pathways, which facilitates Cu diffusion into the Ti₃AlC₂ phase and Al diffusion into the Cu matrix, resulting in the formation of Cu-Al solid solution. Such compositional changes will significantly impair the electrical conductivity of the material. Therefore, further in-depth research and development of novel preparation technologies to suppress Ti₃AlC₂ decomposition and improve the performance of Cu-Ti₃AlC₂ composites are critically important.
To address the challenge for the preparation of Cu-Ti₃AlC₂ composites with high relative density and overcome the decomposition of Ti₃AlC₂, a number of works were conducted. For examples, to improve the relative density and dispersion uniformity, Wang et al.14 investigated the electroless plating process to fabricate Cu-coated Ti₃AlC₂ particles, thereby improving the electrical conductivity and mechanical properties of Cu-Ti₃AlC₂ composites. Zhao et al.15 fabricated Cu-Ti₃AlC₂ composites with 25–45 vol.% Ti₃AlC₂ via pressureless sintering and investigated their electro-frictional properties and wear mechanisms. In addition to electro-frictional performance, Zhou et al.16 studied the frictional properties of Cu-30 vol.% Ti₃AlC₂ composite across a temperature range of 25–700 °C under identical experimental conditions. To mitigate performance degradation caused by decomposition, significant efforts have also been made. For examples, Wang et al.17 incorporated Ni element to form NixAl and NixTi phases with Ti and Al. However, this microstructural modification reduced the mechanical properties. Zhang et al.18 employed repeated cold extrusion and tempering treatments on Cu-Ti₃AlC₂ composites, resulting improved mechanical performance by addressing the low relative density effect induced by Ti₃AlC₂ decomposition. To enhance the frictional performance of Cu-Ti₃AlC₂ composites, graphite was also introduced into the system. Although improved properties have been achieved by compositional control, developing Cu-Ti₃AlC₂ composites with optimal performance using novel fabrication methods is appealing.
Powder metallurgy (PM) enables the production of components with near-final geometries, finding extensive applications in advanced manufacturing. Technologies such as metal injection molding (MIM), hot pressing (HP), and spark plasma sintering (SPS) are specifically engineered to fabricate parts with geometries and dimensions closely approaching those of the intended products. While conventional pressure-sintering methods yield powder metallurgy parts with properties approaching bulk materials, residual porosity significantly compromises critical mechanical performance metrics. To overcome these limitations, high-temperature and high-pressure conditions are typically applied during sintering processes. Elevated temperatures promote particle bonding through atomic diffusion and grain boundary sliding, while applied pressures induce plastic deformation and pores collapse. However, excessive thermal input and mechanical pressure during sintering processes introduce multiple challenges19,20. For instance, excessively high sintering temperatures may trigger abnormal grain growth, impurity segregation, residual thermal stress accumulation, and even density reduction. Overly application of high pressure often causes non-uniform densification, interfacial bonding deterioration. This complex interplay between thermal and mechanical parameters makes parameter optimization for achieving optimal bulk material properties in PM manufacturing an enduring technical challenge.
Ultrasonic-assisted densification (UAD) represents an innovative powder metallurgy technology21. In the UAD process, uniaxial pressure applied by external forces and superimposed ultrasonic vibrations (UV) are simultaneously applied to the powder under heated and/or non-heated conditions, either during the consolidation phase or as post-compression thermal treatment. Lehfel22 conducted the first study on ultrasonic-assisted densification process (UADP), demonstrating that aluminum, tin, and iron powders achieved higher densities (up to 98% theoretical density) and improved dimensional stability under both cold-pressing and hot-pressing conditions. Ultrasonic treatment effectively reduced the required working temperature in hot pressing. Pokryshev and Marchenko investigated ultrasonic-assisted hot-press sintering of iron powder, achieving a remarkable 100–150 °C reduction in hot-press sintering temperature23. To date, UAD has been successfully used to fabricate metals including Cu24, bronze25, Mg15Nb3Zn1Ca26, Ti-6Al-4V27, Al28, Ti29, and Ag30, stainless steel31, as well as oxide ceramics32. By summarizing the technical characteristics of UAD and integrating it with hot-press sintering technology, an ultrasonic-assisted hot-press sintering (UAHP) furnace was developed in the authors’ lab. To expand the application scope of ultrasound in powder consolidation/sintering of materials, UAHP technique was applied to Cu-graphite composites in our previous work33, proving that ultrasound could significantly reduce the densification temperature of Cu-graphite composites with enhanced performance. However, critical gaps remain regarding the effects of ultrasound on the microstructure of Cu matrix composites. Therefore, UAHP was employed to fabricate Cu-Ti₃AlC₂ composites, addressing the limitations of conventional sintering while systematically investigate the technical advantages of this hybrid process.
In this study, UAHP was employed to fabricate Cu-Ti₃AlC₂ composites to address the limitation of conventional sintering. Furthermore, the electrical, mechanical, and tribological properties of the Cu-Ti₃AlC₂ composites prepared via UAHP were systematically investigated. As we will demonstrate in subsequent sections, this novel UAHP technology allowed a significant reduction in sintering temperature (about 110 °C reduction). Furthermore, the Cu-Ti₃AlC₂ composites fabricated via this technology exhibited high electrical conductivity, mechanical strength, and excellent tribological performance. To elucidate the mechanisms underlying ultrasound-enhanced material performance, the influence of ultrasound on the microstructure of Cu-Ti₃AlC₂ composites was systematically studied. The objective is to establish a comprehensive evidence chain linking the preparation - microstructure - properties of Cu-Ti₃AlC₂ composites, thereby expanding the application scope of UAHP technology.
Results
Characterization of raw materials
To concisely represent the phase composition of the Cu-Ti₃AlC₂ composites, abbreviations are adopted for key phases. As summarized in Table 1, these codes are exclusively used in schematic.
To understand the processing-microstructure-property relationships, a comprehensive characterization of raw materials is essential. Particularly, the particle size critically influences multiple aspects of the sintering process. Accordingly, we conducted systematic XRD and SEM analyses to precisely characterize the two raw materials.
Figure 1a shows the XRD pattern of Cu powders, which confirms the absence of extraneous phases. Fig. 1b presents the SEM image of Cu powders, while Fig. 1c shows an enlarged view of the particle highlighted by the frame in Fig. 1b. The Cu powder exhibits a dendritic morphology. In line with the XRD pattern in Fig. 1a, only Cu particles were observed in the scanned images, without any impurities detected. Figure 1d presents the particle size frequency distribution of Cu powders, with particle diameters ranging from 11.43 μm to 58.76 μm and an average size of 30.96 μm.

a The XRD pattern of Cu. b The SEM image of Cu powders. c An enlarged view of the particle labeled in red rectangle. d Particle size distribution of Cu powders.
Figure 2a is the XRD pattern of Ti₃AlC₂ powders, one can find the presence of a small amount of Al3Ti phase in the Ti₃AlC₂ powders. Al3Ti can be synthesized through high-energy ball milling and low-temperature heat treatment of elemental Al and Ti34, which may serve as a byproduct during the in-situ synthesis of Ti₃AlC₂ from elemental powders of Ti, Al and C. First, Ti₃AlC₂ exhibits an extremely narrow phase distribution range in the Ti/Al/C ternary phase diagram, making its synthesis highly challenging. Second, Ti₃AlC₂ becomes unstable above 1400 °C and tends to decompose into TiC35. To obtain single-phase Ti₃AlC₂, excess Al is typically added during synthesis. Al3Ti is probably formed through mechanical alloying of Ti and Al precursors followed by low-temperature heat treatment. Notably, as we will show in latter sections, there is no Al3Ti after UAHP. In addition, the XRD pattern in Fig. 2a confirms that no TiC is detectable in the Ti₃AlC₂ powder. Figure 2b, c displays the SEM image of Ti3AlC2 powders. Distinct layered structural features are observed on the lateral surfaces of flaky Ti3AlC2 powders in Fig. 2d–h, reflecting the unique microstructure feature of MAX phases. Figure 2i, j present statistical analyses of length and thickness of Ti3AlC2 powders. The length ranges from 2.16 to 15.76 μm (average particle size: 8.86 μm), while the thickness spans 0.51–3.67 μm (average thickness: 2.07 μm).

