
Abstract
The size of InGaN micro-LEDs is continuously decreasing to meet the demands of various emerging applications, especially in tiny micro-displays such as AR/VR. However, the conventional pixel definition based on plasma etching significantly damages the mesa sidewalls, leading to a severe reduction in efficiency as the micro-LED size decreases. This seriously impedes the development and application of micro-LEDs. In this work, we comprehensively explain the origin of micro-LED sidewall effects and corresponding physical models. Subsequently, we systematically review recent progress in micro-LED fabrication aiming at suppressing sidewall effects. Furthermore, we discuss advancements in micro-LED fabrication with “damage-free” techniques, which hold the potential to fundamentally address the issue of plasma damage in the micro-LED process. We believe this review will deepen the understanding of micro-LED sidewall effects and provide a better insight into the latest associated fabrication technologies for high-efficient InGaN micro-LEDs.
Similar content being viewed by others

Introduction
Recently, InGaN-based micro-LEDs have garnered considerable attention and advancement due to their remarkable characteristics, including high contrast, intense brightness, wide color gamut, and extended lifespan, making them promising contenders for next-generation display technology1,2,3,4,5. The reduction in the micro-LED size achieves a higher display resolution and brings many positive impacts on the device performance.
Due to the reduction in the mesa size, the current spreading in micro-LEDs becomes more uniform, effectively suppressing current crowding. This lowers the device series resistance thus smaller-size LEDs exhibit higher current density at the same operation voltage6. Furthermore, the reduced current crowding results in a more uniform heat generation, enhancing the overall heat dissipation capability. The specific thermal resistance decreases with the device size reduction. Therefore, smaller-sized LEDs exhibit lower junction temperatures at the same injection level, effectively suppressing self-heating effects7. Due to the reduced series resistance and self-heating effects, micro-LEDs can sustain higher current densities, which results in a higher carrier concentration in the quantum wells. Consequently, the effective carrier lifetime decreases, effectively enhancing the modulation bandwidth in visible light communication8,9. Furthermore, Ley et al. reported that smaller mesa size increased sidewall reflections and light directionality, contributing to less total internal reflection losses in the substrate10. A higher light extraction efficiency (LEE) thus could be obtained. The improvement of LEE by scaling mesa sizes has been observed in other reports as well11,12,13,14,15,16. Besides, due to the partial removal of the active region, strain is partially relaxed at the edge of the mesa17,18,19,20,21. The strain relaxation helps eliminate the quantum confined stark effect (QCSE) and enhances the radiative recombination rate. The impact of strain relaxation on the device performance becomes more pronounced as the mesa size decreases22.
Nevertheless, the adverse effects of reducing the micro-LED size cannot be ignored. It is referred to as the “micro-LED sidewall effect,” closely tied to the fabrication processes of micro-LEDs. The conventional micro-LED fabrication process is based on plasma etching. Inductively coupled plasma (ICP) and reactive ion etching (RIE) are employed to define the micro-LED mesa and remove the excess active region. However, during the process, the plasma bombardment and UV radiation on the mesa sidewall can lead to significant defect formation, such as lattice distortion and impurity contamination, known as sidewall plasma damage, as shown in Fig. 1a, b6,23. These defects serve as current leakage paths and Shockley–Read–Hall (SRH) non-radiative recombination centers, severely limiting the device efficiency24,25,26,27. Furthermore, the sidewall surface states exacerbate surface band bending and accumulate carriers (Fig. 1 (c)), resulting in more severe surface recombination. The micro-LED sidewall effect becomes more pronounced with decreased mesa sizes, contributing to a size-dependence leakage current density and external quantum efficiency (EQE)28,29,30. Meanwhile, some literature reported that the current density at the EQE maximum was higher in smaller-sized micro-LEDs31, which will be detrimental to the micro-LED efficiency when devices are driven at low current densities. In this work, we explore the origins of micro-LED sidewall effects and provide a detailed review of recent innovations in micro-LED fabrication technologies to mitigate sidewall effects.

a Lattice distortion, b impurity element contamination, and c surface band bending and carrier accumulation
From an economic and commercialization standpoint, the production cost of micro-LEDs remains high due to factors such as chip manufacturing, mass transfer, packaging, and testing. Additionally, challenges persist in areas like yield control, uniformity, driver circuit architecture, and full-color display. However, we believe that continued research in micro-LED technology will gradually address these technical hurdles. In this review, we will not explore these aspects in detail.
Micro-LED sidewall plasma damage
Experimental observation of plasma damage on the surface
Plasma etching will induce severe lattice disorder near the mesa sidewall. Park et al. found atomic arrangement distortions near the sidewalls, with a total width of approximately ten lattice constants, as shown in Fig. 2a–c32. Meanwhile, lattice damage became increasingly evident closer to the sidewall surface. Yang et al. revealed lattice disorder regions of approximately 2 nm on the sidewall surface using high-resolution transmission electron microscopy (HRTEM)33. An amorphous lattice was found near the sidewall. Oxygen and silicon contaminations were also observed through the energy-dispersive X-ray (EDX) spectrum. The lattice distortions and surface contamination contributed to defect level formation, leading to SRH non-radiative recombination. Besides, Son et al. reported that the crystalline structure exhibited blurriness at the mesa sidewall, which was attributed to residual O atoms and lattice spacing variation34. The above results indicate that the plasma etching could damage the lattice structure, and the damage is most severe in the regions close to the sidewall surface. Therefore, surface treatment and passivation of the micro-LED sidewall are crucial for enhancing device performance.

a SEM image of the m-plane sidewall, b HAADF-STEM image at the MQW/SiO2 interface, c BF-STEM image of lattice arrangement at the MQW/SiO2 interface. Reproduced with permission from ref. 32 © 2023, John Wiley and Sons
Surface band bending also has a critical impact on micro-LED performance. Even without the plasma damage to the sidewall, surface band bending arises from intrinsic surface states at the lattice termination. These surface states mainly originate from dangling bonds35,36. Figure 3a, b illustrate a schematic diagram of the surface recombination model from Jiang et al. 35. Attributed to the energy disparity between the bulk Fermi level and surface states (Fermi-pinning), electrons diffuse to the surface and occupy the Ga dangling bonds. It leads to surface depletion and upward band bending. From the theoretical calculation, the band bending energy (Vbb) is 0.6 eV, and the depletion region depth is 40 nm. Due to the existence of the surface depletion field, holes drift and accumulate at the surface. The accumulated holes result in the significant nonradiative recombination with electrons at N-deprived states. Furthermore, other defects on the sidewall surface, including lattice disorder, contamination, native oxide formation, etc., may increase the surface state density, aggravating the surface band bending and hole accumulation32,37,38,39. Besides, Li et al. found that after ICP etching, a microscopic strain field appeared at the sidewall, which influenced and modulated the surface band diagram40.

Schematic of (a) lattice structure and (b) band diagram near the mesa sidewall. Reproduced with permission from ref. 35 © 2020, John Wiley and Sons
Furthermore, plasma-induced damage to the sidewall is penetrative. Intense ion bombardment can penetrate the material interior, and the penetration depth depends on the experiment condition, such as etching power and plasma sources41. Cao et al. demonstrated a damage depth of around 40 nm under 750 W source power and 150 W RF chuck power on the p-GaN sample. The damage depth was evaluated by the NaOH wet etching, where the etch rate was faster in disordered GaN than in the crystalline42. Yamada et al. reported a damage depth of less than 50 nm under an etching bias power of 30 W, which was determined by photo-electrochemical techniques43. More recently, Yamada et al. reported a 60 nm plasma damage depth was found on the n-GaN under the etching bias power 60 W, characterized by the capacitance-voltage measurement44. Moreover, the penetration of plasma-induced damage may also be associated with defect diffusion. Nakano et al. showed a carrier concentration reduction at 50 to 150 nm depth from the n-GaN surface, which was likely attributed to the diffusion of gallium vacancies (VGa) into the bulk after suffering the surface ion bombardment45. Haberer et al. also found defect annihilation and defect diffusion phenomena by observing the PL intensity variation of shallow and deep quantum wells with surface GaN etching46. Besides, Minami et al. proposed that the UV photon irradiation from the plasma was more penetrative than the physics damage by ions. The former could have a penetration depth of more than 60 nm and generate defects, while the latter was within 2 nm47. The above results demonstrate that plasma etching will create a damaged region within a certain depth away from the material surface. Merely passivating the material surface is insufficient to eliminate all effects of etching damage. Therefore, removing the damaged region is crucial when fabricating micro-LEDs.
The effect of plasma damage on micro-LEDs can be reflected by the emission intensity distribution on the mesa. Common techniques for such characterization include photoluminescence (PL), electroluminescence (EL), cathodoluminescence (CL), fluorescence, laser confocal scanning microscope (LCSM), etc33. Finot et al. demonstrated the CL intensity and CL lifetime distribution on the mesa, as shown in Fig. 4a–d48. It was initially determined through simulation that the impact of strain relaxation on carrier lifetime should exist within 200 nm from the mesa edge. However, from the CL lifetime profile, the carrier lifetime was lower than the center region within a range of approximately 1 μm from the edge. This exceeded the influence range of strain relaxation. Therefore, non-radiative recombination through surface defects played a significant role here. Meanwhile, around 450 nm to 1 μm from the edge, the CL intensity remained constant while the carrier lifetime increased. It was explained that the light extraction efficiency was enhanced at the mesa edge. Wang et al. utilized a fluorescence technique to observe the mesa area affected by sidewall defects. As depicted in Fig. 5a–f, fluorescence intensity and carrier lifetime rapidly decreased at the mesa edge. The affected width exceeded 5 μm on one side. Therefore, as the size of the micro-LED was reduced to 10 μm, nearly the entire mesa region was influenced by sidewall defects49. Yang et al. employed PL measurement to character emission intensity, wavelength, FWHM, and EQE from the mesa edge to the center. The region impacted by plasma damage was determined to have a width of less than 800 nm50. Besides, numerous studies have also confirmed the emission degradation near the mesa edge. The degradation reached a nominal range of several hundred nanometers to a few micrometers16,51,52,53,54,55. Dramatic surface defects and carrier diffusion to the sidewall were significant factors for such a severe impact.

a SEM image at the edge of a micro-LED mesa (1 μm scale bar), b corresponding CL intensity distribution, c intensity of secondary electron (SE) and CL from the mesa edge to the center, d CL intensity and lifetime from the mesa edge to the center. Reproduced with permission from ref. 48 © 2022, American Chemical Society

