
Abstract
High-brightness yellow lasers are in high demand for applications such as atomic cooling and trapping, optogenetics, and sodium laser guide stars. Herein, we demonstrate the potential of Metal-Organic Chemical Vapor Deposition (MOCVD) for the rapid mass production of high-strain 1.2 μm InGaAs quantum well vertical external cavity surface emitting lasers (VECSELs). Two distinct growth strategies were explored, with a primary focus on enhancing crystal thermal stability and mitigating indium segregation. The as-grown gain chips achieved over 45 W of output power and a slope efficiency exceeding 50%. Furthermore, we verified the feasibility of generating yellow second harmonic generation (SHG), attaining a 590 nm CW power of ~6.2 W with a slope efficiency of 17%. The beam quality factor (M²) was <1.1, approaching diffraction-limited performance, corresponding to a brightness of ~1.65 GW cm−2 sr−1. Overall, these investigations not only expand the performance envelope of MOCVD-grown semiconductor lasers but also deepen the understanding of indium segregation behaviors.
Similar content being viewed by others
Introduction
Yellow-laser sources have emerged as highly desirable tools across diverse fields, including atomic cooling and trapping1, optogenetics2,3, ophthalmic diagnosis/treatment4,5, and sodium laser guide stars6,7. Hemoglobin and oxyhemoglobin strongly absorb yellow light; consequently, yellow laser-based phototherapy has been employed to treat corneal diseases, aortic tumors, and skin conditions8,9. Additionally, 589 nm lasers offer a compelling application: their ability to excite the D₂ spectral line, resonantly interacting with the sodium atom layer at altitudes of 80–100 km to generate high-brightness fluorescent radiation in the reverse direction10. The sodium laser guide star plays a vital role in adaptive optics imaging correction systems, significantly enhancing the imaging resolution of astronomical telescopes. Similarly, related technology is applied in sodium Doppler lidar, enabling measurements of temperature and wind fields in the middle and upper atmosphere11. These intriguing applications have sparked a growing interest in yellow lasers, and the development of high-power, high-beam-quality yellow lasers has been a hot topic over the past three decades9.
As depicted in Fig. 1, the approaches to obtaining yellow lasers can be categorized into dye, solid-state, fiber, and semiconductor lasers. Initially, yellow lasers were directly generated by dye lasers. Nevertheless, on account of its enormous size and its well-known unreliability issues, it ultimately fell into disuse6. The second technology is the solid-state and fiber laser, which has undergone rapid advancement in the 21st century. However, due to constraints imposed by energy level structures, directly generating high-quality gain within the yellow even or 1.2 μm band remains challenging. Consequently, a prevalent strategy involves first generating 1.2 μm lasers via diverse nonlinear effects (such as stimulated Raman scattering (SRS)12, and optical parametric oscillation (OPO)13,14), followed by frequency doubling to produce a yellow laser. Although these approaches have exhibited considerable potential in achieving high power and superior beam quality, they are still plagued by limitations, including large laser system volumes and low wall-plug efficiency. Alternatively, newly developed Dy³⁺/Tb³⁺-doped lasers and vertical external-cavity surface-emitting lasers (VECSELs) represent a third category of solutions for generating yellow lasers. Dy³⁺/Tb³⁺-doped lasers are capable of directly producing yellow emission; however, achieving high power remains an unmet challenge15,16. By contrast, VECSELs, featuring the tunable bandgap design of semiconductors, can achieve high-performance 1.2 μm emission. The external cavity further facilitates second harmonic generation (SHG) within the resonator, thereby yielding higher SHG efficiency17.

SHG Second Harmonic Generation, SFG Sum Frequency Generation, SRS Stimulated Raman Scattering, OPO Optical Parametric Oscillator, EEL Edge-emitting laser
Overall, the VECSEL is a promising solution for high-brightness yellow laser sources, but mitigating the excessive accumulated compressive strain with increasing indium composition remains a major challenge18,19,20,21,22. For the InGaAs/GaAs material system, when the quantum well achieves gain at approximately 1.2 μm, the indium content reaches around 40%, and the lattice mismatch between InGaAs and GaAs substrates is roughly 3%, leading to the formation of misfit dislocations. To overcome strain limitations, several instructive methods have been employed, such as InGaNAs/GaAs QWs (11 W)23, InGaAs/GaAs quantum dots (2 W)24, and GaAsSb/GaAs QWs (4 W)25,26. Alternatively, to alleviate this issue, another promising solution involves employing strain compensation technology and optimizing epitaxial growth parameters. Molecular Beam Epitaxy (MBE) operates under ultra-high vacuum, with instant beam flux regulation and low growth temperature enabling atomic-level precision, abrupt interfaces, and strain tuning. The output power of 1.2 μm MBE-grown VECSELs has steadily improved: 7 W27, 20 W28, 50 W29, and recently 72 W30. In contrast, Metal-Organic Chemical Vapor Deposition (MOCVD) offers faster growth and better mass production, but 1.2 μm VECSELs’ performance remains below 10 W31—far inferior to MBE. This is presumably because epitaxial growth based on faster gaseous reactants, coupled with higher growth temperatures, presents greater challenges for strain and interface control. As a result, large-scale and commercial fabrication of 1.2 μm VECSEL chips remains challenging.