a The XRD pattern of Ti₃AlC₂. b, c The SEM images of flat-lying flaky Ti₃AlC₂ powders. d–h SEM images of Ti₃AlC₂ powders observed perpendicular to the basal plane of Ti₃AlC₂. i, j Particle size distribution of Ti₃AlC₂ powders in length and thickness dimensions, respectively.
Characterization of bulk Cu-Ti3AlC2 composites
Previous work demonstrated that using higher hot-press sintering temperature, Ti3AlC2 decomposed into TiC, resulting in the formation of Cu(Al) solid solution. One of the leitmotifs of this work is to avoid the decomposition of Ti3AlC2 using UAHP at lower preparation temperatures. Based on the decomposition characteristics of Ti₃AlC₂, the analysis will focus on the following two aspects. First, TiC crystallizes in a rock salt structure with the space group \({Fm}\bar{3}m\). The characteristic XRD peaks of TiC correspond to the (111) reflection at 2θ = 35.892°, the (200) reflection at 2θ = 41.680°, and the (220) reflection at 2θ = 60.410° (data from PDF#97-061-8925). In Cu-Ti3AlC2 composites, one of the hallmarks of decomposed Ti₃AlC₂ is the emergence of the (111) and (220) peaks of TiC. Figure 3a shows the XRD pattern of mixed Cu-30 vol.% Ti3AlC2 powders, where peaks from TiC are not detectable. In Fig. 3b, the XRD patterns of UAHP samples are shown, where the (111) and (220) peaks of TiC are not observed. However, this conclusion remains incomplete because the (200) peak of TiC was not analyzed. The 2θ angle of the (200) peak of TiC closely overlaps with that of the (105) peak of Ti₃AlC₂ (41.73°, data from PDF#97-015-326). To further investigate the phase evolution during sintering, the diffraction intensity of the (105) peak at about 41.7° in the XRD pattern of Cu-30 vol.% Ti₃AlC₂ mixed powders and sintered specimens was compared. The results demonstrated that the diffraction intensity of the (105) peak in the sintered sample decreased. This observation indicates that either the (200) diffraction peak of TiC does not contribute to the overlapping peak, or only minor decomposition of Ti₃AlC₂ occurred during sintering, with the TiC phase content falling below the detection limit of XRD. Second, the formation of a Cu(Al) solid solution would cause an overall leftward shift of Cu peaks. Figure 3c shows the XRD pattern of the Cu-Ti3AlC2 composites. The Cu (111) and (200) peaks were magnified to clearly show angular shifts. When compared with pure Cu sample fabricated using the same process, no angular shifts were observed in either the Cu (111) or (200) peaks for all Cu-Ti3AlC2 composites. This confirms that Ti3AlC2 did not decompose to form Cu(Al) solid solutions. In addition, no other impurities could be detected. Based on the above discussions and the fact that the preparation temperature (750 °C) used in this work is significantly lower than that used in previous study (860 °C), it can be concluded that Cu-Ti3AlC2 composites were successfully fabricated by UAHP without causing the decomposition of Ti3AlC2. Additionally, to visually demonstrate the composition of Ti3AlC2, the microstructure of the prepared Cu-Ti3AlC2 composites was further analyzed.

a The XRD pattern of mixed Cu-30 vol.% Ti3AlC2 powers. b XRD patterns of as-prepared Cu-(5–30) vol.% Ti₃AlC₂ composites. c The magnified Cu (111) and Cu (200) peaks in the XRD patterns of different Cu-Ti3AlC2 composites.
To clarify the distribution of the reinforcement phase in the Cu matrix, SEM images of Cu-Ti3AlC2 composites with six different volume fractions were acquired. In Fig. 4, the black regions represent the Cu matrix, while the red regions represent the Ti3AlC2 phase. No significant porosity was observed in the Cu matrix. Figure 4a shows the SEM image of the Cu-5 vol.% Ti3AlC2 composite, where the Ti3AlC2 phase primarily distributes along the Cu grain boundaries. The images in Fig. 4a–c demonstrate uniform distribution of the Ti3AlC2 phase, indicating that the UAHP method enables uniform dispersion of Ti3AlC2 in the Cu matrix when the volume fraction ranges from 5% to 15%. When the Ti3AlC2 volume fraction increases to 20%, agglomeration of Ti3AlC2 particles is observed (Fig. 4d). This particle agglomeration phenomenon intensified with higher Ti3AlC2 volume fractions. The agglomerated Ti3AlC2 particles create pores, which become the primary reason for the reduced density of Cu composites with high Ti3AlC2 content. The root cause lies in the strong van der Waals forces between Ti3AlC2 particles. Achieving uniform distribution of ceramic reinforcement in metal matrices has long been a research focus. Thus, further work is needed to achieve the uniform distribution of Ti3AlC2 in Cu. We can make a conclusion at this point that ultrasonic vibration, as an emerging energy input method, holds significant potential in the preparation of ceramic-reinforced metal matrix composites.

a Cu-5 vol.% Ti₃AlC₂, b Cu-10 vol.% Ti₃AlC₂, c Cu-15 vol.% Ti₃AlC₂, d Cu-20 vol.% Ti₃AlC₂, e Cu-25 vol.% Ti₃AlC₂, f Cu-30 vol.% Ti₃AlC₂. The black colored phase is Cu matrix, while the red colored phase is Ti₃AlC₂.
To investigate the interface between the reinforcement Ti₃AlC₂ and Cu matrix in Cu-30 vol.% Ti₃AlC₂ composite, EDS mappings were performed and the results are shown in Fig. 5. Firstly, SEM image visually demonstrates that the Ti₃AlC₂ particle is tightly bonded with the Cu matrix, which provides a foundation for the good electrical properties and load transfer across the interface. Figure 5b–e show the EDS mappings of Ti, Al, C, and Cu, where the distributions of these elements are well-defined, with boundaries precisely aligned with interfacial positions. It is noteworthy that if Ti₃AlC₂ decomposes, the distribution of Al would become highly diffuse, simultaneously appearing in both the Cu matrix and Ti₃AlC₂ phase. However, this diffuse distribution of Al is not observed. In other word, the EDS mappings demonstrate that no decomposition of Ti₃AlC₂ has occurred in the Cu-30 vol.% Ti₃AlC₂ composite fabricated via UAHP at 750 °C.

a SEM image of the Cu-30 vol.% Ti₃AlC₂ composite and the corresponding EDS mapping of the corresponding element b Ti, c Al, d C and e Cu. f Semiquantitative EDS mapping results of element content (at.%).
To investigate the influencing mechanism of ultrasonic waves on the microstructure evolution of Cu-Ti3AlC2 composites during UAHP, TEM analysis was conducted. Firstly, TEM observations were conducted on the Cu matrix located away from the interfaces between Cu and Ti3AlC2. Figure 6a–c present bright field TEM images of the Cu matrix in Cu-15 vol.% Ti3AlC2 composite. As shown in Fig. 6a, deformation bands are observed within the Cu matrix grains, while dislocation pile-ups accumulate at grain boundaries (Fig. 6b, c). These morphological characteristics confirm the occurrence of plastic deformation in Cu grains during UAHP. During the UAHP process, the application of external pressure provides the driving force for plastic deformation of the Cu matrix. Dislocations within the Cu grains form entanglements or pile-ups through slip and proliferation mechanisms. As the pressure is uniformly applied to the Cu powder, such dislocations typically exhibit uniform distribution throughout the Cu grains. Ultrasonic waves act as a periodic stress field that hinders dislocation slip, leading to dislocation pile-up. During the preparation of Cu-Ti3AlC2 composites at 750 °C, dynamic recrystallization occurs in Cu simultaneously, which continuously consumes dislocations. In conventional hot-press sintering, the final dislocation density of materials depends on the balance between dislocation proliferation rate and consumption rate, which is governed by both applied pressure and dynamic recrystallization kinetics. High-frequency vibrations of ultrasonic exert triple effects on dislocations. Initially, in the short-term effect, the high-frequency vibrations promote dislocation pile-up and increase dislocation proliferation rates, thereby altering the traditional dislocation proliferation mechanisms in hot-press sintering. Furthermore, the long-term acoustic softening effect (acoustic energy conversion into thermal energy and dislocation pinning release) reduces material yield strength, facilitating dislocation motion and suppressing excessive pile-up. Third, ultrasonic waves play a role in optimizing dislocation distribution. While pressure serves as the fundamental driver for dislocation proliferation, ultrasonic waves act as a critical regulatory factor for dislocation distribution at grain boundaries. Ultrasonic waves introduce a new dynamic stress field within the material, which promotes dislocation migration toward grain boundaries. Disordered atomic arrangements at grain boundaries create higher resistance to dislocation slip, making dislocation pile-up more likely at these interfaces. Liu et al.28 employed an ultrasonic powder consolidation method to fabricate bulk Al. High-density dislocations were observed at Al grain boundaries, forming dislocation forests, dislocation walls, and cellular structures. The nanoscale dislocation cells encapsulating Al grains resulted in a hardness of 1.13 GPa, significantly exceeding the 0.4 GPa hardness of standard Al. The distribution of dislocations at grain boundaries in the Cu matrix is a synergistic effect of applied pressure and ultrasonic waves, i.e., pressure promotes dislocation proliferation while ultrasonic waves regulate dislocation distribution. This synergistic effect not only ensures sufficient dislocation density but also optimizes dislocation arrangement, forming the critical foundation for strengthening of Cu-Ti3AlC2 composites.