Micro-LEDs with sizes of (a) 10 μm, (b) 20 μm, (c) 40 μm, (d) 50 μm, (e) 60 μm, and (f) 80 μm. Reproduced with permission from ref. 49 © 2023, Optical Society of America
In summary, plasma etching-induced damage to the micro-LED sidewall is an extremely complex process, encompassing lattice distortion, impurity contamination, surface band bending, and the penetrative nature of the damage. The dominance of different factors and their impact on device performance relies on process conditions. However, it can be affirmed that sidewall effects become more pronounced in smaller-sized micro-LEDs (e.g., below 10 μm) due to the larger ratio of sidewall perimeter to mesa area. The micro-LED efficiency will be significantly suppressed without proper treatment and passivation after plasma etching.
Model and formulate the sidewall damage
The working of micro-LEDs follows the laws of device physics, such as carrier transport and carrier recombination equations. Meanwhile, establishing equivalent or simplified models and formulating the impact of plasma damage on micro-LEDs is crucial for better understanding the sidewall effect. Recently, the concept of a “dead zone” has been proposed for modeling the sidewall damage of micro-LEDs. The dead zone is an equivalent model of the region affected by plasma damage. As an equivalent model, the defect density, surface recombination rate, carrier diffusion, etc., should be considered when determining the dead zone width. Different fabrication processes will also fundamentally influence the modeling.
Yu et al. proposed Eq. 1 to calculate the micro-LED EQE based on the built “dead zone” model shown in Fig. 6a, where L was the mesa size, M was the dead zone width, EQE0 was the external quantum efficiency without considering any dead zone56.

a Schematic diagram of micro-LED “dead zone,” measured EQE of (b) blue micro-LEDs and (c) green micro-LEDs and corresponding fitting curves according to the “dead zone” model. Reproduced with permission from ref. 56 © 2022, AIP Publishing
In this model, the current was uniformly injected into both the “dead zone” and the un-damaged region, but the “dead zone” did not contribute to any emission. This means all carrier recombination in the “dead zone” is non-radiative. Therefore, as the micro-LED size decreased, the EQE would decrease proportionally with the increase in the area ratio of the “dead zone” to the un-damaged region. Through the above model, The efficiency of 2 to 20 μm blue and green micro-LEDs was accurately assessed, and well-fitted with the experiment dates, as shown in Fig. 6b, c. The calculated “dead zone” width was 180 nm for blue micro-LEDs and 150 nm for green micro-LEDs. The width of the dead zone can also be used to evaluate the size limitation of micro-LEDs fabricated based on the plasma etching process. However, in their study, the current density at the EQE maximum did not obviously increase as the micro-LED size decreased, although the efficiency was continuously reduced. In other words, the above model may not be applicable to experimental data depicting the EQE peak shifting with sizes. The introduction of the modified IQE-ABC model may better describe this characteristic.
The modified IQE-ABC model for micro-LEDs has been described recently in several reports, as shown in Eq. 27,15,32. EQE is the external quantum efficiency. IQE is the internal quantum efficiency. LEE is the light extraction efficiency. A, B, and C are rate constants of SRH non-radiative recombination rate, radiative recombination rate, and Auger non-radiative recombination rate, respectively. n is the carrier density. If temporally considering the LEE as a constant, by differentiating the EQE (IQE) equation, one will get the carrier density nIQE-peak when the EQE (IQE) reaches the peak value, as shown in Eq. 3. It implies that with a larger A coefficient, the EQE (IQE) peak will correspond to a higher carrier concentration, i.e., higher current density. This explains the origin of the higher current density at the EQE maximum when micro-LEDs suffer more severe surface recombination. Besides, the larger A coefficient will also lead to the suppression of peak efficiency, as shown in Eq. 4. Due to the sidewall damage of micro-LEDs, the SRH non-radiative recombination rate constant A needs to be adjusted. As described in Eq. 5, the modified coefficient includes two terms. A0 is an SRH non-radiative recombination rate constant in the bulk region without being affected by the plasma damage. Another part is to consider the impact of surface recombination. In the equation, As is the surface non-radiative recombination rate constant, λ is the carrier diffusion length, l is the peripheral length, and S is the mesa area of micro-LEDs. With more plasma-induced surface damage, As value will increase, contributing to more non-radiative recombination at the sidewall. Simultaneously, the SRH non-radiative recombination rate will become more prominent as the device size decreases, which has been well demonstrated by Oliver and Lee et al.57,58. This phenomenon is manifested in the ratio of perimeter l to area S. In addition, the carrier diffusion length λ should not be overlooked. More carriers reaching the defect-rich sidewall will lead to more severe non-radiative recombination. Therefore, the carrier diffusion length should also be considered in the equation. After accounting for the additional contribution from surface recombination, the total SRH non-radiative recombination rate constant A increases, leading to a lower EQE and higher current density at the EQE maximum.
Numerical simulation is a valuable tool for theoretical calculations to predict device performance, analyze device physics, and optimize the device structure. Recently, numerous device simulation studies focusing on the micro-LED and its sidewall effects have been reported7,27,59,60,61,62,63,64,65. Impressively, Kou et al. employed the APSYS simulation software to study the effects of surface recombination on blue micro-LEDs66. In this work, a “dead zone” with a width of 4 μm was modeled. The electron trap level was set at “Ec − 0.24 eV” with a capture cross-section of 3.4 × 10−17 cm2 and a density of 1013 cm−3. The hole trap level was defined at “Ev + 0.46 eV” with a capture cross-section of 2.1 × 10−15 cm2 and a density of 1.6 × 1013cm−3. Through the above model, micro-LED characteristics such as the I-V, EQE curves, and carrier distribution were simulated. It was observed that the sidewall defects formed current leakage channels. At low forward voltages, micro-LEDs with dead zones showed a higher leakage current than those without damage zones. Simultaneously, due to the leakage path, when comparing micro-LEDs of the same size with and without plasma damage, the damaged micro-LED showed elevated current density at an identical operating voltage. Besides, it was observed that sidewall defects could capture both electrons and holes, facilitating SRH recombination. This simultaneously led to a reduced carrier concentration within the bulk MQWs of damaged micro-LEDs, as evidenced by the comparison between Fig. 7a, b. The trapping effect was more significant for holes than for electrons, attributed to their larger capture cross-section, higher trap density, and lower mobility. Therefore, not only are sidewall treatment and passivation crucial in micro-LEDs, but enhancing carrier injection capability (especially for holes) should not be ignored.

Calculated carrier concentration distribution in the quantum well (the one adjacent to the p-side) of (a) LED I (100 µm), LED II (60 µm), and LED III (20 µm) without “dead zone” and (b) LED A (100 µm), LED B (60 µm), and LED C (20 µm) with “dead zone.” Reproduced with permission from ref. 66 © 2019, Optical Society of America
In summary, creating proper models and formulas on sidewall damage is crucial for a deeper understanding of micro-LED sidewall effects and optimizing device performance. Currently, people have understood some typical behaviors of micro-LEDs, such as I-V characteristics and efficiency curves. The precision of the model description can still be further improved in the future to encompass the difference in results under different experimental conditions. Besides, simulation methods such as finite element calculation can predict micro-LED performance precisely. It is also straightforward to observe trends. However, the accuracy of structure modeling and parameter settings is crucial for the results. This requires more research by referring to experimental data.
Micro-LED process to eliminate the sidewall effect
As mentioned above, the sidewall effects of micro-LEDs cause significant suppression of device performance. It originates from lattice distortion, contamination, surface band bending, carrier diffusion, etc. Targeted suppression of these issues can be achieved through designing and optimizing the fabrication process. According to existing reports, we categorize optimization methods into three types: (1) Remove the surface damaged layer; (2) Passivate the sidewall surface; (3) Control the carrier transport path.
Remove the surface damaged layer
Plasma induces severe lattice distortion on the sidewall surface, leading to numerous defects for non-radiative recombination and deteriorating surface band bending. This region can be removed through chemical treatments. Since chemical reagents can usually etch to a certain depth, they are effective in removing the penetrative damage (inside the sidewall) caused by UV irradiation and ion bombardment. TMAH and KOH are hydroxyl groups (−OH) chemicals commonly used in III-nitride-based device processes67,68. They are difficult to react with the GaN c-plane but can be utilized to etch the micro-LED sidewall (m-plane or a-plane). The etching rate depends on the density of planar atoms and the quantity of surface dangling bonds69,70. The crystal orientation of the micro-LED sidewalls may impact device performance. According to reports, the chemical treatment resulted in the m-plane becoming smooth and steep, while the a-plane ultimately developed a zigzag pattern through the formation of adjacent m-plane prism structures15,71,72. The prism structures may result in a larger sidewall surface area and more dangling bonds for the a-plane after TMAH and KOH treatment compared with the m-plane.
Park et al. characterized the m-plane sidewall morphology before and after TMAH treatment using SEM and TEM images, as shown in Fig. 8a–h32. It can be observed that, after the treatment, the sidewall became smooth and steep. The regions with lattice disorder were effectively removed. The treatment reduced the number of surface states, which acted as SRH non-radiative recombination centers. Simultaneously, suppressed surface states alleviate surface band bending and carrier accumulation, more effectively controlling the non-radiative recombination, as shown in Fig. 8i. Therefore, the IQE increased after the TMAH treatment. It was also demonstrated that the leakage paths at the sidewall were significantly reduced after the treatment15. However, as shown in Fig. 8j, the rough sidewall before the treatment may help the light extraction via sidewall emission. Therefore, sidewall smoothening may reduce the light extraction efficiency. As the micro-LED size becomes smaller, the impact of sidewall configurations on light extraction efficiency becomes more significant73,74. Therefore, it is crucial to consider and balance the IQE and LEE to enhance overall EQE. Besides, similar results about micro-LED sidewall treatment using TMAH and KOH have been reported in numerous literature sources28,32,39,48,75,76,77,78,79,80,81,82,83,84,85,86.