In this paper, we demonstrate the potential of MOCVD for the rapid mass production of high-strain 1.2 μm VECSELs. Two distinct growth strategies are explored, with a focus on investigating improvements in crystal thermal stability and mitigating the indium segregation phenomenon. The as-grown gain chips achieve over 45 W of output power and a slope efficiency exceeding 50% under continuous-wave operation. Furthermore, we verify the feasibility of generating 590 nm yellow second harmonic generation, attaining an SHG power of ~6.2 W and a slope efficiency of 17%. The beam quality factor (M²) is <1.1, approaching diffraction-limited performance, corresponding to a calculated brightness of ~1.65 GW cm−2 sr−1. Overall, these studies substantially expand the performance envelope of MOCVD-grown semiconductor lasers, thus extending and advancing prior work in this field.
Results
Structure and strain optimization
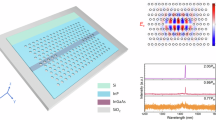
The epitaxial structure is designed in a “flip-chip” configuration, as depicted in Fig. 2a. On the GaAs substrate, InGaP and Al₀.₃Ga₀.₇As are incorporated, functioning as the etch stop layer and window layer, respectively. Subsequently, eight-period InGaAs/GaAs quantum wells (QWs) are employed to generate optical gain. Employing the Crosslight™ PIC3D software, the QWs’ gain is evaluated under a temperature of 300 K and a carrier density of 5 × 1018 cm−3. As can be observed from Fig. 2b, when the gain peak is at 1185 nm, the indium content exceeds 40%, corresponding to a lattice mismatch with the GaAs substrate of about 3%. To maintain the peak, narrowing the QW thickness requires increasing the indium content, which may exacerbate the lattice mismatch. Beyond 8 nm, a secondary gain peak emerges due to weakened quantum confinement32. Thus, a wider 7 nm QW is adopted to reduce the mismatch, while also providing optimal overlap between the QWs and the standing wave electric field. Furthermore, a tensile-strained GaAsP layer is introduced to compensate for the compressive strain of InGaAs33. Using the zero-strain method34, the calculated GaAsP thickness required to fully compensate for InGaAs layers of varying compositions is mapped in Fig. 2c. On the other hand, since photo-generated carriers must reach the QW through the GaAsP layer for recombination, phosphorus composition cannot be too high—higher P increases the GaAsP bandgap, impeding transport. The calculated energy band structure is provided in Fig. S1 in the Supplemental document. Here, a 32-nm-thick GaAs₀.₉P₀.₁ layer is designed to compensate for the 7-nm-thick quantum well layer, resulting in an overall net lattice mismatch of approximately 0.15%. Moderate compressive strain enables better matching between the valence and conduction band densities of states, yielding higher differential gain and a lower transparency carrier density32. Another concern is that phosphorus atoms may cause arsenic-phosphorus intermixing at the interface, forming random InGaAsP quaternary compounds35. This leads to interface roughness, increased photon scattering, a broadened gain spectrum, and degraded optical gain36. To mitigate this, a GaAs insertion layer is added between the InGaAs and GaAsP layers. Finally, thirty-two pairs of Al₀.₉Ga₀.₁As/Al₀.₀₆Ga₀.₉₄As distributed Bragg reflectors (DBRs) are designed after the active region, with their high-reflectivity band centered at 1180 nm. Figure 2d shows the refractive index and standing-wave electric field distribution within the chip. The QWs are positioned at the standing-wave antinodes to form the resonant periodic gain structure37, thereby enhancing stimulated emission probability and improving optical gain utilization efficiency38.

a The designed “flip-chip” epitaxial structure; b Calculated gain spectra of the QWs with different thicknesses and indium contents; c Calculated GaAsP thickness required to fully compensate the InGaAs layer; d Refractive index and standing-wave electric field distribution within the chip
Epitaxial growth and characterization
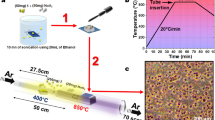
Indium segregation is an unwanted issue in the growth of high-indium-content InGaAs QW, and numerous previous studies have been dedicated to optimizing this phenomenon39,40,41,42. Owing to its larger atomic size, indium induces lattice distortion in the crystal, which increases surface defects and reduces atomic density, thus driving indium migration along the crystal growth direction43. As a result, this issue causes surface roughening and triggers a transition in growth mode from two-dimensional to three-dimensional island-like growth. The diffusion rate exhibits a marked sensitivity to temperature: \(R=1/\exp (\frac{{E}_{s}}{{kT}})\), where R and Es are the segregation coefficient and segregation energy44. Thus, previous explorations have shown that a low-growth temperature helps suppress the diffusion of indium atoms and ameliorates the segregation20,21,45. Employing this method, the designed multi-active regions are verified. The quantum well period was initially set to 6 periods, and the top Bragg reflector structure was omitted. The epitaxial layers were grown on an n-type 2 ° GaAs substrate using an MOCVD system (Aixtron™, 2800G4). Triethylgallium, trimethylindium, arsine, and phosphine were used as source materials, with hydrogen as the carrier gas. The Triethylgallium source has a low decomposition temperature, minimizing impurity introduction via β-hydride elimination reactions46. The growth temperature profile is shown as the red line in Fig. 3a: The substrate is first heated to 883 K to remove surface impurities, and the InGaP layer is grown at this temperature. The temperature is then increased to 923 K for growing the GaAs and Al₀.₃Ga₀.₇As layers. For the subsequent active region growth, the temperature is reduced to 803 K and held constant (this configuration is designated Sample 1). After growth, high-temperature annealing at 923 K for 2 h was performed to further evaluate the structural stability of the epitaxial layers.