a Dislocations in Cu grains and yellow double dashed-dotted lines mark deformation bands. The SAED pattern in [011] zone axis is inserted, which is obtained from the position enclosed by a yellow border. b, c High-density dislocations in different Cu grains. d Green dashed lines enclose twins in Cu grains. e Twins in different Cu grains and the SAED pattern of the twin within the green box is inserted. Here, M designates Cu matrix reflection, while T identifies Cu twin reflection. f Magnified image of the area within the orange box in (e). The Cu atoms on both sides of twin boundary are demarcated by green and orange circles respectively, and the interplanar spacing of Cu matrix is measured, which proves that bright columns in the figure correspond to Cu atom.
Clear twins are observed in Cu matrix near the interphase regions, as shown in Fig. 6d, e. Figure 6f is a magnified TEM image of the twins in Cu matrix shown in Fig. 6e, where typical twinning characteristics of FCC metals were observed. Based on the SAED pattern of Cu twins shown in Fig. 6e, (111) plane is identified as the twin boundary. The formation of twins in Cu is believed to resulted from the combined effect of deformation twinning and mechanical driving by ultrasonic vibrations. First, when the stress applied to Cu grains exceeds the yield strength, plastic deformation is achieved through twinning if dislocation motion is hindered (e.g., by encountering Ti₃AlC₂ particles). The formation of twins alters the stress state within the grains (e.g., inducing stress concentration near twin boundaries), hinders further dislocation motion, thereby enhancing material strength. High-frequency ultrasonic vibrations reduce the critical resolved shear stress (acoustic softening) of the Cu matrix. However, when dislocations migrate to the Cu/Ti₃AlC₂ interface, stress fluctuations in the ultrasonic field force dislocation reorientation, promoting twin formation. The twinning structure further demonstrates that ultrasonic vibration facilitates plastic deformation in the Cu matrix, providing critical microstructural evidence for the low-temperature fabrication of dense Cu-Ti₃AlC₂ composites. The mechanisms of ultrasonic optimization and tailoring microstructures have important applications in the field of casting. For example, Zhang et al.36 prepared a Cu-Cr-Zr-ZrB₂ composites with dual-scale particles through casting with reaction. Ultrasonic vibration (~1523 K) was successfully introduced into the melt, which was demonstrated to enhance the uniform dispersion of reinforcement phases and increase dislocation density. After ultrasonic treatment, the width of deformation bands decreased by 29%, with orientation closer to the rolling direction, thereby improving strength and elongation of the composites. The mechanical vibrations of ultrasound impose cyclic tensile-compressive stresses on Cu grains, which induce twin nucleation at stress concentration regions and accelerate twin growth. Dislocations and twins serve as critical defects in the Cu matrix, playing a vital role in strengthening of the material.
Reinforcement/metal matrix interface plays key role in metal matrix composites, therefore, the Ti3AlC2 and Cu interphase was investigated via TEM. Figure 7a is a TEM image of the interface, and Fig. 7b is the magnified view of the area within the red dashed line in Fig. 7a. The EDS line scanning results revealed complex reactions at the interface. Based on the gradient variation of elemental mass percentages, the interface was divided into four distinct regions. Region I exhibits a Cu and Al rich zone, where the atomic ratio at the Cu peak position was determined as Cu:Ti:Al:C = 15:12:7:16. The atomic ratio in Region I suggests that the composition is closer to a mixture of some complex compounds. Adjacent to the Cu-rich phase, it was further divided into Region II and III. These regions exhibit slowly varied Cu and Ti contents with opposite concentration trends, while C content remained nearly unchanged. This elemental distribution pattern suggests the formation of multiple TiₓCu intermetallic compounds. And another phase in Region II is TiCₓ. In Region III, a slight enrichment of Al and depletion of Cu were observed. At the Al peak position, the atomic ratio (Cu:Ti:Al:C) was 4:61:11:65. The atomic ratio results indicate that the dominant phases here are likely TiCₓ and Al. Region IV exhibits significant Al enrichment. Adjacent to the Cu phase, Ti and C contents show marked increase, without detectable Cu element in this zone. This suggests that Region IV is similarly composed of TiCₓ and substantial Al. Comprehensive analysis indicates that the primary reaction products at the interface are TiCx and TiₓCu intermetallic compounds, along with localized Al and Cu accumulation. As the sintering temperature (significantly below the decomposition temperature of 860 °C for Ti3AlC2) leads to incomplete interfacial reactions, with Al likely undergoing only preliminary segregation at the interface. Aluminum did not diffuse into the copper matrix, which ensured that the electrical conductivity of the copper matrix was not severely affected. Figure 7d shows the SAED pattern at the interface. The pattern reveals that the interface consists of Cu, nano-sized TiC and Ti3Cu. Moreover, the Ti3Cu particles exhibit an orientation relationship with the Cu matrix as \(\left(220\right)\) Cu//\(\left(2\bar{20}\right)\)Ti3Cu. The polycrystalline ring patterns are identified as from nano-sized TiC particles.

a Bright field TEM image of the interphase between Cu and Ti₃AlC₂ in Cu-15 vol.% Ti₃AlC₂ composite. b Magnified view of the area within the red dashed line in (a). EDS line scan across the interphase region between Cu and Ti₃AlC₂. Different line types denote the boundaries of regions with distinct contrasts. c Line scan result of (b), with the scan path marked by a red solid line in (b). d The SAED patterns from the region within the red dashed line in (a). Different grains are annotated with different geometric markers.
This deviation from traditional decomposition mechanisms and interfacial layer structures in Cu-Ti3AlC2 composites may be attributed to ultrasonic thermal effects. Ultrasonic waves continuously convert input acoustic energy into thermal energy. This thermal effect enhances the atomic diffusion driving force. Additionally, the periodic stress field generated by ultrasonic vibrations within the material induces minor lattice distortions, resulting in shorter atomic diffusion paths. Consequently, Cu-Ti3AlC2 composites prepared via UAHP exhibit locally thicker reaction layers. This thermal effect does not cause macroscopic decomposition of Ti3AlC2 but merely strengthens the interface. These results indicate that severe interfacial reactions occurred at the interface, and the reaction products are highly complex. Therefore, it is crucial to determine the impact of these products on the properties of Cu-based composites. Hugosson’s first-principles calculations revealed that TiC0.625 exhibits a bulk modulus of 226 GPa37, which is significantly higher than that of Ti3AlC2 (160 GPa). Consequently, the formation of TiCx at the interface does not impose adverse effects on the mechanical properties of Cu-Ti₃AlC₂ composites. Yang et al.38 employed first-principles calculations to evaluate the mechanical properties of various Cu-Ti intermetallic compounds. The bulk moduli of CuTi₃, CuTi₂, CuTi, Cu₄Ti₃, Cu₃Ti₂, Cu₂Ti, and Cu₄Ti they predicted are respectively 126, 135, 148, 130, 138, 141, 135 GPa. The bulk moduli of these Cu-Ti intermetallic compounds are smaller than that of Ti₃AlC₂, but the difference is not significant. Meanwhile, the content of these Cu-Ti intermetallic compounds is small, i.e., they have a minor detrimental effect on the strengthening of the Cu matrix. Furthermore, EDS line scanning analyses revealed no detectable solid solution of Al elements into the Cu matrix. Consequently, the intense interfacial reactions predominantly occurred at the Cu-Ti₃AlC₂ interface, forming a robust bonding layer. This phenomenon would not impose severe adverse effects on the electrical conductivity and mechanical properties of the composite materials.
Density of bulk Cu-Ti₃AlC₂ composite
The relative density of Cu-Ti₃AlC₂ composites is shown in Fig. 8a. Within the Ti₃AlC₂ reinforcement volume fraction range of 0–15%, the composite exhibits a relative density exceeding 95%. As the Ti₃AlC₂ volume fraction further increases, the relative density demonstrates a decreasing trend. Combined with microstructure analysis in Fig. 4, it is believed that the primary voids are distributed within Ti₃AlC₂ agglomerates. In our previous studies, it has been demonstrated that applying ultrasonic waves during the isothermal hot-press sintering stage induces acoustic softening in Cu, enabling easier plastic deformation, and improves relative density. This finding holds significant implications for the future development of material preparation technologies. Ceramic-reinforced metal matrix composites inherently possess a distinct advantage in reducing material density while enabling density tunability. To quantify this effect, the density of the fabricated composites was statistically analyzed (Fig. 8b). When 30 vol.% Ti₃AlC₂ was incorporated, the density decreases from 8.81 g/cm³ for pure Cu to 6.90 g/cm³ for Cu-30 vol.%Ti₃AlC₂ composite, achieving a 21.7% reduction. As conductive components in unmanned aerial vehicles and NEV, the density reduction of Cu-Ti₃AlC₂ composites mitigates self-weight-induced power distribution imbalances and material wear.