SEM images of m-plane sidewalls (a) before and (b) after TMAH treatment, HAADF-STEM images at the MQW/SiO2 interface (c) before and (d) after TMAH treatment, BF-STEM images of lattice arrangement at the MQW/SiO2 interface (e) before and (f) after TMAH treatment, HAADF-STEM images of the quantum well and barrier far away from the sidewall (>300 nm) (g) before and (h) after TMAH treatment, (i) schematic diagram of carrier recombination near the mesa sidewall, (j) schematic diagram of light extraction enhancement enabled by the rough sidewall morphology. Reproduced with permission from ref. 32 © 2023, John Wiley and Sons
Sulfides, such as (NH4)2S, were reported for chemical treatment in III-Nitride and III-V devices38,87. The mechanism is to remove unstable native oxides to reduce surface states and form a monolayer of sulfides for surface passivation88,89. Choi et al. found that (NH4)2S treatment decreased leakage current and improved EL intensity in InGaN nanopillar LEDs by suppressing sidewall non-radiative recombination centers90. Leem et al. found similar results in InGaN LEDs with photonic crystals91. Yang et al. showed that the I-V characteristic could partially improve after the (NH4)2S treatment in the InGaN-based blue LED with micro-arrays. However, significant surface leakage still existed after the treatment. Therefore, (NH4)2S treatment was effective in passivating the surface state but it might be hard to remove the sidewall-damaged region completely92. Polyakov et al. observed a similar phenomenon to the one above. The simultaneous use of KOH and (NH4)2S treatment increased the PL intensity of plasma-damaged nano-pillars. However, excess leakage current still existed in the I-V characteristic and needed to improve through an extra thermal annealing process93. Maoult et al. revealed that the indium component in InGaN was preferentially etched in the (NH4)2S chemical. After the treatment, the surface adsorbed sulfur is in the range of 1014 at.cm−2 measured by the wavelength dispersive X-ray fluorescence technique. The sulfur was presumably bonded with gallium or indium by substitution of oxygen94. The utilization of sulfides for nitride surface treatment has been also shown in literature sources95,96,97,98,99. However, there are relatively few reports on the sulfide treatment on InGaN-based micro-LED devices, and more investigations are needed.
Besides, other chemicals such as H3PO4, NH4OH, HF, HCl, octadecylthiol, parylene, citric acid, etc., were reported for sidewall treatment to improve device performance by removing the lattice distortion, native oxide, and surface contaminants38,39,94,100,101,102,103,104,105,106. However, there are relatively few reports on the use of these chemical treatments on InGaN-based micro-LEDs. More in-depth investigations should be conducted to reveal their effect on device performance and underlying physical mechanisms.
Passivate the sidewall surface
Regardless of plasma damage, the material surface always contains a significant number of dangling bonds. Passivating active dangling bonds helps reduce surface state density and prevent sidewall impurity contaminations from the external environment. This type of method mainly affects the defects on the sidewall surface and has weak treatment on the damage inside the sidewall (penetrative damage). Therefore, it can be combined with chemical solutions, etc. methods to remove a certain thickness of the damaged layer before proceeding with surface passivation.
Depositing dielectric materials on the micro-LED sidewall is one of the most direct approaches to passivation. The SiO2 produced through plasma-enhanced chemical vapor deposition (PECVD) is extensively utilized for insulation and surface passivation in LEDs107,108,109,110,111,112,113. As a potential alternative method, the ALD technique can achieve high-quality and uniform film, precise atomic-level thickness control, and excellent step coverage114. Recently, Wong et al. utilized the ALD method for micro-LED sidewall passivation115. Figure 9a–d compared the leakage current and EQE of devices passivated with PECVD-SiO2 and ALD-Al2O3. It was found that compared with PECVD-SiO2, ALD-Al2O3 yielded better passivation effects, reducing leakage current and improving EQE for micro-LEDs. The improvement from the ALD deposition method was related to superior dielectric material quality compared to PECVD-SiO2. Besides, during the PECVD-SiO2 process, the presence of hydrogen radicals in the precursor reduced the transparency of ITO. The use of metalorganic precursors in ALD could avoid this issue. Lee et al. utilized the IQE-ABC model to extract and compare the SRH coefficients between micro-LEDs with or without the passivation of ALD-Al2O358. The surface recombination velocity and SRH coefficient were significantly reduced in ALD-passivated devices. Furthermore, Lai et al. found that the EL intensity in the ALD-passivated device had a lower drop from the mesa center to the edge. This indicated that the surface recombination was suppressed. More carriers thus could be injected into the bulk region instead of being trapped by the surface defects. The device with ALD passivation also improved the EQE and VLC performance116. Moreover, Lee and Kang et al. mentioned that the use of plasma in the PECVD may bring additional sidewall damage during passivation58,117. This effect may be mitigated or avoided during the ALD process. Besides, Huang et al. demonstrated a longer device lifetime in ALD-SiO2 passivated AlInGaP micro-red LED compared with the PECVD-SiO2 one118. However, the effectiveness of ALD passivation in prolonging the device lifetime of InGaN-based micro-LEDs still needs to be validated. Due to the excellent performance of ALD in passivation, it is becoming a mainstream method for micro-LED passivation, widely applied in various research in the community.

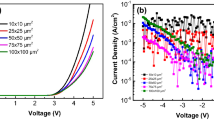
a I-V characteristics of 20 × 20 µm2 micro-LEDs with different sidewall passivation methods, b micro-LED leakage current at −4 V with different sizes and sidewall passivation methods, EQE for (c) 100 × 100 µm2 and (d) 20 × 20 µm2 devices with different sidewall passivation methods. Note: LED-1 without any sidewall passivation, LED-2 ALD passivation and aperture formation by ICP etching, LED-3 PECVD passivation and aperture formation by HF etching, LED-4 ALD passivation and aperture formation by HF etching. Reproduced with permission from ref. 115 © 2018, Optical Society of America
The above results proved the role of ALD in micro-LED sidewall passivation. However, the impact of different materials prepared by the ALD on the micro-LED performance needs to be studied. Son et al. investigated the effects of ALD-SiO2, Al2O3, and Si3N4 on the sidewall passivation of micro-LEDs34. It was found that SiO2 owned superior passivation performance compared to Al2O3 and Si3N4. Passivation using ALD-SiO2 resulted in a lower leakage current, lower device resistance, and higher efficiency. Through XPS analysis, It was concluded that the Ga–O formation energy (545 kJ mol−1) was lower than the Si–O dissociation energy (799.6 kJ mol−1). Therefore, O atoms could diffuse from the air into the sidewall interface during the subsequent annealing process, passing through the SiO2 without any chemical reaction with Si or O species. The arriving O atoms helped passivate Ga dangling bonds and N vacancies, significantly reducing the leakage paths and surface non-radiative recombination. Chen et al. proposed that compared with widely used ALD-Al2O3 passivation, ALD-AlN showed a better passivation performance119. Such passivation contributed to a lower leakage current, higher operation current density under the same voltage, improved output power, and superior EQE. Ball and stick models were employed in their study to understand the above observations. It showed that the lattice mismatch of AlN/GaN was tinier than Al2O3/GaN, which resulted in a more homogeneous passivation with less Ga/In dangling bonds at the AlN passivated sidewall.
A multi-layer structure for passivation layers has also been proposed. Lee, Shen, and Yang et al. demonstrated ALD-Al2O3/PECVD-SiO2 double passivation layer structures in the micro-LED fabrication24,114,120,121. Ghods et al. proposed an Al2O3/ZnO passivation layer to modulate the electric field near the sidewall122. Cho et al. employed the triple dielectric layers, including thermal ALD-HfO2 or SiO2/plasma-enhanced ALD-SiO2/thermal ALD Al2O3, in their sub-micron size LEDs123. In fact, due to the relatively slow deposition rate of ALD compared with PECVD, the thickness of the ALD passivation layer is generally less than 50 nm. Therefore, utilizing PECVD to deposit an additional layer of thick dielectric material is advantageous for enhancing the electrical insulation of the device and reducing the risk of device failure10.
In addition, people have applied other methods for the passivation of micro-LEDs. Sheen et al. demonstrated that sol-gel-derived SiO2 exhibited superior passivation performance compared to plasma-enhanced ALD-SiO2 in nano-scale LEDs. The improvement was attributed to the adsorption process of SiO2 nanoparticles from the sol-gel onto the GaN surface. This minimized atomic interactions with the GaN surface and effectively passivated surface dangling bonds124. Huang et al. also demonstrated that as a low-cost fabrication process, sol-gel SiO2 sidewall passivation significantly improved device performance compared to the process without sidewall passivation and with PECVD-SiO2 passivation125. A combination of N2 plasma treatment and annealing processes was employed by Lee et al. to recover etch-induced damage in InGaN LEDs. The leakage current and EL intensity were significantly reduced and enhanced after the treatment, respectively126. Jin et al. introduced PECVD-N2 plasma treatment after the sidewall ICP-etching. Extra N atoms were incorporated into the surface, which reduced the number of Ga dangling bonds and improved micro-LED efficiency127. Liu et al. used the N ion to passivate the sidewall. The N ion effectively removed surface native oxide and occupied dangling bonds128. Xu et al. utilized N2O plasma treatment to suppress the sidewall non-radiative recombination129. The sidewall defects exposed to N2O were oxidized and passivated to form thermodynamically stable Ga-O species. Yang, Tian, Shin, and Polyakov et al. demonstrated the repair of the sidewall damage by a rapid thermal annealing method31,92,93,130,131.
Control the carrier transport path
To reduce non-radiative recombination at the sidewall, one available approach is to confine more current and carrier density in the mesa center and away from the damaged area. This effect is achieved by controlling the current path, but it may not change the situation of sidewall defects. Therefore, it is better to use it in conjunction with the methods described in previous sections. Meanwhile, enhancing the overall hole injection capability through structure optimization will also contribute to better micro-LED performance64,132. Behrman et al. enhanced micro-LED efficiency by varying p-GaN contact geometries to modulate current spreading and surface recombination133. Chen et al. suppressed the hole spreading to the sidewall by thinning the p-GaN layer, significantly improving the micro-LED efficiency134. Huang et al. proposed the lateral oxide-confined structure to achieve current confinement. The p-GaN in the defined region was shallowly etched and refilled by the SiO2 to form the current aperture135. Similarly, Zhang et al. used Ta2O5 to refill the step after p + -GaN was selectively etched. The Ta2O5 has a large dielectric constant, contributing to a high hole barrier formation near the mesa edge to suppress the hole spreading and surface recombination136.
Instead of utilizing dielectric oxide, a buried tunnel junction was demonstrated to form the current aperture in micro-LEDs by Malinverni et al., as shown in Fig. 10a, b137. The different characteristics of PN junctions with different doping levels were ingeniously exploited. For lightly doped PN junctions, they exhibited rectification character under reverse bias. In the case of heavily doped PN junctions, they formed a tunnel junction that conducted current under reverse bias. Based on the above mechanisms, a regrown n-GaN filled the etching step and covered the buried tunnel junction. At the mesa center, hole injection could be achieved by the highly doped tunneling junction n-GaN/n++-GaN/p++-GaN/ p−-GaN. At the meas edge, holes were blocked by a reversed bias p−-GaN/n-GaN junction, which helped suppress the surface recombination. Similarly, Hang et al. artificially formed a high-resistance ITO/p-GaN junction in GaN-based micro-LEDs to suppress the current spreading to the mesa sidewall138. The heavily doped p+-GaN layer near the sidewall (4 µm-width) was selectively removed and refilled by the ITO. The ITO in the mesa center formed an ohmic contact with p+-GaN while introducing a more resistive ITO/p-GaN junction near the mesa edge to prevent holes from reaching the sidewall. It was found that such a structure facilitated better performance for the 30 μm micro-LED than reference samples due to the suppressed surface recombination and better center hole injection after employing the current confinement structure. However, for the 100 μm device, the performance was worse than conventional micro-LEDs as a result of more serious current crowding and heat generation. Therefore, when using current confinement structures to suppress carrier movement toward the sidewalls and non-radiative recombination, people should consider the impact of current crowding on device performance.

a Micro-LED structure with a buried tunnel junction, b EL images with different injection currents. Reproduced with permission from ref. 137 © 2015, AIP Publishing
Pavel et al. demonstrated an H2 plasma passivation method in micro-LEDs, shown in Fig. 11a139. As a reverse process of Mg activation in p-GaN, H2 plasma treatment on the sidewall resulted in Mg-H complex formation, which made the sidewall p-GaN insulate to suppress surface conduction and non-radiative recombination. The ITO layer on the mesa top served as p-GaN contact and was also employed as a hard mask to block H2 plasma when the sidewall was under treatment. By H2 plasma passivation, the micro-LED leakage current was suppressed (Fig. 11b), and the efficiency was improved (Fig. 11c). Moreover, Yin et al. designed a metal-insulator-semiconductor structure by depositing an extra electrode on the sidewall. The voltage bias on the sidewall electrode modulated the sidewall electric field, which manipulated the surface carrier density and controlled surface non-radiative recombination140. Besides, although not directly related to the device fabrication, it is worth mentioning that the carrier localization in InGaN may positively impact suppressing surface recombination. Carriers accumulate in high indium clusters and keep away from defects to improve radiative efficiency. Smith and Liu et al. found that green micro-LED has a higher EQE than blue when the size became small enough. It was explained that the carrier localization was stronger in the higher indium InGaN, which helped reduce the surface recombination velocity30,141.