a The growth temperature of each layer is shown, with the red and blue lines representing two different samples; b The transmission electron microscopy image; c Measured secondary ion mass spectrometry (SIMS); d Atomic force microscope; e Photoluminescence spectrum before and after annealing; f Statistical PL peak wavelength, peak intensity, full width, and indium component at a six-inch wafer
Benefiting from low-temperature growth, as shown in Fig. 3b, no obvious defects are observed in the transmission electron microscopy (TEM) image of the epitaxial cross-section. Figure 3c, d present the secondary ion mass spectrometry (SIMS) and atomic force microscopy results, from which it can be seen that the elemental compositions were well-controlled during epitaxial growth. However, the epitaxial surface reveals a distinct 3D island-like growth mode with a roughness of approximately 0.71 nm, rather than the ideal 2D growth mode. After annealing, significant crystal degradation is observed (Fig. 3e, f): the photoluminescence (PL) peak exhibits a blue shift of approximately 30 nm, with its intensity reduced by around 58%. The full width at half maximum (FWHM) also broadens by about 4 nm, and the indium atom concentration decreases from 35.6 to 33.0%. These data represent statistically averaged results calculated across the entire 6-inch wafer. When estimating the composition via measured photoluminescence spectra, the composition is derived based on the band gap width corresponding to the emission wavelength. Although this method introduces deviations from the actual quantum gain, it still allows for the observation of relative compositional changes.
Temperature directly affects atom behavior, and annealing can provide sufficient activation energy for indium segregation, desorption, and indium-gallium intermixing44. To visualize the correlation between interface structures and indium distribution, atomic-scale characterization of this sample was performed using a spherical aberration-corrected transmission electron microscope (Spectra 300), as presented in Fig. 5a–d. High-angle annular dark-field (HAADF) imaging—capable of resolving indium atom distribution—reveals distinct segregation: indium atoms are unevenly distributed within InGaAs quantum wells, diffusing outward from the center, with central content significantly lower than at the boundaries. Thus, it is evident that although the low-temperature-grown Sample 1 can achieve a 1.2 μm gain, its crystal structure exhibits relatively poor crystal quality and thermal stability. This directly reduces the effective indium composition post-annealing (manifested as a photoluminescence blue shift) and increases non-radiative recombination centers, leading to decreased PL intensity. Additionally, defects and impurities modify the quantum well band structure, introducing additional energy levels and broadening the FWHM.
To address this issue, the potential of variable-temperature growth is further explored. During the growth of the active region, the growth temperature of the InGaAs layer remains fixed at 803 K, while that of the GaAsP layer is increased to 923 K. The temperature adjustment is performed within the GaAs insertion layer. The metalorganic sources remain unchanged. As observed in Fig. 4a, b, Sample 2 grown under variable temperatures exhibits an ideal 2D step-flow growth mode, with its roughness reduced to approximately 0.58 nm. The photoluminescence after annealing also exhibits better thermal stability and optical gain capability (Fig. 4c, d): the average PL wavelength shows only a slight blue shift of approximately 3 nm, changing from 1190 nm to 1187 nm. Rather than broadening, the FWHM decreases by 0.16 nm, and the calculated indium concentration decreases by only 0.2%. Figure 5e–h show the HAADF images, where a uniform distribution of indium atoms within the quantum wells can be observed, demonstrating that the indium segregation issue is significantly suppressed.

a Measured secondary ion mass spectrometry (SIMS); b Atomic force microscope; c Photoluminescence spectrum before and after annealing; d Statistical PL peak wavelength, peak intensity, full width, and indium component at a six-inch wafer; e High-resolution X-ray diffraction of the two samples; f Statistical full width at half maximum of different diffraction peaks

a Electron Diffraction Pattern; b, c HAADF image; d The atomic intensity distribution on the cross-section of the quantum well; Sample2: e Electron Diffraction Pattern; f, g HAADF image; h The atomic intensity distribution on the cross-section of the quantum well; i, j XRD diffraction and their peak position FWHM of three full-structure wafers from the same furnace batch
High-resolution X-ray diffraction (HRXRD) was further used to characterize the crystal quality of the two samples, as shown in Fig. 4e, f. It can be observed that Sample 2 exhibits a narrower FWHM, indicating that its internal interface roughness is significantly lower than that of Sample 147. The XRD results were fitted using BrukerTM RADs software, and the fitted phosphorus composition in the GaAsP layer of Sample 2 is 11%, compared to approximately 0.22% for Sample 1. By examining the GaAsP-related diffraction peaks, it is evident that the peak intensity of Sample 2 is significantly stronger, confirming that a higher phosphorus content is incorporated under high-temperature growth conditions. For the GaAsP layer, tensile strain will lead to an increase in its actual lattice constant, and the composition calculated via XRD is smaller than its true value. The above results indicate that PH₃ fails to dissociate sufficiently in Sample 1, leading to insufficient phosphorus incorporation and inadequate strain compensation. For comparison, Sample 2 adopts a variable-temperature growth method: it utilizes low-temperature growth to suppress indium atom migration, and the QWs undergo multiple annealing processes during repeated temperature ramping cycles, which reduces crystal defects. Employing a higher temperature for growing the GaAsP layer promotes phosphorus incorporation.