a Relative density and b density of Cu-Ti3AlC2 composites prepared by UAHP plotted as a function of Ti3AlC2 content.
Electrical conductivity of Cu-Ti3AlC2 composites
As illustrated in Fig. 9a, the electrical conductivity of Cu-Ti₃AlC₂ composites decreases with increasing volume fraction of Ti₃AlC₂. The electrical conductivity of Cu (55.96×107 S/m)4 is significantly higher than that of Ti₃AlC₂ (3.38×10⁶ S/m), which explains the sharp decline in conductivity when 5 vol.% Ti₃AlC₂ is added. The Cu matrix serves as the primary conductive pathway in Cu-Ti₃AlC₂ composites. Microstructural analysis of the composites (as discussed in the previous section) reveals that the Cu matrix remains continuous and free of significant porosity, even at high Ti₃AlC₂ volume fractions. This structural integrity accounts for the absence of a sudden conductivity drop despite the Ti₃AlC₂ agglomeration in high-volume-fraction composites. To demonstrate the advantages of UAHP, the conductive properties of Cu-Ti₃AlC₂ composites from multiple studies11,15,16,39 were compiled and standardized to the International Annealed Cu Standard (IACS) conductivity for comparative analysis. Huang et al.39 fabricated Cu-Ti₃AlC₂ composites with 15-35 vol.% Ti₃AlC₂ using a hot-press sintering at 800 °C and measured their electrical conductivity. Comparative analysis reveals that the electrical conductivity of UAHP-fabricated Cu-Ti₃AlC₂ composites exhibits close agreement with Huang’s results. Notably, both systems demonstrate nearly identical variation trends in electrical conductivity when the Ti₃AlC₂ volume fraction exceeds 20 vol.%. This consistent behavior was also observed in other literature-reported comparative studies15,16. Zhang et al.11 fabricated Cu-Ti₃AlC₂ composites with 0-30 vol.% Ti₃AlC₂ via hot-press sintering at 850 °C. Significant differences in electrical conductivity between the Cu-5 vol.% Ti₃AlC₂ and Cu-10 vol.% Ti₃AlC₂ composites are also noticed. In this study, the relative densities of Cu-5 vol.% Ti₃AlC₂ and Cu-10 vol.% Ti₃AlC₂ composites exceed 95%, eliminating porosity as a factor influencing their electrical performance. In both materials, Cu occupies over 90 vol.% of the volume fraction. As discussed in the preceding section on the microstructure, ultrasonic treatment promotes dislocation concentration at Cu grain boundaries. This localized dislocation arrangement may act as a barrier mechanism, preventing the electrical conductivity of low-Ti₃AlC₂-volume-fraction (5-10 vol.%) composites from reaching higher levels. Secondly, the electrical conductivity of the Cu-Ti₃AlC₂ composites prepared in this study was compared with that of in-situ generated Cu-TiCx composites. Zhang et al.11 also prepared Cu-TiCx composite using hot-press sintering of Cu and Ti₃AlC₂ powders and measured its electrical conductivity, as is shown in Fig. 9b. By comparison, the electrical conductivity of the Cu-Ti₃AlC₂ composites fabricated in this work is much higher than that of the literature-reported Cu-TiCx composite. Frist, electrical conductivity of TiCₓ is lower than that of Ti₃AlC₂. Additionally, Al released from Ti₃AlC₂ decomposition forms solid solutions with Cu. As previously discussed, Cu serves as the primary conductive pathway in Cu-Ti₃AlC₂ composites, and the formation of solid solutions substantially degrades the electrical conductivity of the composites. The exceptional conductivity achieved in this work is a critical advantage of employing UAHP as the fabrication technique.

a Electrical conductivity of Cu-Ti₃AlC₂ composites with different Ti₃AlC₂ content. b Comparison of electrical conductivity of Cu-Ti₃AlC₂ composites prepared in this work with the data from references.
Mechanical properties of Cu-Ti3AlC2 composites
Figure 10a is the Vickers hardness of Cu-Ti₃AlC₂ composites with different Ti₃AlC₂ volume fraction. Within the 0–20 vol.% range, the hardness increases with Ti₃AlC₂ content due to significantly higher hardness of Ti₃AlC₂ compared to the Cu matrix. This indicates effective strengthening of Cu by Ti₃AlC₂. However, when the Ti₃AlC₂ volume fraction exceeds 20%, the hardness drops sharply. Microstructural analysis reveals that this abrupt decline stems from Ti₃AlC₂ agglomeration. In the SEM image results of Fig. 4e, f, large size aggregates of Ti3AlC2 are found, and pores exist inside the aggregates of Ti3AlC2 and at the phase interface. Ti₃AlC₂ clusters form weak interfacial bonding regions with the Cu matrix, which impairs load transfer efficiency and causes stress concentration. Pores predominantly concentrated within agglomerates significantly weaken the region’s resistance to material indentation. The previous discussions on interfacial composition (Fig. 7) demonstrate that severe reactions occur at interphase under ultrasonic, resulting in complex reaction products. In Cu-Ti₃AlC₂ composites with high Ti₃AlC₂ content (>20 vol.%), such reactions may become more prevalent. Compared to the adverse effects caused by large-sized loose agglomerates of Ti₃AlC₂, interface reactions might be a secondary factor. These explain the large error margins in hardness measurements for high-Ti₃AlC₂-volume-fraction Cu composites. To comprehensively demonstrate the advantages of UAHP-sintered Cu-Ti₃AlC₂ composites, we compiled hardness data from multiple studies14,15,17,18,39,40 for comparative analysis (Fig. 10b). Firstly, the hardness of UAHP-sintered Cu-Ti₃AlC₂ composites remains at a relatively high level. We highlight the advantages of UAHP technology by comparing it with literature. For example, Zhang et al.18 employed a cold extrusion-tempering process to fabricate Cu-Ti₃AlC₂ composites. The specific process involved first preparing Cu-Ti₃AlC₂ composites with varying volume fractions using pressureless sintering at 1150 °C. Subsequently, the sintered specimens underwent repeated cold extrusion and tempering. Data analysis reveals that repeated cold working induces work hardening, while subsequent tempering reduces hardness. Extrusion is an important method to reduce porosity, but saving energy is also important if post-treatment steps can be reduced. Hou et al. fabricated Cu-Ti₃AlC₂ composites using a vacuum hot-pressing at 800 °C. While this process avoided Ti₃AlC₂ decomposition, there is 4 wt.% TiC in Ti₃AlC₂ reinforcement, which inevitably impacts the performance. Furthermore, the hardness of the Cu-Ti₃AlC₂ composites prepared by Hou et al. exhibited a significant drop at 20 vol.% Ti₃AlC₂, being much lower than the hardness achieved in this work under the same Ti₃AlC₂ loading.