a Micro-LED structure with H2 plasma sidewall passivation, b I–V characteristics of fabricated micro-LED arrays, c EQE curves of fabricated micro-LED arrays. Reproduced from ref. 139 © 2022, P. Kirilenko et al. under the terms of the Creative Commons Attribution 4.0 License
In summary, significant efforts have been devoted to suppressing the micro-LED sidewall effect and enhancing device efficiency. The proposed methods are artificially categorized into three types based on their main mechanisms. It should be noted that the three types of approaches have a certain degree of independence. Removing the sidewall damage layer, passivating the sidewall surface, and controlling the current path can contribute from different angles parallelly, improving micro-LED performance by mitigating sidewall effects. Therefore, many reports combined multiple treatment methods during the micro-LED process, such as chemical treatment + ALD passivation, selective etching current confinement + ALD passivation, chemical treatment + H2 plasma current confinement, etc.28,136,139. Additionally, the impacts of some methods are multifaceted. For instance, (NH4)2S may work both in removing unstable native oxides and forming a monolayer of sulfides for surface passivation. ALD-Ta2O5 serves as surface passivation and simultaneously contributes to a high hole barrier formation near the mesa edge to suppress the hole spreading and surface recombination, due to its large dielectric constant. Therefore, a multidimensional analysis is crucial when conducting “sidewall engineering”. We believe the micro-LED sidewall effect will be substantially suppressed with the enrichment of treatment methods and a deeper understanding of the physics mechanism. After eliminating the sidewall effect, micro-LED efficiency is highly anticipated due to numerous merits, such as better current spreading, suppressed self-heating effect, strain relaxation near the surface, and boosted light extraction.
“Damage free” micro-LED process
The sidewall damage from the ICP-RIE process becomes more pronounced as the micro-LED size decreases. Although various treatments effectively improve micro-LED performance, it may struggle to completely avoid the effects of plasma-induced damage. Therefore, fabricating micro-LED pixels without conventional ICP-RIE process might be an alternative and promising solution. In this section, we will summarize and introduce these methods.
Direct epitaxy methods
Selective area epitaxy or growth (SAE or SAG) is popular for various nanostructure formations in InGaN-based LEDs142,143,144. Recently, this approach has been utilized for micro-LED direct epitaxy. In the process, dielectric or metal masks are commonly employed to confine the epitaxy area. After epitaxial growth, micro-LED islands naturally isolate each other without the additional plasma etching to define pixels. Gujrati et al. demonstrated defect-free sidewall micro-LEDs by selective area growth on the h-BN template145. As shown in Fig. 12a, Patterned SiO2 served as the mask for micro-LED SAG. For the device fabrication, global p-contact and copper support were deposited on the p-GaN after the sidewall insulation. The h-BN deposited on the SiO2 mask formed vdW bonds instead of vertical chemical bonds with the epitaxy structure interface. This allowed the simple micro-LED lift-off and transfer. Utilizing the above process, down to 1.4 μm size micro-LED pixels have been grown, and micro-LEDs with sizes 8 to 100 μm have been successfully lifted off and transferred. Figure 12b shows the near field image, EL spectrum, and normalized output power of fabricated 8-μm micro-LEDs. Wu et al. demonstrated submicron dimension LEDs grown on Si without plasma damage. Through polarization and strain engineering, micro-LEDs showed ultra-stable, bright green emission with negligible QCSE146. Additionally, Chen, Jiang, and Zhang et al. fabricated pyramid-shaped micro LEDs employing the SAG technique147,148,149. Besides, Pandey, Liu, et al. have been developing SAE for high-performance nano-scale LEDs and have shown competitive performance150,151,152,153,154,155.

a Fabrication process flow, b near field image, EL spectrum, and normalized output power of 8 μm micro-LEDs. Reproduced with permission from ref. 145 © 2023, John Wiley and Sons
Lee et al. proposed damage-free core-shell micro-LEDs grown on sapphire nano-membranes (NMs)156. The process is shown in Fig. 13a. First, a stripe-shaped photoresist was patterned on the sapphire substrate. Next, amorphous alumina was deposited by ALD and selectively etched by H3PO4. After all photoresists were removed, cavity-incorporated amorphous alumina was crystallized into a single crystalline sapphire by thermal annealing. Finally, the micro-LED array could be selectively formed on the sapphire NM without introducing an etching process. Although GaN was also grown on the spacing region between patterned Al2O3, the primary growth happened on the sapphire nano-membranes due to a more elevated position (~2 μm difference). Based on the above process, 4 μm × 16 μm micro-LEDs were demonstrated with suppressed threading dislocation density and higher IQE. Oh et al. further innovated the multiple-sapphire nanomembrane (MSNM) technique, which allowed micro-LED direct growth with the merits of plasma-free pixelation, stress weakening, reduced threading dislocation density, and rapid transfer157.

a Fabrication process flow, b TEM images of micro-LEDs grown on sapphire nano-membranes. Reproduced from ref. 156 © 2020, S. Lee et al. under the terms of the Creative Commons Attribution 4.0 License
Bai et al. proposed the confined selective epitaxy (CSE) approach for ultra-small micro-LED direct growth with precise dimension control158. For the conventional SAE method, thin dielectric masks were widely used to confine the epitaxy growth in the selective area until the growth was above the masks. The growth was then towards an unconfined manner along both vertical and lateral directions. However, for the CSE approach, epitaxial growth was always confined without the lateral direction of growth. Figure 14a–c shows the schematic of this innovation. A 500 nm PECVD-SiO2 was grown on the n-GaN template. With photolithography and etching processes, SiO2 microholes were formed. Subsequently, benefitting from the SiO2 patterning, the LED structure was selectively formed in the region without the SiO2 and insulated each other. The epitaxy growth thickness was around 500 nm, similar to that of the SiO2 mask. Therefore, the overall growth was confined entirely in the microholes, and the core-shell structure would not be formed under the CSE method. Without the lateral direction growth, the pixel size, shape, and spacing could be fully controlled as the initial design. Figure 14d, e show the top-view and cross-sectional SEM images of fabricated micro-LED arrays with a diameter of 3.6 μm and an interval of 2 μm. The peak EQE of 3.6 μm micro-green LEDs was around 6%. Feng et al. further utilized the CSE to achieve 2 μm InGaN-based red micro-LEDs with a wavelength of around 642 nm and peak EQE of 1.75%. Compared to the LED grown on the planar n-GaN template, the LED grown with the CSE method could achieve better strain relaxation and higher QW indium composition159. Besides, Esendag et al. demonstrated the leakage current of micro-LEDs could be significantly suppressed by employing the CSE process160. The above CSE method was further utilized to integrate micro-LEDs and HEMTs for display and communication applications161.

Schematic of the process flow (a) SiO2 deposition, (b) SiO2 mask patterning, and (c) micro-LED array overgrowth. d Top-view and e cross-sectional SEM images of micro-LED arrays. Reproduced from ref. 158 © 2020, American Chemical Society under the terms of the Creative Commons Attribution 4.0 License
In summary, the selective area epitaxy offers new approaches for the future fabrication of efficient micro-LEDs and has significant research value. However, it should be noted that although the selective area epitaxy processes mentioned above do not involve any RIE damage, this does not mean that fully defect-free will necessarily be achieved at the interface. At pixel boundaries (such as the LED/SiO2 interface), the material quality and defect distribution may require further research and optimization.
Ion implantation
Ion implantation is widely used in the semiconductor device process and has recently been employed for micro-LED pixelation by selectively insulating current injection regions. Xu et al. utilized a dual-energy F− implantation to produce lattice disorder, selectively resulting in a resistive n-GaN electron injection layer. The 10 μm blue micro-LED array was fabricated, performing better than the non-treated broad-area LED162. Furthermore, after optimizing the implantation conditions, 6 μm blue micro-LEDs with more than 10% EQE were realized by Xu et al.163. Besides, Xu et al. demonstrated that heavy ions may be more suitable for micro-LED pixelation due to more stable optical and electrical isolation and better process reliability. The poor thermal stability of light hydrogen (H+) ions limited the device performance164. Furthermore, F− ion implantation was also employed by Ye et al. to insulate the p-GaN for micro-LED pixelation165. Besides, Hsu employed Ar+ ion implantation to insulate the p-GaN for the micro-LED pixelation process166. Slawinska et al. used He+ implantation on the tunnel junction to define micro-LED aperture167. Noor Elahi et al. theoretically studied the current and light crosstalk in ion implantation fabricated micro-LEDs168.
Park et al. reported a tailored ion implantation (TIIP) method to fabricate high-efficiency sub-micro LEDs with the line/space 0.5/0.5 μm, which corresponded to 8500 ppi resolution (RGB)169. Figure 15a–c shows the schematic illustrations of micro-LED pixelation by mesa-etching, IIP, and TIIP methods. The lateral spreading of implanted ions illustrated in Fig. 15d was significantly suppressed after optimizing ion implantation conditions (called TIIP). It was demonstrated that to achieve higher pixelation contrast, a thin implantation mask thickness was critical. A 0° tilt implantation angle and heavier ions were also significant. The implantation temperature should be well-optimized to suppress the vacancy generation, as shown in Fig. 15e. Besides, the minimal ion energy and implantation dose are advised to be used.