Essentially, effective strain compensation is the key to improving the crystalline quality and thermal stability. When an InGaAs layer is grown on a GaAs substrate, its larger lattice constant induces strong in-plane compressive strain in atomic bonds, shortening bond lengths below their intrinsic values and accumulating significant elastic strain energy. This energy is the primary driver of misfit dislocation formation and structural relaxation. Conversely, the subsequently deposited GaAsP layer—with a smaller lattice constant—undergoes in-plane bond stretching. The alternating arrangement of compressive strain and tensile strain achieves a near-zero average bond length and net strain energy. This atomic-scale energy balance strongly suppresses dislocation nucleation and propagation by acting as alternating energy barriers that hinder dislocation movement.
Chip and second harmonic performance
Subsequently, full-structure growth was carried out for the designed gain chip, with three wafers grown simultaneously using the variable-temperature growth method. The MOCVD equipment employed is capable of simultaneously growing 8 \(\times\) 6-inch or 15 \(\times\) 4-inch wafers, enabling rapid mass production. As shown in Fig. 5i, j, the XRD patterns of the three full-structure wafers exhibit similar diffraction peak positions and sharp diffraction peaks, with FWHMs all around 10–15 arcsec, confirming that they all possess good crystal quality. To evaluate the chip’s performance, a semiconductor-diamond packaging process was developed for its encapsulation, with the structure depicted in Fig. 6a. The detailed process is provided in ref. 37. After packaging, wet etching was employed to remove the substrate, as shown in Fig. 6b, c, leaving only the active region with a thickness of several micrometers.

a The adopted package structure and resonator for 1.2 μm operation. b TEM images of test chip, with 8-period InGaAs quantum well; c A kind of packaged VECSEL chip; d Output power versus pump, measured by (CoherentTM, PM150-50C) power meter. e Spectrum versus pump, measured by YokogawaTM AQ6370D
The VECSEL performance is first evaluated under continuous-wave (CW) operation. As shown in Fig. 6d, a power of 30.4 W and a slope efficiency (SE) of 43.6% can be achieved at a coolant temperature of 277 K. When the temperature is lowered to 233 K, the CW power and slope efficiency further increase to 45.1 W and 51.2%, respectively. Lower temperatures enhance the wavelength offset between the quantum well gain and the longitudinal confinement factor, leading to an increase in the threshold pump power to ~19 W. At the maximum output power, the wall-plug efficiency of the laser is around 16%. To further enhance efficiency, a promising strategy is to adopt in-well pumping, which may help mitigate the limitations arising from the quantum defect and the pump source. Additionally, as the pump power increases from the threshold to 89.3 W, the central spectrum shifts from 1177.2 nm to 1183.9 nm, with an approximate redshift rate of 0.08 nm/W (Figs. 6e and 7a). At low pump powers, the spectral width gradually broadens from 0.67 nm to 1.5 nm as the carrier density increases. The gain will be saturated as pump power increases further. Additionally, most cavity modes that meet the threshold condition are activated at high pump, and the mode competition reaches a dynamic equilibrium, and the spectral width is stabilized.

a Central wavelength and FWHM versus pump; b Spectrum versus cooling temperature; c Wavelength and increased temperature versus dissipated pump powers. d, e Measured oscilloscope train with a Rohde & Schwarz™ oscilloscope with a bandwidth of 200 MHz; f Emission peak powers under different temperatures
Employing the spectral drift method, we further evaluated the thermal resistance, with Fig. 7b, c showing the spectrum as a function of temperature. When the temperature increases from 277 K to 311 K, the central spectrum shifts from 1177 nm to 1181.2 nm, with a shift rate (δλ/δT) of approximately 0.12 nm/K. Based on the temperature-dependent shift of the central wavelength and the lasing spectrum shift with dissipated power, we extracted the temperature increment using the formula T − T0 = (δλ/δT)/Δλ, where the dissipated power is defined as the difference between the absorbed pump power and the output power. The thermal resistance, obtained by extracting the slope, is found to be only 1.1 K/W.
Apart from generating yellow SHG, the 1.2 μm laser is also extremely sought after in C–H bond photoacoustic tomography48, remote sensing, and space communication49. The high-energy emissions, which possess substantial attractiveness and potential utility within the realm of these applications, impel us to further evaluate the quasi-continuous wave (QCW) performance. As graphically illustrated in Fig. 7d–f, the VECSEL exhibits the capacity to function with tunable repetition frequencies and duty cycle parameters by manipulating the pump strategy. When the pulse width and repetition rate are set to approximately 100 μs and 1 kHz, a peak power of 79.4 W and a single-pulse energy of 7.9 mJ can be achieved. Similar to the CW operation, the threshold pump peak power increases significantly with decreasing temperature. For comparison, a full-structure chip was also fabricated using the identical growth protocol as Sample 1, as detailed in Fig. S2 in the Supporting Information. The chip exhibits an extremely low slope efficiency (~7%) and a CW power of only ~2.9 W. Tables S1 and S2 present a summary and compare the key material and device parameters for the growth methods. It can be observed that the variable-temperature growth method affords superior crystal quality and fewer defects in the fabrication of high-strain materials, thereby enabling a substantial enhancement in chip performance.