a Hardness of Cu-Ti₃AlC₂ composites with different Ti₃AlC₂ content. b Comparison of hardness of Cu-Ti₃AlC₂ composites prepared in this work with the data from references. c Stress-strain curves. d Yield strength of Cu-Ti₃AlC₂ composites with different Ti₃AlC₂ content.
Figure 10c shows the stress-strain curves of Cu-Ti₃AlC₂ composites under bending tests. Neither pure Cu nor Cu-5 vol.% Ti₃AlC₂ composite exhibits fracture during bending, demonstrating excellent plasticity. Yield strength marks the critical stress value transitioning materials from elastic to plastic deformation and serves as a safety indicator in structural component design. Figure 10d illustrates the yield strength of Cu-Ti₃AlC₂ composites with varying Ti₃AlC₂ volume fractions. Within the 0–15 vol.% Ti₃AlC₂ range, the composites exhibit significant yield strength enhancement. Compared to pure Cu (233 MPa), the Cu-15 vol.% Ti₃AlC₂ composite achieves a yield strength of 340 MPa, representing a 45.9% improvement. However, at 20 vol.% Ti₃AlC₂, the yield strength declines. As the Ti₃AlC₂ volume fraction further increases from 20% to 30%, the yield strength decreases from 312 MPa to 273 MPa. The yield strength of Cu-Ti₃AlC₂ composites is governed by three factors: reinforcement distribution, interface bonding, and Cu matrix deformation. At high Ti₃AlC₂ loadings (>20 vol.%), Ti₃AlC₂ agglomeration occurs, forming pore-rich clusters. These oversized agglomerates act as weak phases, exhibiting inferior strengthening effects compared to individual Ti₃AlC₂ particles. Secondly, through SEM image analysis of high-volume-fraction Cu-Ti₃AlC₂ composites, interfacial voids between Ti₃AlC₂ agglomerates and the Cu matrix are identified, which result in the reduction of interfacial bonding strength. Notably, the Cu-30 vol.%Ti₃AlC₂ composite achieves a yield strength of 280 MPa.
Ceramic-reinforced Cu composites not only exhibit reduced the density but also significantly enhanced mechanical properties. Therefore, we compiled the yield strength of different ceramic-reinforced Cu composites with varying compositions (Fig. 11)11,41,42,43,44,45,46,47,48. Only the composites with the highest yield strength for each composition are listed. Through comparative analysis, two key conclusions can be drawn. Compared to hot-press sintered Cu-Ti₃AlC₂ composites, UAHP-processed Cu-Ti₃AlC₂ composites demonstrate a significant advantage in yield strength. The concentration threshold of UAHP is 15 vol.%. Although this threshold correlates with Ti₃AlC₂ agglomeration, it is undeniable that lower concentration thresholds correlate with improved electrical conductivity in Cu-Ti₃AlC₂ composites. This highlights one of the key advantages of UAHP technology. Furthermore, when compared with other ceramic-reinforced Cu composites, UAHP-sintered Cu-Ti₃AlC₂ composites exhibit comparable or superior yield strength, due to the unique crystal structure of Ti₃AlC₂ and the improvement of microstructure of Cu-Ti₃AlC₂ composites by UAHP. This demonstrates the unique advantages of Ti₃AlC₂ as a reinforcing material. Among the materials listed above, there are three composites with yield strengths significantly higher than those of Cu-Ti₃AlC₂ composites. First, Zhang et al.11 prepared Cu-TiC composites using an in-situ synthesis method. The enhancement mechanism primarily involves Ti₃AlC₂ decomposition, and the formation of a Cu(Al) solid solution, which significantly improves interfacial bonding strength and thereby strengthens the Cu matrix. Bazarnik et al.44 prepared Cu-SiC composites using SPS and high-pressure torsion. Applying high-pressure torsion significantly enhances the yield strength of Cu-SiC composites. Based on the above summary, two key conclusions can be drawn: improving interfacial bonding and introducing high plastic deformation effectively enhance the strength of ceramic-reinforced Cu composites. Zhou et al.47 fabricated Cu-Al₂O₃ composites using SPS combined with hot extrusion and pointed out that the mechanism for strengthening of the material involved the heterogeneous microstructure of an Al2O3 dispersion. As previously mentioned, ultrasound increases the dislocations in the Cu matrix via a dynamic stress field and optimizes dislocation distribution (concentrated at grain boundaries). UAHP is similar to the combination of hot-press sintering and ultrasonic processing. Although this ultrasonic processing is not as intense as cold extrusion and hot extrusion processes, the mechanisms by which they strengthen the material are similar. By comparing with various literature works, this not only clarifies the excellent properties of the material but also is meaningful for studying UAHP, an emerging sintering technique.

Comparison of yield strength of Cu-Ti₃AlC₂ composites prepared in this work with the data from references.
Friction and wear behaviors of Cu-Ti3AlC2 composites
The unique layered structure of Ti₃AlC₂ not only significantly enhances the mechanical properties of Cu-Ti₃AlC₂ composites but also plays a critical role in reducing friction rates and improving friction process stability. Figure 12a illustrates the variation of friction coefficient with time for pure Cu and Cu-Ti₃AlC₂ composites with different volume fractions of Ti₃AlC₂. The friction coefficient of pure Cu continuously increases over time during testing, without stabilization stage observed. This is attributed to the lack of a lubricating environment, where pure Cu undergoes continuous degradation under frictional loading. For Cu-5 vol.% Ti₃AlC₂ composite, a relatively stable stage emerges after 13 minutes of friction. Due to the small amount of Ti₃AlC₂, the lubrication effect provided during friction is limited. When the Ti₃AlC₂ volume fraction is 10%, the Cu-10 vol.% Ti₃AlC₂ composite reaches a stable stage within 3 minutes. With the increase in Ti₃AlC₂ content, the friction coefficient of Cu-Ti₃AlC₂ composites becomes more stable over time. This is mainly attributed to the lubricating effect of Ti₃AlC₂, which possesses a similar easy-shear layered structure to other traditional solid lubricants (e.g., graphite and MoS₂)49. Such materials share analogous lubrication mechanisms, which holds important guiding significance for Cu-based composites. In the initial stage of friction, under the combined effect of vertical load and shear stress, Ti₃AlC₂ particles are gradually extruded from the matrix, forming a discontinuous lubricating film. Due to the improved lubricating environment and reduced contact area between the friction pair, the friction coefficient decreases rapidly. As the friction process proceeds, Ti₃AlC₂ particles are continuously extruded and rearranged under the action of shear force, forming a denser lubricating film. As friction continues, three processes occur simultaneously: oxide generation on the friction surface serving as lubrication, continuous extrusion of Ti₃AlC₂ particles, and material wear. Once the lubricating film reaches a stable thickness, the friction coefficient enters a steady stage. With the increase in the volume fraction of Ti₃AlC₂, the spacing of Ti₃AlC₂ particles in the Cu matrix—both parallel and perpendicular to the friction test surface—also decreases, making it easier to form a continuous lubricating film. Figure 12b presents the average friction coefficients of Cu-Ti₃AlC₂ composites with different Ti₃AlC₂ volume fractions. The average friction coefficient of the Cu-5 vol.% Ti₃AlC₂ composite is 0.38, which is 0.27 lower than that of the pure Cu (0.65). As the Ti₃AlC₂ volume fraction increases, the average friction coefficient of the Cu-Ti₃AlC₂ composites gradually decreases. Within the 15%-30% Ti₃AlC₂ volume fraction range, the average friction coefficient of the Cu-Ti₃AlC₂ composites decreases from 0.33 to 0.30, showing a relatively small reduction.