Schematic diagrams of (a) micro-LEDs fabricated by plasma etching, (b) micro-LEDs fabricated by ion-implantation, (c) micro-LEDs fabricated by tailored ion implantation, (d) ion scattering at the mask edge, and (e) effect of implantation temperature on the vacancy generation. Reproduced with permission from ref. 169 © 2021, J. Park et al
Moreover, Moon et al. developed a tailored He-based focused ion beam (FIB) irradiation technique to fabricate the micro-LED with a size down to 0.5 μm. The FIB irradiation resulted in optical quenching and electrical isolation effects for micro-LED pixel definition without suffering the conventional etching damage. It is a promising technique for maskless and etching-free ultra-small micro-LED fabrication170.
Neutral beam etching and atomic layer etching
As discussed in the previous section, ion bombardment and UV photon irradiation are two significant factors contributing to sidewall damage in the conventional ICP-RIE process. However, these issues can be overcome by the neutral beam etching (NBE) technique. The NBE setup could effectively neutralize charged particles and block UV photon emission by a carbon aperture between the plasma and the etching chamber. Therefore, a neutral beam with precisely controlled kinetic energy is produced for micro-LED mesa etching171,172,173. Wang et al. employed the NBE to achieve 3.5 μm blue micro-LED with ultra-high peak EQE (37.5% measured by integration sphere and 26% measured by photodiode). Compared with the conventional ICP fabricated micro-LED, the NBE-fabricated device showed negligible surface nonradiative recombination. It eliminated the effect that micro-LED efficiency was seriously suppressed by the mesa size174. Lo and Hsu et al. also observed the size dependence of micro-LED efficiency is smaller in the NBE samples than in the ICP-RIE175,176. Based on the above results, the NBE process may become a significant technique in ultra-small micro-LED fabrication for tiny micro-displays. Furthermore, Ishihara, Ohori, et al. investigated the hydrogen iodide (HI) neutral beam as a new etching gas to replace the conventional Cl2. It was demonstrated that the HI-NB could provide a high etching rate without residual attachment on the etched surface. The defect generation was also significantly suppressed when using a HI-neutral beam for surface etching177,178. Therefore, it was expected to be a promising NBE source applied to micro-LED fabrication. However, Lo et al. found that NBE offers a more vertical mesa sidewall compared to ICP-RIE, which may reduce micro-LED LEE175. This issue needs to be noted in future optimizations of NBE-based micro-LED processes.
Atomic layer etching (ALE) could achieve material etching layer by layer via rapidly switching the plasma source and controlling etching power, which produces extremely low damage and a smooth surface after etching179. Therefore, it is considered a critical technique for potentially eliminating micro-LED sidewall effects180. We have recently verified that ALE can effectively remove the plasma damage layer in n-AlGaN and promote better metal contact181. However, there have been few reports about the ALE applied in micro-LEDs until now, and more exploration is needed.
Metal-assisted chemical etching
Metal-assisted chemical etching (MacEtch) serves as an open-circuit anisotropic etching technique that avoids plasma damage. Its core mechanism involves three key steps: (1) photogenerated carriers, where the photons need to have a higher energy than the material’s bandgap; (2) the use of a metal catalyst to induce localized charge separation, leading to material oxidation; and (3) the removal of the oxidized material using an acid or base182. Recently, Chan et al. demonstrated the fabrication of micro-LEDs using the MacEtch process182. In their approach, HCl-based acid served as the etchant, and Ru was used as the metal catalyst. 5 μm blue micro-LEDs with an EQE exceeding 15% were successfully achieved. However, it was reported that p-type III-N materials were not efficiently etched using their MacEtch method. As a result, RIE was applied prior to MacEtch to remove the p-type materials.
Selective insulation by plasma
In addition to the ion implantation method mentioned above, utilizing plasma treatment can also insulate specific areas of micro-LED, thereby achieving pixelation without physical insulation by etching. Massoubre et al. investigated the current blocking effect of CHF3, CF4, and H2 plasma treatment on p-GaN samples. The lowest p-GaN conduction was found after the CHF3 plasma treatment. The current blocking effect was explained from carrier concentration and metal contact perspectives: de-activation of Mg acceptors by hydrogen and increased metal-semiconductor barrier energy183. Zhuang et al. demonstrated ultra-small InGaN-based micro green, blue, and red LED arrays by selective passivation of p-GaN using PECVD-H2 plasma184,185. The pixel size was down to 4 and 5 μm. The schematics of fabrication processes are shown in Fig. 16a–c. In the process, the patterned ITO was used to block H2 plasma entering into pixels. Meanwhile, other areas of p-GaN were passivated by the H2 plasma and became insulated, thus suppressing hole injection from these regions. A second deposited ITO was then used to connect each pixel and spread the current. Figure 16d shows EL emission images of InGaN-based red, green, and blue micro-LED arrays with a pixel size of 5 μm. However, calculated from a modified TLM model, hydrogen atoms had a 1.76 µm diffusion length in this study, which theoretically limited the minimum pixel size. A significant degradation was found in micro-LEDs when the pixel size was reduced to 2.7 µm.

Schematic of the process flow (a) ITO patterning as contact and treatment mask, (b) H2 plasma treatment, and (c) second deposition of ITO to connect pixels. d EL emission images of RGB monochromatic micro-LED arrays with a 5 μm size. Reproduced with permission from ref. 184 © 2021, Chinese Laser Press
Selective thermal oxidation
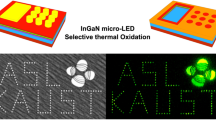
Recently, a novel etching-free technique, called selective thermal oxidation (STO), was proposed for the definition of micro-LED pixels186. The whole fabrication process is shown in Fig. 17a. The STO intentionally oxidized and thus inactivated areas between pixels, generating arrays of pixels without the use of plasma etching. Meanwhile, a thick SiO2 served as the protective layer to prevent the pixel areas from oxidation. Based on the STO process, the 10 µm pixel array exhibited a low leakage current density of 1.2 × 10−6 A cm−2 at −10 V voltage and a peak on-wafer external quantum efficiency of approximately 6.48%. The luminescent image of a pattern combined with 10 µm pixels is shown in Fig. 17b. Aiming at tiny micro-displays such as AR/VR, 2.3 µm micro-LED pixelation was preliminarily demonstrated, as shown in Fig. 17c. Besides, the STO can be directly applied to the fabrication of individual micro-LEDs and is fully compatible with the mass transfer process for full-color display. However, in selective thermal oxidation, the oxidation process may lead to the degradation of p-contact performance and device efficiency, even with SiO2 protection. Relevant solutions are expected to be proposed in the future.

a Schematic of the fabrication process flow, b 10 µm pixel display schematic diagram, c SEM images of 2.3 µm micro-LED pixelation by STO. Reproduced from ref. 186 © 2024, Z. Liu et al. under the terms of the Creative Commons Attribution 4.0 License
In summary, various pixel definition methods without conventional plasma etching have recently been proposed. These methods offer more strategies for micro-LED fabrication. Due to the removal of the ICP-RIE process, micro-LED pixels exhibited unique performance and physical characteristics, which suggested that they are promising techniques for fabricating highly efficient micro-LEDs in the future. However, it is worth noting that these methods are still in the early stages of validation and development, and various issues remain as discussed above. More in-depth understanding of mechanisms and condition optimization of these methods are expected in the future to enhance device performance and solve limitations. Even with the introduction of “damage-free” concepts and techniques, we still need to continue developing “sidewall engineering” based on the RIE process. Advancing micro-LED fabrication technologies with and without RIE in parallel is beneficial for mutual comparison and competition.
Conclusion
Figure 18a–g and Table 1 conclude advanced fabrication technologies for InGaN micro-LEDs discussed in this work. The cited references are classic examples of the techniques employed. More comprehensive references are provided in the previous discussion. Table 2 summarizes state-of-the-art blue micro-LED (1–10 μm) performance based on RIE mesa insulation and sidewall treatment. The symbol “~“ indicates that the data was re-calculated or estimated from the figures in the references and is provided for reference only. The information shows that optimizing etching conditions, removing sidewall damage layers, passivating the sidewall surface, etc. processes are crucial for achieving high-performance micro-LEDs. It is worth mentioning that Yu et al. achieved an EQE of 13.02% for 1 µm blue micro-LEDs, while Xu et al. achieved an EQE of 22.3% for blue micro-LEDs with a size of 1.3 × 1.5 µm2 56,129. In addition, using similar process methods, Xu et al. and Yu et al. demonstrated EQE of 19.3% for 1.3 × 1.5 µm2 micro green LEDs and 9.57% for 1 µm micro green LEDs, respectively. For InGaN red micro-LEDs, poor material quality is the primary factor limiting device efficiency. Recently, Li et al. achieved a 5.5% EQE for a 10 µm micro-LED with a wavelength of 601 nm86. Li et al. also achieved a 4.5% EQE for a 5 µm InGaN red micro-LED187. Lim et al. demonstrated a 0.44% EQE for a 5 µm micro-LED with a wavelength of 643 nm188. Yu et al. achieved a 0.86% EQE for a 1 µm micro-LED with a wavelength of 613.6 nm on a GaN substrate189. Table 3 summarizes state-of-the-art micro-LED (1–10 μm) performance based on the RIE-free micro-LED fabrication approaches. It is worth highlighting that Xu et al. achieved an EQE of 20.4% for 10 μm blue micro-LEDs using an ion implantation approach163. Wang et al. realized an EQE of 37.5% for 3.5 μm blue micro-LEDs by utilizing a neutral beam etching technique174. These high-level validations fully demonstrate the effectiveness of the RIE-free micro-LED fabrication process. It is important to note that EQE is affected by several factors such as the epitaxial quality of the material and device packaging. As a result, the merits of the technique should not be evaluated solely based on EQE values. Both RIE-based sidewall engineering and RIE-free techniques offer valuable insights for the future development of high-performance micro-LEDs. These techniques hold potential for further advancement and may significantly impact the next-generation micro-LED display market.