Furthermore, a V-shaped resonant cavity is constructed to test the SHG potential of the developed chip, and the physical image and the calculated mode radius within the cavity are shown in Fig. 8a–c. To facilitate single-mode operation, the pump spot radius is reduced to 340 μm, significantly smaller than the calculated fundamental mode radius at the chip (approximately 500 μm). With this configuration, higher-order transverse modes fail to achieve effective gain and are thus suppressed from oscillation, which enhances beam quality50. It can be observed in Fig. 9a that the maximum CW power exceeds 6.2 W, with a slope efficiency and a wall-plug efficiency reaching 17.2% and 5%. A beam-quality analyzer (Thorlabs™, BC207VIS/M) was used to comprehensively characterize the M² factor across different output power levels. As shown in Fig. 9b, the VECSEL operates in the fundamental mode near the diffraction limit, with an M² factor below 1.1. Brightness—a figure of merit encapsulating both output power and beam quality, and a maximum SHG brightness exceeding 1.65 GW cm−2 sr−1 was achieved (Fig. 9c), calculated using the formula \(B=P/{\lambda }^{2}{M}_{x}^{2}{M}_{y}^{2}\).

a, b The designed and built V-shaped resonator for yellow-SHG; c Calculated fundamental mode radius within the cavity

a SHG power versus pump, measured by (OphirTM, 12A-V1) power meter; b Far-field pattern, and beam quality at various SHG power positions, proving the VECSEL operates in the near-diffraction-limited fundamental mode; c The calculated brightness; d, e SHG wavelength and FWHM versus pump, measured by Ocean OpticsTM spectrometer; f Monitored power fluctuations for 1 h
As the pump power increases, the SHG central wavelengths redshift from 589.4 nm to 592 nm (Fig. 9d, e). The introduction of the birefringent filter (BRF) has compressed the linewidth, and the full-width at half-maximum (FWHM) of the spectra remains at approximately 0.4 nm, near the resolution limit of the spectrometer. For sodium atomic cooling and sodium beacon technologies, a spectral linewidth below the megahertz (MHz) level is typically required. To further narrow and stabilize the spectrum, the cascaded configuration of a BRF and a Fabry-Perot etalon has been verified to reduce the linewidth to the hundreds of kilohertz (kHz) range51. Further integration with Pound-Drever-Hall frequency stabilization technology enables wide-range frequency locking and mode-hop-free tuning. When the SHG power was set to approximately 6 W, its power stability was further evaluated, revealing a standard deviation of 144 mW over 1 h (Fig. 9f). These fluctuations potentially arise from reduced phase-matching efficiency caused by temperature variations and vibrations. To address these issues, a high-precision TEC controller, a customized enclosure, and an automatic control algorithm can be employed. With these measures, the stability of SHG is expected to be further enhanced to meet application requirements.
Discussion
To transition VECSELs from laboratory to commercial use, factors including scalability, cost, throughput, and compatibility with industrial fabrication processes must be considered. A VECSEL typically comprises approximately 10 periods of quantum wells and over 30 pairs of λ/4 distributed Bragg reflector layers, with a total thickness of several micrometers. Growing such thick structures via MBE is extremely time-consuming, whereas MOCVD enables efficient fabrication through multi-wafer batch processing and delivers a far higher return on investment per wafer than MBE. The MOCVD growth of high-strain InGaAs/GaAs quantum wells has long been a key research focus in the fields of semiconductor epitaxy and laser technology, with numerous valuable studies dedicated to avoiding indium segregation and enhancing their crystal quality33,36,45,52,53,54. The use of strain-compensating layers has been theoretically and experimentally validated as effective for growing high-strain InGaAs materials. However, in MOCVD-based vapor-phase epitaxial growth, residual reactants are difficult to expel from the reaction chamber immediately, which can cause intermixing of indium and phosphorus atoms, leading to interface roughness. Additionally, low-temperature growth is required to suppress indium segregation, but the growth of GaAsP exhibits a nonlinear relationship between gas-phase and solid-phase proportions. Thus, precisely balancing the growth conditions for these two aspects is of critical importance.
Here, a GaAs insertion layer was employed to suppress the intermixing of indium and phosphorus atoms, and two distinct growth strategies were explored, and the potential of variable-temperature integrated growth is investigated. Utilizing low-temperature growth to suppress indium segregation, and employs a higher temperature for growing the GaAsP layer to promote phosphorus incorporation. Meanwhile, the quantum well undergoes multiple annealing processes during repeated temperature ramping cycles, which reduces crystal defects. The outcomes indicate a substantial improvement in the crystal quality and thermal stability. Subsequently, the test results show that the grown gain chips can attain CW power over 45 W and a slope efficiency greater than 50%. By further integrating a nonlinear crystal into the resonator, a yellow SHG with a CW power of approximately 6.2 W and nearly diffraction-limited beam quality (M² < 1.1) is achieved. The calculated brightness reaches approximately 1.65 GW cm−2 sr−1, which is comparable to or even surpasses some solid-state or fiber lasers. By introducing intracavity pulse modulation, higher peak power may be generated, which in turn further enhances the SHG efficiency and power. This paper demonstrates the effectiveness of MOCVD in batch-growing 1.2 μm high-strain VECSEL gain chips and verifies its potential for achieving high-brightness yellow sources.