a Variation of friction coefficient over time for Cu-Ti₃AlC₂ composites with different Ti₃AlC₂ content. b Average friction coefficient and wear rate of Cu-Ti₃AlC₂ composites with different Ti3AlC2 content.
Wear resistance is one of the core indicators for charging pile terminal materials. It directly governs the reliability, safety, and economic performance of charging piles by inhibiting the degradation of contact interfaces, prolonging service life, preventing safety incidents, and reducing maintenance costs. Therefore, the wear rate of the Cu-Ti₃AlC₂ composites was measured, as presented in Fig. 12b. The wear rate of the Cu-Ti₃AlC₂ composites decreases with increasing volume fraction of Ti₃AlC₂. For the Cu-5 vol.%Ti₃AlC₂ composite, the wear rate is 7.94 × 10⁻⁶ mm³·N⁻¹·m⁻¹, which is 38.6% lower than that of pure Cu. When the Ti₃AlC₂ volume fraction reaches 30%, the wear rate of the composite attains a minimum value of 4.26 × 10⁻⁶ mm³·N⁻¹·m⁻¹. Wear law dictates50 that the wear rate of a material is inversely proportional to its hardness. In Fig. 10a, the hardness of Cu-Ti₃AlC₂ composites increases with Ti₃AlC₂ content in the range of 0–20 vol.% Ti₃AlC₂. The Cu-30 vol.% Ti₃AlC₂ composite exhibits a higher hardness (100.5 HV) than its 15 vol.% counterpart (99.4 HV). Within the studied range of Ti₃AlC₂ volume fractions, this higher hardness accounts for the decreasing trend in the wear rate of Cu-Ti₃AlC₂ composites. In addition to material hardness, lubrication also plays a critical role in reducing material wear. MAX phases (including Ti₃AlC₂) are currently recognized as novel solid lubricants. Understanding the existing lubrication mechanisms of Cu-Ti₃AlC₂ self-lubricating composites will provide valuable context for the discussion in this study. Zhou et al.16 measured the wear rate of the Cu-30 vol.% Ti₃AlC₂ composite across a temperature range of 25–700 °C. At 25 °C, the composite exhibited a wear rate of 9.05 × 10⁻⁵ mm³·N⁻¹·m⁻¹. The wear rate of the composite material initially increases and then decreases with rising temperature. At 700 °C, the composite exhibits a wear rate of 31.2 × 10⁻⁵ mm³·N⁻¹·m⁻¹. Notably, the average friction coefficient of the composite demonstrates lower values at both 500 °C and 700 °C. Zhou pointed out that the tribological films formed by Ti₃AlC₂ and CuO₂ acted as lubricants. Zhao et al.15 investigated the wear performance of Cu-Ti₃AlC₂ composites under electrical friction. After sliding under a current density of 5 A/cm² for 5 hours, the Cu-30 vol.% Ti₃AlC₂ composite exhibits a wear rate of 0.95 × 10⁻⁶ mm³·N⁻¹·m⁻¹. Under electrical friction conditions, with increasing Ti₃AlC₂ volume fraction, more Ti₃AlC₂ undergoes oxidation due to Joule heat and frictional heat which leads to an increase in friction film thickness. The thicker film not only elevates contact resistance but also reduces wear rate. These two studies demonstrate that Ti₃AlC₂ in Cu-Ti₃AlC₂ composites exhibits excellent lubricating effects under moderate temperatures and electrical current conditions. In this study, with the increase in Ti₃AlC₂ content, the spacing between Ti₃AlC₂ phases within the testing plane decreases (Fig. 4 shows the SEM images of the testing plane). During the motion of the counterpart material, the lubricating film formed by Ti₃AlC₂ becomes more readily established. With the increase in Ti₃AlC₂ content, the distribution of Ti₃AlC₂ phases in the direction perpendicular to the testing plane also becomes denser. Under the combined effect of load and wear, Ti₃AlC₂ particles are continuously extruded and consumed within the Cu matrix. In Cu-Ti₃AlC₂ composites with higher Ti₃AlC₂ content, Ti₃AlC₂ is more readily replenished during friction, and the Ti₃AlC₂ lubricating film is more continuous. This represents another reason for the decrease in wear rate of Cu-Ti₃AlC₂ composites with increasing Ti₃AlC₂ content. In this study, Ti₃AlC₂ acts as a critical load-bearing constituent and plays a key lubricating role during friction. This explains why high-volume-fraction Cu-Ti₃AlC₂ composites display a lower wear rate.
Figure 13 presents the 3D wear scar morphologies of Cu-Ti₃AlC₂ composites with different volume fractions. For pure Cu (Fig. 13a), an eccentric circular wear scar is observed, indicating that load instability occurs under load-bearing conditions due to the absence of lubrication. This instability causes the load to be applied not only vertically but also horizontally during friction. For comparison, the 3D wear scar morphology of the Cu 5-vol.% Ti₃AlC₂ composite was measured within the same Z-axis coordinate range, as shown in Fig. 13b. It can be clearly seen from the results that the wear scar of Cu-5vol.% Ti₃AlC₂ composite exhibits better circularity and a shallower depth than pure Cu. To enhance contrast given the downward trend in wear loss, we further measured the 3D wear scar morphologies of the Cu-15 vol.% Ti₃AlC₂ (Fig. 13c) and Cu-30 vol.% Ti₃AlC₂ (Fig. 13d) composites within the 0–15 μm Z-axis range. With Z-axis depth coded by color, the wear scar of the Cu-30 vol.% Ti₃AlC₂ composite exhibits a shallower depth and a more uniform depth distribution than the 15 vol.% counterpart. This further confirms that as the Ti₃AlC₂ content increases, its capacity to bear frictional loads and self-lubrication is enhanced.

a Cu, b Cu-5 vol.% Ti₃AlC₂, c Cu-15 vol.% Ti₃AlC₂, d Cu-30 vol.% Ti₃AlC₂.
Discussion
The previous section quantified the reinforcing effects of Ti₃AlC₂ on the Cu matrix, while the mechanisms underlying Ti₃AlC₂ reinforced Cu composites remain unexplored. This section will utilize fracture surfaces to explore strengthening mechanisms of Cu-Ti₃AlC₂ composites, providing deep insights for optimizing Ti₃AlC₂ volume fraction and improving interfacial bonding strength. Figure 14a shows the fracture morphology of the Cu-10 vol.% Ti₃AlC₂ composite. Large dimples are observed on the fracture surface, indicating significant ductile deformation of the Cu matrix prior to fracture. Despite severe plastic deformation of the Cu matrix, no significant gaps are observed between the exposed Ti₃AlC₂ particles and the Cu matrix, suggesting strong interfacial bonding between Ti₃AlC₂ and Cu.

a Cu-10 vol.% Ti₃AlC₂ and the labels A, B indicate two exposed Ti₃AlC₂. b Cu-20 vol.% Ti₃AlC₂. c Cu-30 vol.% Ti₃AlC₂ and the labels C, D indicate two exposed Ti₃AlC₂. d Cu-30 vol.% Ti₃AlC₂ and a aggregated particle is enclosed by red lines. EDS point analysis performed on the aggregated particle. The corresponding EDS results for the point are inserted.
Figure 14b shows the fracture morphology of the Cu-20 vol.% Ti₃AlC₂ composite. Not only dimples but also noticeable voids can be seen on the fracture surface. Additionally, voids are formed at the interfaces between Ti₃AlC₂ particles and the Cu matrix due to deformation. Figure 14a reveals that Ti₃AlC₂ particles (labeled as A, B, respectively) display typical fracture modes of cleavage and delamination attributed to the nanolaminated structure of Ti₃AlC₂7,51. When tensile stress is perpendicular to the basal plane (i.e., the {000 l} plane of Ti₃AlC₂), cleavage fracture occurs, as shown in the “A” region of Fig. 14a. When the tensile stress is parallel to the basal plane, basal plane slip (by \(1/3\left[11\bar{2}0\right]\) type dislocations) will relieve localized stress. As local stress further increases, limited slip systems prevent plastic deformation, leading to delamination in Ti₃AlC₂ to relax stress10. Due to the random distribution of Ti₃AlC₂ particles in Cu matrix, both cleavage and delamination features are observed on the fracture surface. This also represents a primary mechanism of Cu-Ti₃AlC₂ composites. With increasing Ti₃AlC₂ content, failure of Ti₃AlC₂ is also observed. Figure 14c and d show the fracture morphology of Cu-30 vol.% Ti₃AlC₂ composite. In Fig. 14c, intraparticle fracture occurs within Ti₃AlC₂ (labeled C). The lower part of Ti₃AlC₂ particle (labeled D) is completely debonded from the Cu matrix. Fracture and debonding of Ti₃AlC₂ particles introduce tens-of-micron-scale cracks within the Cu-30 vol.% Ti₃AlC₂ composite, as shown in Fig. 14c. The aggregated particle is observed in Fig. 14d. The aggregated particle with larger size bear more loads during deformation and stress concentration facilitates easier crack propagation. High Ti₃AlC₂ volume fractions not only enhance the Cu matrix but also introduce the following two weakening effects. Firstly, the increased Ti₃AlC₂ content reduces the interparticle spacing, causing the fracture and dedonding of Ti₃AlC₂ and pre-existing voids in Cu matrix to coalesce into microcracks. Secondly, the higher Ti₃AlC₂ volume fraction leads to greater load-bearing responsibilities for individual Ti₃AlC₂ particles, increasing fracture susceptibility. The agglomeration of Ti₃AlC₂ particles can be analogized to enlarging the volume of a single reinforcing phase, thereby concentrating stress on these clusters. These two weakening mechanisms—microcrack coalescence and stress concentration in agglomerated phases—counteract the strengthening effect of Ti₃AlC₂, being detrimental to composite strength.
To elucidate the reaction mechanisms at the friction surface and investigate the formation of lubrication films and transfer layers, XPS analysis was conducted on the wear scar surface of the Cu-30 vol.% Ti₃AlC₂ composite. First, by referencing literature data, the characteristic binding energy of C in Ti₃AlC₂ was confirmed as 281.5 eV52, and the test results were calibrated based on this value. For the Cu matrix analysis, as shown in Fig. 15a, the Cu 2p spectrum exhibits two primary peaks at 933.6 eV (CuO 2p₃/₂) and 953.6 eV (CuO 2p₁/₂)53. The CuO 2p peaks are characterized by satellite peaks at higher binding energies relative to the main peaks. In contrast, Cu₂O peaks display lower binding energies and narrower peak shapes with higher intensity. Based on these distinctions, the peaks at 931.6 eV and 951.6 eV in Fig. 15a were assigned to CuO 2p₃/₂ and CuO 2p₁/₂, respectively. In Fig. 15b, the Ti 2p peaks correspond to Ti₃AlC₂ (Ti 2p₃/₂) at 454.5 eV48, TiO₂ (Ti 2p₃/₂) at 458.7 eV, and TiO₂ (Ti 2p₁/₂) at 464.5 eV54. For the Al, two peaks are observed: Ti₃AlC₂ (Al 2p) at 71.9 eV48 and Al₂O₃ (Al 2p) at 74.6 eV50. The XPS analysis of Fe exhibits multiple peaks. Through satellite peak analysis, two primary oxidation states are identified: Fe²⁺ and Fe³⁺. The corresponding binding energies are as follows: Fe²⁺ (2p₃/₂): 709.0 eV; Fe²⁺ (2p₁/₂): 722.6 eV; Fe³⁺ (2p₃/₂): 711.0 eV; Fe³⁺ (2p₁/₂): 724.6 eV55. Through the above analysis, the main oxides generated during friction are CuxO, TiO₂, Al₂O₃, and FexO. For O1s, the binding energies are as follows: CuxO = 531.8 eV, TiO₂ = 530.8 eV, Al₂O₃ = 531.6 eV, and FexO = 530.0 eV (Fig. 15f), with the O1s peak corresponding to Cu oxides (CuxO) at 531.8 eV being the dominant one. At room temperature, during friction, partial oxidation of Ti₃AlC₂ into TiO₂ and Al₂O₃ occurs, while Cu also oxidizes to CuxO. The tribological film composed of Ti₃AlC₂ and its oxides acts as the primary lubricant. Material oxidation and adhesive wear are identified as the dominant wear mechanisms.