a Surface passivation, b damaged layer removal, c current path control, d damage-free etching, e selective area epitaxy, f ion and plasma implantation, g selective thermal oxidation
In summary, we have investigated the impact of plasma damage on InGaN-based micro-LEDs and analyzed related mechanisms and models. Various device processes to improve micro-LED efficiency have been reviewed. Besides, novel “damage-free” processes for micro-LED fabrication have been investigated. We aim this work to provide the community with a more profound knowledge of physics and solutions to the micro-LED sidewall effect. This will be beneficial for achieving high-efficiency, ultra-small, and low-cost micro-LEDs in the near future. The related techniques can extend to other III-nitride electronics and optoelectronics to optimize device performance.
References
Anwar, A. R. et al. Recent progress in micro-LED-based display technologies. Laser Photonics Rev. 16, 2100427 (2022).
Chen, Z., Yan, S. K. & Danesh, C. MicroLED technologies and applications: characteristics, fabrication, progress, and challenges. J. Phys. D: Appl. Phys. 54, 123001 (2021).
Huang, Y. et al. Mini-LED, Micro-LED and OLED displays: present status and future perspectives. Light Sci. Appl. 9, 105 (2020).
Ryu, J. E. et al. Technological breakthroughs in chip fabrication, transfer, and color conversion for high-performance micro-LED displays. Adv. Mater. 35, 2204947 (2023).
Parbrook, P. J. et al. Micro-light emitting diode: from chips to applications. Laser Photonics Rev. 15, 2000133 (2021).
Horng, R. H. et al. Study on the effect of size on InGaN red micro-LEDs. Sci. Rep. 12, 1324 (2022).
Konoplev, S. S., Bulashevich, K. A. & Karpov, S. Y. From large-size to micro-LEDs: scaling trends revealed by modeling. Phys. Status Solidi (A) 215, 1700508 (2018).
James Singh, K. et al. Micro-LED as a promising candidate for high-speed visible light communication. Appl. Sci. 10, 7384 (2020).
Lan, H. Y. et al. High-speed integrated micro-LED array for visible light communication. Opt. Lett. 45, 2203–2206 (2020).
Ley, R. T. et al. Revealing the importance of light extraction efficiency in InGaN/GaN microLEDs via chemical treatment and dielectric passivation. Appl. Phys. Lett. 116, 251104 (2020).
Choi, H. et al. Fabrication and performance of parallel-addressed InGaN micro-LED arrays. IEEE Photonics Technol. Lett. 15, 510–512 (2003).
Choi, H. W. et al. Mechanism of enhanced light output efficiency in InGaN-based microlight emitting diodes. J. Appl. Phys. 93, 5978–5982 (2003).
Ryu, H. Y., Pyo, J. & Ryu, H. Y. Light extraction efficiency of GaN-based micro-scale light-emitting diodes investigated using finite-difference time-domain simulation. IEEE Photonics J. 12, 1600110 (2020).
Wolter, S. et al. Size-dependent electroluminescence and current-voltage measurements of blue ingan/gan µleds down to the submicron scale. Nanomaterials 11, 836 (2021).
Park, J. H. et al. Interplay of sidewall damage and light extraction efficiency of micro-LEDs. Opt. Lett. 47, 2250–2253 (2022).
González-Izquierdo, P. et al. Influence of shape and size on GaN/InGaN μLED light emission: a competition between sidewall defects and light extraction efficiency. ACS Photonics 10, 4031–4037 (2023).
Xie, E. Y. et al. Strain relaxation in InGaN/GaN micro-pillars evidenced by high resolution cathodoluminescence hyperspectral imaging. J. Appl. Phys. 112, 013107 (2012).
Demangeot, F. et al. Optical investigation of micrometer and nanometer-size individual GaN pillars fabricated by reactive ion etching. J. Appl. Phys. 91, 6520–6523 (2002).
Zhan, J. L. et al. Investigation on strain relaxation distribution in GaN-based μLEDs by Kelvin probe force microscopy and micro-photoluminescence. Opt. Express 26, 5265–5274 (2018).
Dai, L. et al. Comparison of optical transitions in InGaN quantum well structures and microdisks. J. Appl. Phys. 89, 4951–4954 (2001).
Zheng, X. et al. Inhomogeneous light emission from the vertical structured blue micro-LEDs. IEEE Photonics Technol. Lett. 35, 1006–1009 (2023).
Zhang, C. Q. et al. Strain relaxation effect on the peak wavelength of blue InGaN/GaN multi-quantum well micro-LEDs. Appl. Sci. 12, 7431 (2022).
Park, J. H. et al. Dislocation suppresses sidewall-surface recombination of micro-LEDs. Laser Photonics Rev. 17, 2300199 (2023).
Lee, D. H. et al. Improving the leakage characteristics and efficiency of GaN-based micro-light-emitting diode with optimized passivation. ECS J. Solid State Sci. Technol. 9, 055001 (2020).
Olivier, F. et al. Influence of size-reduction on the performances of GaN-based micro-LEDs for display application. J. Lumin. 191, 112–116 (2017).
Chen, P. W. et al. On the mechanism of carrier recombination in downsized blue micro-LEDs. Sci. Rep. 11, 22788 (2021).
Jia, Y. R. et al. Impact of the surface recombination on the thermal properties for GaN-based μLEDs. IEEE Photonics Technol. Lett. 35, 1111–1114 (2023).
Liu, Y. B. et al. Analysis of size dependence and the behavior under ultrahigh current density injection condition of GaN-based Micro-LEDs with pixel size down to 3 μm. J. Phys. D: Appl. Phys. 55, 315107 (2022).
Tian, W. Y. & Li, J. H. Size-dependent optical-electrical characteristics of blue GaN/InGaN micro-light-emitting diodes. Appl. Opt. 59, 9225–9232 (2020).
Smith, J. M. et al. Comparison of size-dependent characteristics of blue and green InGaN microLEDs down to 1 μm in diameter. Appl. Phys. Lett. 116, 071102 (2020).
Shin, Y. et al. Investigation and direct observation of sidewall leakage current of InGaN-based green micro-light-emitting diodes. Opt. Express 30, 21065–21074 (2022).
Park, J. H. et al. Impact of sidewall conditions on internal quantum efficiency and light extraction efficiency of micro-LEDs. Adv. Optical Mater. 11, 2203128 (2023).
Yang, F. et al. Optical and microstructural characterization of Micro-LED with sidewall treatment. J. Phys. D: Appl. Phys. 55, 435103 (2022).
Son, K. R. et al. Investigation of sidewall passivation mechanism of InGaN-based blue microscale light-emitting diodes. Appl. Surf. Sci. 584, 152612 (2022).
Jiang, F. L. et al. Role of intrinsic surface states in efficiency attenuation of GaN-based micro-light-emitting-diodes. Phys. Status Solidi (RRL) – Rapid Res. Lett. 15, 2000487 (2021).
Lymperakis, L. et al. Hidden surface states at non-polar GaN (101¯) facets: intrinsic pinning of nanowires. Appl. Phys. Lett. 103, 152101 (2013).
Bartoš, I. et al. Electron band bending of polar, semipolar and non-polar GaN surfaces. J. Appl. Phys. 119, 105303 (2016).
Seong, T. Y. & Amano, H. Surface passivation of light emitting diodes: from nano-size to conventional mesa-etched devices. Surf. Interfaces 21, 100765 (2020).
Zhu, Z. F. et al. Improved optical and electrical characteristics of GaN-based micro-LEDs by optimized sidewall passivation. Micromachines 14, 10 (2022).
Li, X. R. et al. Comparative analysis of microstructure, electrical and optical performance in sidewall etching process for GaN-based green micro-LED. J. Phys. D: Appl. Phys. 57, 375108 (2024).
Shul, R. J. et al. Inductively coupled plasma-induced etch damage of GaN p-n junctions. J. Vac. Sci. Technol. A 18, 1139–1143 (2000).
Cao, X. A. et al. Electrical effects of plasma damage in p-GaN. Appl. Phys. Lett. 75, 2569–2571 (1999).
Yamada, S. et al. Depth profiling of surface damage in n-type GaN induced by inductively coupled plasma reactive ion etching using photo-electrochemical techniques. Appl. Phys. Express 13, 106505 (2020).
Yamada, S. et al. Reduction of plasma-induced damage in n-type GaN by multistep-bias etching in inductively coupled plasma reactive ion etching. Appl. Phys. Express 13, 016505 (2020).
Nakano, Y., Kawakami, R. & Niibe, M. Generation of electrical damage in n-GaN films following treatment in a CF4 plasma. Appl. Phys. Express 10, 116201 (2017).
Haberer, E. D. et al. Enhanced diffusion as a mechanism for ion-induced damage propagation in GaN. J. Vac. Sci. Technol. B 19, 603–608 (2001).
Minami, M. et al. Analysis of GaN damage induced by Cl2/SiCl4/Ar plasma. Jpn. J. Appl. Phys. 50, 08JE03 (2011).
Finot, S. et al. Surface recombinations in III-nitride micro-LEDs probed by photon-correlation cathodoluminescence. ACS Photonics 9, 173–178 (2022).
Wang, Z. et al. Size-dependent sidewall defect effect of GaN blue micro-LEDs by photoluminescence and fluorescence lifetime imaging. Opt. Lett. 48, 4845–4848 (2023).
Yang, H. F. et al. Power-dependent optical characterization of the InGaN/GaN-based micro-light-emitting-diode (LED) in high spatial resolution. Nanomaterials 13, 2014 (2023).
Yu, J. C. et al. Investigations of sidewall passivation technology on the optical performance for smaller size GaN-based micro-LEDs. Crystals 11, 403 (2021).
Guo, W. J. et al. Origins of inhomogeneous light emission from GaN-based flip-chip green micro-LEDs. IEEE Electron Device Lett. 40, 1132–1135 (2019).
Lee, I. H. et al. Degradation by sidewall recombination centers in GaN blue micro-LEDs at diameters<30µm. J. Alloy. Compd. 921, 166072 (2022).
Kim, D. H. et al. Combined effects of V pits and chip size on the electrical and optical properties of green InGaN-based light-emitting diodes. J. Alloy. Compd. 796, 146–152 (2019).
Lai, S. Q. et al. The impacts of sidewall passivation via atomic layer deposition on GaN-based flip-chip blue mini-LEDs. J. Phys. D: Appl. Phys. 55, 374001 (2022).
Yu, L. M. et al. Ultra-small size (1–20 μm) blue and green micro-LEDs fabricated by laser direct writing lithography. Appl. Phys. Lett. 121, 042106 (2022).
Olivier, F. et al. Shockley-read-hall and auger non-radiative recombination in GaN based LEDs: a size effect study. Appl. Phys. Lett. 111, 022104 (2017).
Lee, T. Y. et al. Increase in the efficiency of III-nitride micro LEDs by atomic layer deposition. Opt. Express 30, 18552–18561 (2022).
Jia, X. T. et al. A simulation study on the enhancement of the efficiency of GaN-based blue light-emitting diodes at low current density for micro-LED applications. Mater. Res. Express 6, 105915 (2019).
Bulashevich, K. A., Konoplev, S. S. & Karpov, S. Y. Effect of die shape and size on performance of III-nitride micro-LEDs: a modeling study. Photonics 5, 41 (2018).
Lu, S. Q. et al. Designs of InGaN micro-LED structure for improving quantum efficiency at low current density. Nanoscale Res. Lett. 16, 99 (2021).
Yan, G. W. et al. Exploring superlattice DBR effect on a micro-LED as an electron blocking layer. Opt. Express 29, 26255–26264 (2021).
Hang, S. et al. On the impact of the beveled mesa for GaN-based micro-light emitting diodes: electrical and optical properties. Opt. Express 30, 37675–37685 (2022).
Chang, L. et al. Alternative strategy to reduce surface recombination for InGaN/GaN Micro-light-emitting diodes—thinning the quantum barriers to manage the current spreading. Nanoscale Res. Lett. 15, 160 (2020).