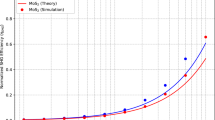
Figure 10 compares leading 1.2 μm high-power VECSELs23,24,26,28,29,30,31,55,56,57,58,59,60, although the data presented here mark a significant advancement for MOCVD-based 1.2 μm VECSELs, a performance gap persists compared to MBE-grown counterparts. To bridge this gap and match MBE’s quality, several avenues warrant further exploration. First, further optimizing the growth temperature of active quantum wells is crucial to “freeze-in” strain and suppress defect nucleation. Second, implementing advanced strain-engineering techniques—such as inserting strain buffer layers or utilizing patterned substrates—can effectively block and deflect threading dislocations away from the active region. Finally, enhancing in-situ monitoring and control for precise growth front management, combined with reactor design optimizations to minimize gas-phase memory effects, will be essential to achieving the required interface quality and compositional uniformity.

Blue and purple symbols denote the gain chips fabricated based on MBE and MOCVD, respectively
Materials and methods
Chip thermal management and pump source
The heat sink is in direct contact with the liquid cooling channel for heat dissipation. A S&A™ CW-5200 water chiller is initially used to cool the chip above 273 K. Subsequently, to achieve lower temperatures, pentafluoropropane coolant is employed, regulated by an electrically driven control system (LNEYA™, Sundi-1075WY). These two cooling configurations exhibit temperature control accuracies of ±0.3 °C and ±0.5 °C, respectively. A fiber-coupled laser diode module operating at 806 nm (FWHM ~ 1.2 nm) is used as the pump, delivering a maximum pump power of 198 W via a 200 μm fiber. The electro-optical efficiency and slope efficiency are approximately 40% and 22 W/A, respectively.
V-shaped resonator for yellow-SHG
The two arm lengths of the V-shaped resonator are about 270 mm and 110 mm, with an included angle of about 10 °. The folding mirror M1 has been fabricated with an 1180 nm-high reflectivity and 590 nm-high transmittance film coating. The rear mirror M2 exhibits high reflectivity at both 1180 nm and 590 nm. A BRF is inserted into the long arm to narrow the linewidth and adjust the polarization state, thereby optimizing SHG efficiency. A type-I phase-matched lithium triborate (LiB₃O₅, LBO) crystal is employed to generate the second harmonic. Given that SHG efficiency is dependent on the fundamental frequency power density, the LBO crystal is positioned at the beam waist, where the calculated spot radius is ~42.8 μm.
Data availability
Data underlying the results presented in this paper are not publicly available at this time but may be obtained from the authors upon reasonable request.
References
Uetake, S. et al. High power narrow linewidth laser at 556 nm for magneto-optical trapping of ytterbium. Appl. Phys. B 92, 33–35 (2008).
Deisseroth, K. Optogenetics: 10 years of microbial opsins in neuroscience. Nat. Neurosci. 18, 1213–1225 (2015).
Shen, Y. Twist metrology with twisted light in fibers. Light Adv. Manuf. 6, 193–194 (2025).
Sramek, C. K. et al. Therapeutic window of retinal photocoagulation with green (532-nm) and yellow (577-nm) lasers. Ophthalmic Surg. Lasers Imaging Retin. 43, 341–347 (2012).
Mainster, M. A. Decreasing retinal photocoagulation damage: principles and techniques. Semin. Ophthalmol. 14, 200–209 (1999).
Huo, X. W. et al. Research development of 589 nm laser for sodium laser guide stars. Opt. Lasers Eng. 134, 106207 (2020).
Wang, R. T. et al. First sodium laser guide star asterism launching platform in China on the 1.8 m telescope at Gaomeigu observatory. Publ. Astron. Soc. Pac. 135, 034502 (2023).
Lan, C. C. E. et al. LED 590nm photomodulation reduces UVA-induced metalloproteinase-1 expression via upregulation of antioxidant enzyme catalase. J. Dermatol. Sci. 78, 125–132 (2015).
Cai, Y. P. et al. Recent progress in yellow laser: principles, status and perspectives. Opt. Laser Technol. 152, 108113 (2022).
Fugate, R. Q. et al. Measurement of atmospheric wavefront distortion using scattered light from a laser guide-star. Nature 353, 144–146 (1991).
Hu, X. et al. Sodium fluorescence Doppler lidar to measure atmospheric temperature in the mesopause region. Chin. Sci. Bull. 56, 417–423 (2011).
Ferreira, M. S. & Wetter, N. U. Diode-side-pumped, intracavity Nd:YLF/KGW/LBO Raman laser at 573 nm for retinal photocoagulation. Opt. Lett. 46, 508–511 (2021).
Wei, Q. et al. Dual-modal spatiotemporal imaging of ultrafast dynamics in laser-induced periodic surface structures. Light Adv. Manuf. 6, 295–305 (2025).
Sun, B. et al. High-power high-repetition-rate tunable yellow light generation by an intracavity-frequency-doubled singly resonant optical parametric oscillator. IEEE Photonics J. 12, 1502310 (2020).