a Cu 2p spectrum, b Ti 2p spectrum, c Al 2p spectrum, d C1s spectrum, e Fe 2p spectrum, f O1s spectrum.
Methods
Starting materials source and particle size analysis
The starting materials used for preparing the Cu-Ti3AlC2 composites were Cu (from Shanghai Yunfu Nanotechnology Co., Ltd, Shanghai, China) and Ti3AlC2 powders (Chengdu Haixin High-tech Co., Ltd., Chengdu, China). The particle size distribution of the raw materials was statistically analyzed using ImageJ 1.52a software. Multiple SEM images were captured, with over 100 particles measured to ensure the reliability of the statistical results.
Bulk material preparation
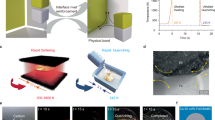
To systematically investigate the effect of Ti3AlC2 content on the densification behavior and properties of Cu-Ti3AlC2 composites, six different volume fractions of Ti3AlC2 (ranging from 5 to 30 vol.%) were chosen, with pure Cu samples prepared under identical processing conditions for comparison (as shown in Table 1). As schematically shown in Fig. 16, the powder mixtures were mechanically blended by dry ball milling (horizontal ball mill GM/B-3, Jintong General Machinery Co., Ltd., Xianyang, China) for 5 h and were then loaded into graphite dies. To obtain near fully dense Cu-Ti3AlC2 composites, a two-stage ultrasonic assistant process was utilized to the powder samples in an ultrasonic-assisted hot-press sintering furnace (UHP-5T-H-G-18-MIN, Shanghai Chenhua Science and Technology Co., Ltd., China). In the first step, ultrasonic vibration (with ultrasonic frequency of 20 kHz and ultrasonic power of 600 W) was applied at room temperature under a 30 MPa pressure for 10 min. In the second step, hot-press sintering was conducted at 750 °C for 20 min under a 30 MPa uniaxial pressure, with continuous ultrasonic excitation maintained throughout the holding stage.