Shao, H. et al. Step-type quantum wells with slightly varied InN composition for GaN-based yellow micro light-emitting diodes. Appl. Opt. 60, 3006–3012 (2021).
Kou, J. Q. et al. Impact of the surface recombination on InGaN/GaN-based blue micro-light emitting diodes. Opt. Express 27, A643–A653 (2019).
Yang, C. et al. GaN vertical-channel junction field-effect transistors with regrown p-GaN by MOCVD. IEEE Trans. Electron Devices 67, 3972–3977 (2020).
Sun, H. D. et al. Surface-passivated AlGaN nanowires for enhanced luminescence of ultraviolet light emitting diodes. ACS Photonics 5, 964–970 (2018).
He, J. L. et al. On-wafer fabrication of cavity mirrors for InGaN-based laser diode grown on Si. Sci. Rep. 8, 7922 (2018).
Lai, Y. Y. et al. The study of wet etching on GaN surface by potassium hydroxide solution. Res. Chem. Intermed. 43, 3563–3572 (2017).
Zhang, P. et al. External quantum efficiency enhancement of InGaN-based quantum dot green micro-light-emitting diode arrays by fabricating full-a-sided triangular mesa. ACS Photonics 10, 4401–4407 (2023).
Itoh, M. et al. Straight and smooth etching of GaN (1100) plane by combination of reactive ion etching and KOH wet etching techniques. Jpn. J. Appl. Phys. 45, 3988 (2006).
Fujii, T. et al. Increase in the extraction efficiency of GaN-based light-emitting diodes via surface roughening. Appl. Phys. Lett. 84, 855–857 (2004).
Choi, H. W. et al. High extraction efficiency InGaN micro-ring light-emitting diodes. Appl. Phys. Lett. 83, 4483–4485 (2003).
Zhuang, Z. et al. 630-nm red InGaN micro-light-emitting diodes (<20 μm × 20 μm) exceeding 1 mW/mm2 for full-color micro-displays. Photonics Res. 9, 1796–1802 (2021).
Wong, M. S. et al. Size-independent peak efficiency of III-nitride micro-light-emitting-diodes using chemical treatment and sidewall passivation. Appl. Phys. Express 12, 097004 (2019).
Tang, B. et al. Insights into the influence of sidewall morphology on the light extraction efficiency of mini-LEDs. IEEE Photonics J. 11, 8200907 (2019).
Zhang, S. H. et al. Study on the Influence of KOH Wet Treatment on Red μLEDs. Crystals 13, 1611 (2023).
Huang, Z. et al. Modulation bandwidth improvement of GaN-based green micro-LEDs array by polarization-induced p-type doping. Appl. Phys. Lett. 121, 031101 (2022).
Wan, H. et al. Revealing the role of sidewall orientation in wet chemical etching of GaN-based ultraviolet light-emitting diodes. Nanomaterials 9, 365 (2019).
Sang, Y. M. et al. Monolithic integration of GaN-based green micro-LED and quasi-vertical MOSFET utilizing a hybrid tunnel junction. IEEE Electron Device Lett. 44, 1156–1159 (2023).
Tsai, C. F., Su, Y. K. & Lin, C. L. Further improvement in the light output power of InGaN-based light emitting diodes by patterned sapphire substrate with KOH wet-chemical etching on sidewall. Jpn. J. Appl. Phys. 51, 01AG04 (2012).
Kong, D. J. et al. InGaN/GaN microcolumn light-emitting diode arrays with sidewall metal contact. Opt. Express 21, 22320–22326 (2013).
Han, D. et al. Morphologies and optical and electrical properties of InGaN/GaN micro-square array light-emitting diode chips. Appl. Opt. 57, 2835–2840 (2018).
Xu, F. F. et al. High-performance semi-polar InGaN/GaN green micro light-emitting diodes. IEEE Photonics J. 12, 2500107 (2020).
Li, P. P. et al. InGaN amber micrometer-scale light-emitting diodes with a peak external quantum efficiency of 5.5. Appl. Phys. Express 16, 064002 (2023).
Zhou, L. et al. Brief review of surface passivation on III-V semiconductor. Crystals 8, 226 (2018).
Yang, Y. & Cao, X. A. Complete suppression of surface leakage currents in microperforated blue light-emitting diodes. Appl. Phys. Lett. 95, 011109 (2009).
Jeng, M. J. et al. Effective suppression of surface recombination of AlGaInP light-emitting diodes by sulfur passivation. Jpn. J. Appl. Phys. 46, L291–L293 (2007).
Choi, W. H. et al. Sidewall passivation for InGaN/GaN nanopillar light emitting diodes. J. Appl. Phys. 116, 013103 (2014).
Leem, Y. C. et al. Enhancement of optical output power of light-emitting diodes with photonic crystals in InGaN/GaN multiple quantum wells by sulfide passivation. ECS J. Solid State Sci. Technol. 3, Q153–Q156 (2014).
Yang, Y. & Cao, X. A. Removing plasma-induced sidewall damage in GaN-based light-emitting diodes by annealing and wet chemical treatments. J. Vac. Sci. Technol. B 27, 2337–2341 (2009).
Polyakov, A. et al. Post dry etching treatment of nanopillar GaN/InGaN multi-quantum-wells. J. Alloy. Compd. 868, 159211 (2021).
Le Maoult, C. et al. Analysis of InGaN surfaces after chemical treatments and atomic layer deposition of Al2O3 for µLED applications. Proceedings of SPIE 11280, Gallium Nitride Materials and Devices XV. San Francisco, CA, USA: SPIE, 2020, 112801C.
Martinez, G. L. et al. Surface recombination and sulfide passivation of GaN. J. Electron. Mater. 29, 325–331 (2000).
Nguyen, H. P. T., Djavid, M. & Mi, Z. T. Nonradiative recombination mechanism in phosphor-free GaN-based nanowire white light emitting diodes and the effect of ammonium sulfide surface passivation. ECS Trans. 53, 93–100 (2013).
Bui, H. Q. T. et al. High-performance nanowire ultraviolet light-emitting diodes with potassium hydroxide and ammonium sulfide surface passivation. Appl. Opt. 59, 7352–7356 (2020).
Frost, T. et al. Monolithic electrically injected nanowire array edge-emitting laser on (001) silicon. Nano Lett. 14, 4535–4541 (2014).
Huh, C. et al. Effects of sulfur treatment on electrical and optical performance of InGaN/GaN multiple-quantum-well blue light-emitting diodes. Appl. Phys. Lett. 78, 1766–1768 (2001).
Gandrothula, S. et al. Optical and electrical characterizations of micro-LEDs grown on lower defect density epitaxial layers. Appl. Phys. Lett. 119, 031102 (2021).
Zhu, J. H. et al. Fabrication and optical characterization of GaN-based nanopillar light emitting diodes. Chin. Phys. Lett. 25, 3485–3488 (2008).
Xu, F. F. et al. Optimized InGaN/GaN quantum structure for high-efficiency micro-LEDs displays with low current injection. IEEE Trans. Electron Devices 70, 4257–4263 (2023).
Back, J. et al. High efficiency blue InGaN microcavity light-emitting diode with a 205 nm ultra-short cavity. Appl. Phys. Lett. 118, 031102 (2021).
Zhao, C. et al. An enhanced surface passivation effect in InGaN/GaN disk-in-nanowire light emitting diodes for mitigating Shockley–Read–Hall recombination. Nanoscale 7, 16658–16665 (2015).
Jahangir, S. et al. Red-emitting (λ = 610 nm) In0.51Ga0.49N/GaN disk-in-nanowire light emitting diodes on silicon. IEEE J. Quantum Electron. 50, 530–537 (2014).
Wang, Z. J. et al. Improved performance of AlGaInP red micro light-emitting diodes by sidewall treatments of citric acid. IEEE Photonics J. 16, 8200307 (2024).
Huh, C. et al. Improvement in light-output efficiency of InGaN/GaN multiple-quantum well light-emitting diodes by current blocking layer. J. Appl. Phys. 92, 2248–2250 (2002).
Wu, P. C. et al. Enhanced light extraction of high-voltage light emitting diodes using a sidewall chamfer structure. IEEE Photonics J. 9, 8201409 (2017).
Zhuang, Z. et al. 606-nm InGaN amber micro-light-emitting diodes with an on-wafer external quantum efficiency of 0.56%. IEEE Electron Device Lett. 42, 1029–1032 (2021).
Sang, Y. M. et al. Optimizing Al composition in barriers for InGaN amber micro-LEDs with high wall-plug efficiency. IEEE Electron Device Lett. 45, 76–79 (2024).
Islam, A. B. M. H. et al. Generation of sidewall defects in InGaN/GaN blue micro-LEDs under forward-current stress. Appl. Phys. Lett. 121, 013501 (2022).
Yan, X. et al. Enhanced light extraction efficiency of GaN-based green micro-LED modulating by a thickness-tunable SiO2 passivation structure. Opt. Express 31, 39717–39726 (2023).
Liu, Y. B. et al. High-brightness InGaN/GaN micro-LEDs with secondary peak effect for displays. IEEE Electron Device Lett. 41, 1380–1383 (2020).
Yang, C. M. et al. Enhancement in light extraction efficiency of GaN-based light-emitting diodes using double dielectric surface passivation. Opt. Photonics J. 2, 185–192 (2012).
Wong, M. S. et al. High efficiency of III-nitride micro-light-emitting diodes by sidewall passivation using atomic layer deposition. Opt. Express 26, 21324–21331 (2018).
Lai, S. Q. et al. Improved modulation bandwidth of blue mini-LEDs by atomic-layer deposition sidewall passivation. IEEE Trans. Electron Devices 69, 4936–4943 (2022).
Kang, I. B., Han, C. W. & Jeong. J. K. Advanced Display Technology: Next Generation Self-Emitting Displays. (Singapore: Springer, 2021).
Huang, H. H. et al. Investigation on reliability of red micro-light emitting diodes with atomic layer deposition passivation layers. Opt. Express 28, 38184–38195 (2020).
Chen, D. B. et al. Improved electro-optical and photoelectric performance of GaN-based micro-LEDs with an atomic layer deposited AlN passivation layer. Opt. Express 29, 36559–36566 (2021).
Shen, M. C. et al. Improve characteristics of GaN-based green mini-LEDs with double dielectric sidewall passivation. Phys. Scr. 98, 115524 (2023).
Yang, C. M. et al. Improvement in electrical and optical performances of gan-based LED with SiO2Al2O3 double dielectric stack layer. IEEE Electron Device Lett. 33, 564–566 (2012).
Ghods, A., Zhou, C. L. & Ferguson, I. T. Enhancement in electrical and optical properties of field-effect passivated GaN blue light emitting diodes. Semiconductor Sci. Technol. 36, 115018 (2021).
Cho, H. et al. Efficiency enhancement of submicron-size light-emitting diodes by triple dielectric layers. J. Soc. Inf. Disp. 31, 289–297 (2023).
Sheen, M. et al. Highly efficient blue InGaN nanoscale light-emitting diodes. Nature 608, 56–61 (2022).
Huang, W. J., Miao, X. Y. & Liu, Z. J. Investigations of sidewall passivation using the sol-gel method on the optoelectronic performance for blue InGaN micro-LEDs. Micromachines 14, 566 (2023).
Lee, J. M. et al. Dry-etch damage and its recovery in InGaN/GaN multi-quantum-well light-emitting diodes. Semiconductor Sci. Technol. 18, 530–534 (2003).
Jin, Y. K. et al. Luminescence efficiency improvement of small-size micro light-emitting diodes by a digital etching technology. Opt. Lett. 47, 6277–6280 (2022).
Liu, S. G. et al. Enhanced photoelectric performance of GaN-based Micro-LEDs by ion implantation. Optical Mater. 121, 111579 (2021).
Xu, F. F. et al. Ultra-small size Micro-LEDs with enhanced efficiency for near-eye display. IEEE Electron Device Lett. 45, 1241–1244 (2024).
Hahn, Y. B. et al. High-density plasma-induced etch damage of InGaN/GaN multiple quantum well light-emitting diodes. J. Appl. Phys. 92, 1189–1194 (2002).
Tian, P. F. et al. Size-dependent efficiency and efficiency droop of blue InGaN micro-light emitting diodes. Appl. Phys. Lett. 101, 231110 (2012).
Zhang, Y. D. et al. A polarization mismatched p-GaN/p-Al0.25Ga0.75N/p-GaN structure to improve the hole injection for GaN based micro-LED with secondary etched mesa. Chin. Phys. B 32, 018509 (2023).