Bowman, S. R., O’Connor, S. & Condon, N. J. Diode pumped yellow dysprosium lasers. Opt. Express 20, 12906–12911 (2012).
Castellano-Hernández, E. et al. Efficient directly emitting high-power Tb3+:LiLuF4 laser operating at 587.5 nm in the yellow range. Opt. Lett. 43, 4791–4794 (2018).
Mauerhoff, F. et al. GaAs based edge emitters at 626 nm, 725 nm and 1180 nm. IEEE J. Sel. Top. Quantum Electron. 31, 1500710 (2025).
Schlenker, D. et al. Growth of highly strained GaInAs/GaAs quantum wells for 1.2 μm wavelength lasers. J. Cryst. Growth 209, 27–36 (2000).
Grundmann, M., Christen, J. & Bimberg, D. Cathodoluminescence of strained quantum wells and layers. Superlattices Microstruct. 9, 65–75 (1991).
Kondo, T. et al. Effect of annealing on highly strained GaInAs/GaAs quantum wells. Jpn. J. Appl. Phys. 41, L612–L614 (2002).
Pan, Z. et al. Low temperature growth of GaInNAs/GaAs quantum wells by metalorganic chemical vapor deposition using tertiarybutylarsine. J. Appl. Phys. 84, 6409–6411 (1998).
Kondo, T. et al. Temperature characteristics of 1.16 μm highly strained GaInAs/GaAs VCSELs. In Proc. SPIE 4649, Vertical-Cavity Surface-Emitting Lasers VI (SPIE, San Jose, 2002).
Korpijärvi, V. M. et al. 11 W single gain-chip dilute nitride disk laser emitting around 1180 nm. Opt. Express 18, 25633–25641 (2010).
Al Nakdali, D. et al. High-power operation of quantum-dot semiconductor disk laser at 1180 nm. IEEE Photonics Technol. Lett. 27, 1128–1131 (2015).
Berger, C. et al. Novel type-II material system for laser applications in the near-infrared regime. AIP Adv. 5, 047105 (2015).
Möller, C. et al. Type-II vertical-external-cavity surface-emitting laser with Watt level output powers at 1.2 μm. Appl. Phys. Lett. 108, 071102 (2016).
Moloney, J. V. et al. Closed-loop design and demonstration of an 1178 nm multi-watt VECSEL for a sodium Guidestar source. In Proc. Conference on Lasers and Electro-Optics 2007 (Optica Publishing Group, Baltimore, 2007).
Ranta, S. et al. 1180 nm VECSEL with output power beyond 20 W. Electron. Lett. 49, 59–60 (2013).
Kantola, E. et al. nm VECSEL with 50 W output power. Proc. SPIE 9349, Vertical External Cavity Surface Emitting Lasers (VECSELs) V. 1180177–182SPIE: San Francisco, 2015.
Kantola, E. et al. 72-W vertical-external-cavity surface-emitting laser with 1180-nm emission for laser guide star adaptive optics. Electron. Lett. 54, 1135–1137 (2018).
Zhang, Z. C. et al. High-power and low-threshold 1200 nm InGaAs/GaAs quantum-wells VECSEL grown by MOCVD. J. Lumin. 263, 120022 (2023).
Zhang, J. Y. et al. Design of gain region of high-power vertical external cavity surface emitting semiconductor laser and its fabrication. Acta Phys. Sin. 69, 054204 (2020).
Sun, W. et al. Interplay of GaAsP barrier and strain compensation in InGaAs quantum well at near-critical thickness. J. Cryst. Growth 531, 125381 (2020).
Ekins-Daukes, N. J., Kawaguchi, K. & Zhang, J. Strain-balanced criteria for multiple quantum well structures and its signature in X-ray rocking curves. Cryst. Growth Des. 2, 287–292 (2002).
Hou, C. G. et al. Tailoring strain and lattice relaxation characteristics in InGaAs/GaAsP multiple quantum wells structure with phosphorus doping engineering. J. Alloy. Compd. 770, 517–522 (2019).
Wang, Q. H. et al. Study on the influence of variable temperature growth on the properties of highly strained InGaAs/GaAs MQWs grown by MOCVD. J. Alloy. Compd. 937, 168075 (2023).
Zhang, Z. C. et al. Monolithic 960/1000 nm bicolor semiconductor disk laser delivers a brightness of over 300 MW/cm2sr. ACS Photonics 12, 2810–2818 (2025).
Corzine, S. W. et al. Design of Fabry-Perot surface-emitting lasers with a periodic gain structure. IEEE J. Quantum Electron. 25, 1513–1524 (1989).
Yu, H. P., Roberts, C. & Murray, R. Influence of indium segregation on the emission from InGaAs/GaAs quantum wells. Appl. Phys. Lett. 66, 2253–2255 (1995).
Muraki, K. et al. Surface segregation of In atoms during molecular beam epitaxy and its influence on the energy levels in InGaAs/GaAs quantum wells. Appl. Phys. Lett. 61, 557–559 (1992).
Yamaguchi, K., Okada, T. & Hiwatashi, F. Analysis of indium surface segregation in molecular beam epitaxy of InGaAs/GaAs quantum wells. Appl. Surf. Sci. 117(118), 700–704 (1997).