The schematic diagram of UAHP is shown in the lower right corner. Reproduced with permission from ref.33, © The Authors 2025.
Material Characterization
The density of the as-prepared samples was measured using the Archimedes method. Phase identification was conducted in an X-ray diffractometer (XRD, Rigaku Ultima IV, Japan) using Cu Kα radiation (λ = 1.5406 Å) with a step size of 0.02° at a scanning rate of 1°/min. The distribution of Ti3AlC2 in the Cu matrix and the microstructure of the Cu-Ti3AlC2 composites were observed using a scanning electron microscope (SEM, JSM-7001F, Japan). The interphase between Cu and Ti₃AlC₂ in the Cu-15 vol.% Ti₃AlC₂ composite was characterized by transmission electron microscopy (TEM, Spectra Ultra S/TEM, ThermoFisher, USA), and the elemental distribution at the phase interface was analyzed using energy-dispersive X-ray spectroscopy (EDS).
Electrical testing
The room temperature (25 °C) resistivity was measured using the standard four-point probe method (RTS 5000, Zhengzhou Dufu Instrument Factory, China). Each sample was tested at least three times.
Mechanical property testing and SEM characterizations
The Vickers hardness of the Cu-Ti3AlC2 composites was measured using a microhardness tester (HVS-1000M, Yanrun Guangji Technology Co., Ltd., China), at least 10 measurements were made in each sample to determine the microhardness (with a dwell time of 15 s and an applied load of 4.9 N). For flexural strength measurement, the as-fabricated Cu-Ti3AlC2 composites were sectioned into rectangular bars (3 × 4 × 40 mm). The tensile surface of the bars was mechanically polished. Three-point bending tests were conducted using a universal testing machine (LD23. 503, Lishi Instrument Co., Ltd., China) at a constant crosshead speed of 0.5 mm/min to evaluate flexural strength. The fracture surfaces of specimens were observed by SEM.
Friction testing and wear surface characterizations
Tribological tests were conducted using a pin-on-disc tribometer (GHT-1000E, Zhongkekaihua Science and Technology Co., Ltd., China) under dry sliding conditions (ambient air at 23 °C, 13% RH). The Cu-Ti3AlC2 composite specimens (Φ10 × 3 mm) were ground to a surface roughness (Ra) below 0.2 μm prior to testing. A 5 mm diameter GCr15 steel ball served as the friction pair material. The rotational speed was 0.6 m/s, and the normal load was 5 N. The wear tests were conducted for 30 min. Microstructural and compositions of the worn surfaces were characterized using an X-ray photoelectron spectroscope (XPS, Thermo Scientific-Escalab Xi + , Thermo Fisher Scientific, USA). The analyses were carried out using Al Kα X-ray as the source of excitation, the gun being run at 15 kV and 10 mA. Survey spectra were obtained over a kinetic energy range of 200–1200 eV, in steps of 1.0 eV. The wear volumes and 3D surface topography were acquired by a 3D optical profilometer (S lynx 2, Sensofar Metrology, Barcelona, Spain).
Data availability
All data supporting the findings of this study are available within the manuscript. Any supplementary data that support the findings of this study are available from the corresponding author on reasonable request.
References
Kaczmar, J. et al. The production and application of metal matrix composite materials. J. Mater. Process. Technol. 106, 58–67 (2000).
Akbarpour, M. et al. Recent advances in processing, and mechanical, thermal and electrical properties of Cu-SiC metal matrix composites prepared by powder metallurgy. Prog. Mater. Sci. 140, 101191 (2023).
A copper alloy with excellent antioxidation performance and its preparation method: China, CN 118880108 A. 2024-11-01, application under examination. https://www.qcc.com/zhuanliDetail/f55c109a240d1eccc49af7701c917e7a.html.
Yan, Y. et al. Ceramic particles reinforced copper matrix composites manufactured by advanced powder metallurgy: preparation, performance, and mechanisms. Int. J. Extrem. Manuf. 5, 032006 (2023).
Fu, X. et al. Effect of reinforcement content on the density, mechanical and tribological properties of Ti₃SiC₂/Al₂O₃ hybrid reinforced copper-matrix pantograph slide. Sci. Eng. Compos. Mater. 24, 807–815 (2017).
Wei, H. et al. Effects of Ti₂SnC on the mechanical properties and tribological properties of copper/graphite composites. Ceram. Int. 48, 36853–36859 (2022).
Wang, X. & Zhou, Y. Microstructure and properties of Ti₃AlC₂ prepared by solid–liquid reaction synthesis and simultaneous in-situ hot pressing. Acta Mater. 50, 3143–3151 (2002).
Kewate, O. & Punniyakoti, S. Ti₃AlC₂ MAX phase and Ti₃C₂Tₓ MXene-based composites towards supercapacitor applications: a comprehensive review of synthesis, recent progress, and challenges. J. Energy Storage 72, 108501 (2023).
Zhou, Y., Wang, X., Sun, Z. & Chen, S. Electronic and structural properties of the layered ternary carbide Ti₃AlC₂. J. Mater. Chem. 11, 2335–2339 (2001).
Zhang, J., Wang, J. & Zhou, Y. Structure stability of Ti₃AlC₂ in Cu and microstructure evolution of Cu–Ti₃AlC₂ composites. Acta Mater. 55, 4381–4390 (2007).
Zhang, J. & Zhou, Y. Microstructure, mechanical, and electrical properties of Cu–Ti₃AlC₂ and in situ Cu–TiCₓ composites. J. Mater. Res. 23, 924–932 (2008).
Chen, X. et al. A TiCx reinforced Fe (Al) matrix composite using in-situ reaction. Prog. Nat. Sci. Mater. Int. 23, 13–17 (2013).
Chen, C. et al. Mechanical properties of Ti₃AlC₂ /Cu composites reinforced by MAX phase chemical copper plating. Nanomaterials 14, 418 (2024).
Wang, X. et al. A new core–shell Ti₃AlC₂ /Cu composite powder prepared by electroless plating method. Surf. Coat. Technol. 240, 261–268 (2014).
Zhao, H. et al. Effect of Ti₃AlC₂ content on electrical friction and wear behaviors of Cu–Ti₃AlC₂ composites. Tribol. Lett. 67, 96 (2019).
Zhou, Z. et al. Effect of temperature on tribological properties of Cu/ Ti₃AlC₂ composites. J. Tribol. 142, 7 (2020).
Wang, Y., Xu, L. & Li, X. Study on microstructure and mechanical properties modification of Cu- Ti₃AlC₂ composites by Ni element. Coatings 13, 1414 (2023).
Zhang, H. et al. Densifying Ti₃AlC₂/Cu composites using a cold-extruding and temper means. Adv. Mater. Res. 105-106, 87–89 (2010).
Fang, Z. et al. Powder metallurgy of titanium—past, present, and future. Int. Mater. Rev. 63, 407–459 (2017).
Bolzoni, L., Ruiz-Navas, E., Neubauer, E. & Gordo, E. Inductive hot-pressing of titanium and titanium alloy powders. Mater. Chem. Phys. 131, 672–679 (2012).
Huang, H. & Ando, T. Mechanisms of densification and bonding in the ultrasonic consolidation of aluminum powder. Met. Mater. Trans. A 53, 2797–2810 (2022).
Lehfeldt, E. The effect of ultrasonic vibrations on the compacting of metal powders. Ultrasonics 5, 219–223 (1967).
Pokryshev, V. & Marchenko, V. Effect of ultrasound oscillations on the consolidation of iron powder in hot pressing. Powder Metall. Met. Ceram. 8, 110–112 (1969).
Singh, G. & Pandey, P. M. Rapid manufacturing of copper components using 3D printing and ultrasonic assisted pressureless sintering: experimental investigations and process optimization. J. Manuf. Process. 43, 253–269 (2019).
Singh, G. & Pandey, P. Design and analysis of long-stepped horn for ultrasonic-assisted sintering. Adv. Mater. Process. Technol. 7, 216–226 (2020).
Kumar, A. & Pandey, P. Effect of ultrasonic assisted sintering on mechanical properties and degradation behaviour of Mg15Nb3Zn1Ca biomaterial. J. Magnes. Alloy. 9, 1989–2008 (2021).
Abedini, R., Adullah, A. & Alizadeh, Y. Ultrasonic hot powder compaction of Ti-6Al-4V. Ultrason. Sonochem. 37, 640–647 (2017).
Liu, Z. et al. Ultrasonic assisted sintering using heat converted from mechanical energy. Metals 10, 971 (2020).
Chen, P. et al. Ultrafast consolidation of bulk nanocrystalline titanium alloy through ultrasonic vibration. Sci. Rep. 8, 801 (2018).
Wang, F. et al. Ultrasonic-assisted sintering of silver nanoparticles for flexible electronics. J. Phys. Chem. C. 121, 28515–28519 (2017).
Daud, Y., Raman, N. A., Aziz, S. A. & Jamaludin, K. R. Design of ultrasonic compaction tool for powder metallurgy. Appl. Mech. Mater. 465, 1016–1020 (2014).
Khasanov, O. & Dvilis, E. Net shaping nanopowders with powerful ultrasonic action and methods of density distribution control. Adv. Appl. Ceram. 107, 135–141 (2008).
Zhou, S. et al. Ultrasonic-assisted hot-press sintering: a novel method to reduce the densification temperature and enhance the mechanical and tribological properties of Cu–graphite composites. Lubricants 13, 366 (2025).
Wang, S. et al. Formation of La-modified L12–Al3Ti by mechanical alloying and annealing. Mater. Charact. 59, 440–446 (2008).
Zhou, A., Wang, C. & Huang, Y. A possible mechanism on synthesis of Ti₃AlC₂. Mater. Sci. Eng. A 352, 333–339 (2003).
Zhang, S. et al. Microstructure and mechanical properties of Cu–Cr–Zr–ZrB₂ composites by novel fabrication process of ultrasonic vibration treatment. J. Mater. Res. Technol. 31, 1461–1471 (2024).
Hugosson, H. W. et al. Phase stabilities and structural relaxations in substoichiometric TiC1−x. Phys. Rev. B 63, 165116 (2001).
Yang, J. et al. First-principles calculations on structural energetics of Cu-Ti binary system intermetallic compounds in Ag-Cu-Ti and Cu-Ni-Ti active filler metals. Ceram. Int. 43, 7751–7761 (2017).
Huang, X. et al. Physical, mechanical, and ablation properties of Cu–Ti₃AlC₂ composites with various Ti₃AlC₂ contents. Mater. Sci. Technol. 34, 757–762 (2017).
Hou, Z., Jia, J. & Nairu, H. Tribological properties of different content Ti₃AlC₂/Cu composites under different conditions. Mater. Mech. Eng. 47, 35–42 (2023).
Zhang, D. et al. Compression properties and electrical conductivity of in-situ 20 vol.% nano-sized TiCx/Cu composites with different particle size and morphology. Materials 10, 499 (2017)
Han, L. et al. Fabrication and mechanical properties of WC nanoparticle dispersion-strengthened copper. Mater. Sci. Eng. A. 817, 141274 (2021).
Moustafa, E. B. & Taha, M. A. Evaluation of the microstructure, thermal and mechanical properties of Cu/SiC nanocomposites fabricated by mechanical alloying. Int J. Min. Met. Mater. 28, 475–486 (2021).
Bazarnik, P. et al. Effect of spark plasma sintering and high-pressure torsion on the microstructural and mechanical properties of a Cu–SiC composite. Mater. Sci. Eng. A 766, 138350 (2019).
Taha, M. A. & Zawrah, M. Effect of nano ZrO₂ on strengthening and electrical properties of Cu-matrix nanocomposites prepared by mechanical alloying. Ceram. Int. 43, 12698–12704 (2017).
Yan, Y. et al. Investigation on microstructure and properties of TiC₀.₅-Al₂O₃/Cu composites fabricated by a novel in-situ reactive synthesis. Ceram. Int. 47, 18858–18865 (2021).
Zhou, D. et al. Heterogeneous microstructure of an Al₂O₃ dispersion strengthened Cu by spark plasma sintering and extrusion and its effect on tensile properties and electrical conductivity. Mater. Sci. Eng. A 730, 328–335 (2018).
Aghamiri, S. et al. Microstructure and mechanical properties of mechanically alloyed ODS copper alloy for fusion material application. Nucl. Mater. Energy 15, 17–22 (2018).
Torres, H., Ripoll, M. & Prakash, B. Tribological behavior of self-lubricating materials at high temperatures. Int. Mater. Rev. 63, 309–340 (2018).
Archard, J. Contact and rubbing of flat surfaces. J. Appl. Phys. 24, 981–988 (1953).
Low, I. Vickers contact damage of micro-layered Ti₃SiC₂. J. Eur. Ceram. Soc. 18, 709–713 (1998).
Myhra, S., Crossley, J. & Barsoum, M. Crystal-chemistry of the Ti₃AlC₂ and Ti₄AlN₃ layered carbide/nitride phases—characterization by XPS. J. Phys. Chem. Solids 62, 811–817 (2001).
Poulston, S., Parlett, P., Stone, P. & Bowker, M. Surface oxidation and reduction of CuO and Cu₂O studied using XPS and XAES. Surf. Interface Anal. 24, 811–820 (1996).
Harju, M., Areva, S., Rosenholm, J. & Mäntylä, T. Characterization of water exposed plasma sprayed oxide coating materials using XPS. Appl. Surf. Sci. 254, 5981–5989 (2008).
Yamashita, T. & Hayes, P. Analysis of XPS spectra of Fe²⁺ and Fe³⁺ ions in oxide materials. Appl. Surf. Sci. 254, 2441–2449 (2008).
Acknowledgements
The authors would like to thank Mr. Jiaxuan Zhang and Mr. Guogao Tang for TEM observations. This work is supported by National Natural Science Foundation of China under Grant No. 52302074.
Author information
Authors and Affiliations
Contributions
S. Zhou: Writing - original draft, Methodology, Data curation, Formal analysis. H. Xiang: Experimental guidance, Investigation. C. Fang: Experimental guidance, Investigation, Funding acquisition. W. Xu: Equipment development, Material preparation. K. Sun: Equipment development, Material preparation. Y. Zhou: Conceptualization, Data curation, Writing - review & editing, Funding acquisition. All authors have read and approved the final version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Zhou, S., Xiang, H., Fang, C. et al. Ultrasonic-assisted hot-press sintering of Cu-Ti₃AlC₂ composites. npj Adv. Manuf. 3, 7 (2026). https://doi.org/10.1038/s44334-026-00067-y
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44334-026-00067-y