Behrman, K. & Kymissis, I. Enhanced microLED efficiency via strategic pGaN contact geometries. Opt. Express 29, 14841–14852 (2021).
Chen, Y. F. et al. Is it possible to make thin p-GaN layer for AlGaN-based deep ultraviolet micro light emitting diodes? IEEE Electron Device Lett. 45, 316–319 (2024).
Huang, S. C. et al. Superior characteristics of microscale light emitting diodes through tightly lateral oxide-confined scheme. Appl. Phys. Lett. 110, 021108 (2017).
Zhang, M. Y. et al. A buried high k insulator for suppressing the surface recombination for GaN-based micro-light-emitting diodes. IEEE Trans. Electron Devices 69, 3213–3216 (2022).
Malinverni, M., Martin, D. & Grandjean, N. InGaN based micro light emitting diodes featuring a buried GaN tunnel junction. Appl. Phys. Lett. 107, 051107 (2015).
Hang, S. et al. Artificially formed resistive ITO/p-GaN junction to suppress the current spreading and decrease the surface recombination for GaN-based micro-light emitting diodes. Opt. Express 29, 31201–31211 (2021).
Kirilenko, P. et al. InGaN-based green micro-LED efficiency enhancement by hydrogen passivation of the p-GaN sidewall. Appl. Phys. Express 15, 084003 (2022).
Yin, J. et al. Efficiency improvement by using metal–insulator-semiconductor structure in InGaN/GaN micro-light-emitting diodes. Front. Optoelectron. 17, 8 (2024).
Liu, Y. B. et al. Identifying the role of carrier overflow and injection current efficiency in a GaN-based micro-LED efficiency droop model. Opt. Express 31, 17557–17568 (2023).
Sekiguchi, H., Kishino, K. & Kikuchi, A. Emission color control from blue to red with nanocolumn diameter of InGaN/GaN nanocolumn arrays grown on same substrate. Appl. Phys. Lett. 96, 231104 (2010).
Yang, G. F. et al. White-light emission from InGaN/GaN quantum well microrings grown by selective area epitaxy. Photonics Res. 4, 17–20 (2016).
Nami, M. et al. Tailoring the morphology and luminescence of GaN/InGaN core–shell nanowires using bottom-up selective-area epitaxy. Nanotechnology 28, 025202 (2017).
Gujrati, R. et al. Multiple shapes micro-LEDs with defect free sidewalls and simple liftoff and transfer using selective area growth on hexagonal boron nitride template. Adv. Mater. Technol. 8, 2300147 (2023).
Wu, Y. P. et al. InGaN micro-light-emitting diodes monolithically grown on Si: achieving ultra-stable operation through polarization and strain engineering. Light Sci. Appl. 11, 294 (2022).
Chen, W. J. et al. High-performance, single-pyramid micro light-emitting diode with leakage current confinement layer. Appl. Phys. Express 8, 032102 (2015).
Jiang, J. A. et al. Efficient carrier recombination in InGaN pyramidal µ-LEDs obtained through selective area growth. Photonics 8, 157 (2021).
Zhang, S. et al. Wafer-scale semipolar micro-pyramid lighting-emitting diode array. Crystals 11, 686 (2021).
Pandey, A. et al. N-polar InGaN/GaN nanowires: overcoming the efficiency cliff of red-emitting micro-LEDs. Photonics Res. 10, 1107–1116 (2022).
Pandey, A. et al. Strain-engineered N-polar InGaN nanowires: towards high-efficiency red LEDs on the micrometer scale. Photonics Res. 10, 2809–2815 (2022).
Pandey, A. et al. An ultrahigh efficiency excitonic micro-LED. Nano Lett. 23, 1680–1687 (2023).
Liu, X. H. et al. N-polar InGaN nanowires: breaking the efficiency bottleneck of nano and micro LEDs. Photonics Res. 10, 587–593 (2022).
Liu, X. H. et al. High efficiency InGaN nanowire tunnel junction green micro-LEDs. Appl. Phys. Lett. 119, 141110 (2021).
Pandey, A. et al. A red-emitting micrometer scale LED with external quantum efficiency> 8%. Appl. Phys. Lett. 122, 151103 (2023).
Lee, S. et al. A discrete core-shell-like micro-light-emitting diode array grown on sapphire nano-membranes. Sci. Rep. 10, 7506 (2020).
Oh, J. et al. Self-assembled size-tunable microlight-emitting diodes using multiple sapphire nanomembranes. ACS Appl. Mater. Interfaces 14, 25781–25791 (2022).
Bai, J. et al. A direct epitaxial approach to achieving ultrasmall and ultrabright InGaN micro light-emitting diodes (μLEDs). ACS Photonics 7, 411–415 (2020).
Feng, P. et al. A simple approach to achieving ultrasmall III-nitride microlight-emitting diodes with red emission. ACS Appl. Electron. Mater. 4, 2787–2792 (2022).
Esendag, V. et al. Investigation of electrical properties of InGaN-based micro-light-emitting diode arrays achieved by direct epitaxy. Phys. Status Solidi (a) 218, 2100474 (2021).
Cai, Y. F. et al. Direct epitaxial approach to achieve a monolithic on-chip integration of a HEMT and a single micro-LED with a high-modulation bandwidth. ACS Appl. Electron. Mater. 3, 445–450 (2021).
Xu, F. et al. Enhanced performance of vertical-structured InGaN micro-pixelated light-emitting-diode array fabricated using an ion implantation process. Opt. Lett. 44, 4562–4565 (2019).
Xu, F. et al. Implantation energy-and size-dependent light output of enhanced-efficiency micro-LED arrays fabricated by ion implantation. Opt. Express 29, 7757–7766 (2021).
Xu, F. et al. Monolithic high-performance micro-LEDs using planar-geometry pixelation process for high-resolution micro-display applications. Appl. Phys. Lett. 121, 241103 (2022).
Ye, J. Y. et al. Pixelation of GaN based Micro-LED arrays by tailoring injection energy and dose of fluorine ion implantation. J. Lumin. 261, 119903 (2023).
Hsu, Y. H. et al. Improved electrical properties of micro light-emitting diode displays by ion implantation technology. Discov. Nano 18, 48 (2023).
Slawinska, J. et al. Ion implantation of tunnel junction as a method for defining the aperture of III-nitride-based micro-light-emitting diodes. Opt. Express 30, 27004–27014 (2022).
Noor Elahi, A. M. & Xu, J. Electrical and optical modeling of gap-free III-nitride micro-LED arrays. AIP Adv. 10, 105028 (2020).
Park, J. et al. Electrically driven mid-submicrometre pixelation of InGaN micro-light-emitting diode displays for augmented-reality glasses. Nat. Photonics 15, 449–455 (2021).
Moon, J. H. et al. Electrically driven sub-micrometer light-emitting diode arrays using maskless and etching-free pixelation. Adv. Mater. 35, 2206945 (2023).
Wang, X. L. & Samukawa, S. Damage-free neutral beam etching for GaN micro-LEDs processing. Semiconductors Semimet. 106, 203–221 (2021).
Zhu, J. et al. Near-complete elimination of size-dependent efficiency decrease in GaN micro-light-emitting diodes. Phys. Status Solidi (a) 216, 1900380 (2019).
Zhang, K. X. et al. High-quality nanodisk of InGaN/GaN MQWs fabricated by neutral-beam-etching and GaN regrowth: towards directional micro-LED in top-down structure. Semiconductor Sci. Technol. 35, 075001 (2020).
Wang, X. L. et al. 3.5× 3.5 μm2 GaN blue micro-light-emitting diodes with negligible sidewall surface nonradiative recombination. Nat. Commun. 14, 7569 (2023).
Lo, Y. Y. et al. Performance comparison of InGaN-based 40–80 μm micro-LEDs fabricated with and without plasma etching. Mater. Today Adv. 22, 100485 (2024).
Hsu, Y. H. et al. Performance improvement of blue light micro-light emitting diodes (< 20 μm) by neutral beam etching process. Mater. Today Adv. 22, 100496 (2024).
Ishihara, T. et al. Hydrogen iodide (HI) neutral beam etching for InGaN/GaN micro-LED. 2022 IEEE 22nd International Conference on Nanotechnology. Palma de Mallorca, Spain: IEEE, 2022, 48-51.
Ohori, D. et al. Hydrogen iodide (HI) neutral beam etching characteristics of InGaN and GaN for micro-LED fabrication. Nanotechnology 34, 365302 (2023).
Ho, W. Y. et al. Atomic layer etching (ALE) of III-nitrides. Appl. Phys. Lett. 123, 062102 (2023).
Liu, A. C. et al. Increase in the efficiency of III-nitride micro-LEDs: atomic-layer deposition and etching. IEEE Nanotechnol. Mag. 15, 18–34 (2021).
Liu, Z. Y. et al. Significant improvement of n-contact performance and wall plug efficiency of AlGaN-based deep ultraviolet light-emitting diodes by atomic layer etching. Opt. Lett. 49, 4533–4536 (2024).
Chan, C. Y. et al. Plasma-damage free efficiency scaling of micro-LEDs by metal-assisted chemical etching. Adv. Optical Mater. 12, 2302957 (2024).
Massoubre, D. et al. Micro-structured light emission from planar InGaN light-emitting diodes. Semiconductor Sci. Technol. 29, 015005 (2014).
Zhuang, Z., Iida, D. & Ohkawa, K. Ultrasmall and ultradense InGaN-based RGB monochromatic micro-light-emitting diode arrays by pixilation of conductive p-GaN. Photonics Res. 9, 2429–2434 (2021).
Zhuang, Z. et al. Ultra-small InGaN green micro-light-emitting diodes fabricated by selective passivation of p-GaN. Opt. Lett. 46, 5092–5095 (2021).
Liu, Z. Y. et al. Etching-free pixel definition in InGaN green micro-LEDs. Light Sci. Appl. 13, 117 (2024).
Li, P. P. et al. Significant quantum efficiency enhancement of InGaN red micro-light-emitting diodes with a peak external quantum efficiency of up to 6. ACS Photonics 10, 1899–1905 (2023).
Lim, N. et al. Structural, optical, and electrical characterization of 643 nm red InGaN multiquantum wells grown on strain-relaxed InGaN templates. Adv. Photonics Res. 4, 2200286 (2023).
Yu, L. M. et al. Improving performances of ultra-small size (1–20 μm) InGaN red micro-LEDs by growing on freestanding GaN substrates. Appl. Phys. Lett. 123, 232106 (2023).
Hwang, D. et al. Sustained high external quantum efficiency in ultrasmall blue III–nitride micro-LEDs. Appl. Phys. Express 10, 032101 (2017).
Han, Y. J. et al. Nonselective and smooth etching of GaN/AlGaN heterostructures by Cl2/Ar/BCl3 inductively coupled plasmas. J. Vac. Sci. Technol. A 22, 407–412 (2004).
Acknowledgements
The authors would like to acknowledge the support of KAUST Baseline Fund BAS/1/1664-01-01, Transition Award in Semiconductors, Award No. FCC/1/5939, Opportunity Fund URF/1/5557-01-01.
Author information
Authors and Affiliations
Contributions
Z. Liu led the literature review, data compilation, and manuscript writing. X. Li supervised and initiated the project. H. Cao, X. Tang, T. Liu, Y. Lu, Z. Jiang, and N. Xiao contributed to the literature review and data compilation. All authors significantly contributed to the manuscript edition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Liu, Z., Cao, H., Tang, X. et al. Advanced technologies in InGaN micro-LED fabrication to mitigate the sidewall effect. Light Sci Appl 14, 64 (2025). https://doi.org/10.1038/s41377-025-01751-y
Received:
Revised:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41377-025-01751-y
This article is cited by
-
Molecular dynamics simulation of atomic layer etching for sidewall damage recovery in GaN-based structures
Scientific Reports (2026)
-
Recent advances in transfer printing of inorganic thin films for flexible hybrid systems
Micro and Nano Systems Letters (2025)
-
Advancing gallium nitride LED technology: principles, challenges, and future directions
Journal of Materials Science (2025)