Shingo Fujimoto, S. F., Mitsuru Aoki, M. A. & Yoshiji Horikoshi, Y. H. X-ray analysis of in distribution in molecular beam epitaxy grown InGaAs/GaAs quantum well structures. Jpn. J. Appl. Phys. 38, 1872–1874 (1999).
Marmalyuk, A. A. et al. Investigation of indium segregation in InGaAs/(Al)GaAs quantum wells grown by MOCVD. J. Cryst. Growth 237-239, 264–268 (2002).
Dong, H. L. et al. Investigation of the growth temperature on indium diffusion in InGaAs/GaAsP multiple quantum wells and photoelectric properties. RSC Adv. 5, 75211–75217 (2015).
Wang, J. et al. Effects of growth temperature and rapid thermal annealing on luminescence properties of InGaAs/GaAs multiple quantum wells. J. Lumin. 252, 119354 (2022).
Chen, X. L. et al. MOCVD growth and thermal stability analysis of 1.2 µm InGaAs/GaAs multi quantum well structure. J. Alloy. Compd. 922, 166173 (2022).
He, X. G. & Razeghi, M. Investigation of the heteroepitaxial interfaces in the GaInP/GaAs superlattices by high-resolution x-ray diffractions and dynamical simulations. J. Appl. Phys. 73, 3284–3290 (1993).
Li, R. et al. Compact high power barium nitrite crystal-based Raman laser at 1197 nm for photoacoustic imaging of fat. J. Biomed. Opt. 18, 040502 (2013).
Alavipanah, S. K. et e. Criteria of selecting satellite data for studying land resources. Desert 15, 83–102 (2010).
Laurain, A., Hader, J. & Moloney, J. V. Modeling and optimization of transverse modes in vertical-external-cavity surface-emitting lasers. J. Opt. Soc. Am. B 36, 847–854 (2019).
Pabœuf, D., Schlosser, P. J. & Hastie, J. E. Frequency stabilization of an ultraviolet semiconductor disk laser. Opt. Lett. 38, 1736–1738 (2013).
Zhang, B. et al. Effect of GaAs insertion layer on the properties improvement of InGaAs/AlGaAs multiple quantum wells grown by metal-organic chemical vapor deposition. J. Alloy. Compd. 872, 159470 (2021).
Ma, S. F. et al. Atomic-scale insights of indium segregation and its suppression by GaAs insertion layer in InGaAs/AlGaAs multiple quantum wells. Chin. Phys. B 32, 037801 (2023).
Dong, H. L. et al. Influence of substrate misorientation on the photoluminescence and structural properties of InGaAs/GaAsP multiple quantum wells. Nanoscale 8, 6043–6056 (2016).
Guina, M. et al. High-power disk lasers based on dilute nitride heterostructures. N. J. Phys. 11, 125019 (2009).
Rantamaki, A. et al. Flip chip quantum-dot semiconductor disk laser at 1200 nm. IEEE Photonics Technol. Lett. 24, 1292–1294 (2012).
Fallahi, M. et al. 5-W yellow laser by intracavity frequency doubling of high-power vertical-external-cavity surface-emitting laser. IEEE Photonics Technol. Lett. 20, 1700–1702 (2008).
Hessenius, C. et al. 589-nm single-frequency VECSEL for sodium guidestar applications. Vertical External Cavity Surface Emitting Lasers (VECSELs) II (SPIE, 2012).
Zhang, Z. et al. Design and fabrication of 1160-nm optically-pumped vertical-external-cavity surface-emitting laser. Chin. J. Lasers 47, 0701020 (2020).
Zhang, Z. J. et al. High power 1150 nm vertical external-cavity surface emitting semiconductor laser. Chin. J. Lumin. 45, 1531–1538 (2024).
Acknowledgements
The authors would like to acknowledge Suzhou Everbright Photonics Co., Ltd., for providing technical support. We also thank Xinxin Sun and Long Li for their valuable help in writing.
Author information
Authors and Affiliations
Contributions
J.W. and Z.Z. conceived the core idea; Z.Z. and Y.X. designed the chip structure and simulation; Z.Z., W.Z., C.L., and H.Z. performed the chip fabrication and characterization; Z.Z., H.Y., and W.Y. performed the chip packaging and measurements; Z.Z. performed data calibration; Z.Z., J.W., and C.Z. prepared the original draft; Z.Z. and Y.C. review and editing the draft; J.W., C.Z., Q.L., and X.L. conceived the project and supervised the research; J.W., C.Z., and Z.Z. provided the funding. All authors discussed the results.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Supplementary information
41377_2026_2230_MOESM1_ESM.pdf (download PDF )
Supplemental Material for Over 1.65 GW cm−2 sr−1 Brightness 590 nm Yellow Second-Harmonic Generation in MOCVD-Grown High-Strain InGaAs/GaAs Quantum Well VECSEL
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhang, Z., Zhan, W., Xiao, Y. et al. Over 1.65 GW cm−2 sr−1 brightness 590 nm yellow second-harmonic generation in MOCVD-grown high-strain InGaAs/GaAs quantum well VECSEL. Light Sci Appl 15, 161 (2026). https://doi.org/10.1038/s41377-026-02230-8
Received:
Revised:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41377-026-02230-8
