
Abstract
Ultra-high-performance concrete combines exceptional strength and durability but carries a disproportionately high environmental burden due to its cement- and energy-intensive composition. Over the past decade, efforts to lower its carbon footprint have centred on incorporating supplementary cementitious materials, alternative binders such as low-carbon cements and nano-materials, and more recently, alkali-activated ultra-high-performance concrete systems. This review critically synthesises advances in low-carbon ultra-high-performance concrete, linking the chemical, mineralogical, and physical attributes of alternative constituents to hydration behaviour, microstructural evolution, and macroscopic performance. We highlight key microstructure–reactivity–performance relationships, evaluate sustainability trade-offs across diverse formulations, and identify the most viable pathways for reducing embodied carbon while maintaining mechanical performance. By integrating performance metrics with environmental assessments, this review provides clear guidance for the design, optimisation, and broader adoption of next-generation sustainable ultra-high-performance concrete.

Similar content being viewed by others

Introduction
Ultra-high-performance concrete (UHPC) is a class of advanced cementitious material defined by a 28-day compressive strength of at least 120 MPa (with fibres)1,2,3 and a tensile strength exceeding 5 MPa4. Owing to these remarkable properties, UHPC has been regarded as a long-term sustainable alternative to traditional concrete. The notion of UHPC as a “long-term” sustainable material originates from its ability to reduce cross-sectional dimension of structural components5,6, resulting in the overall weight of UHPC structural components can be as low as 35–50% compared to that of regular concrete structures7. This structural efficiency leads to substantial reductions in raw material consumption, including both cement and steel, and consequently lowers emissions associated with clinker production and transportation during the early phases of construction8. In addition to its material efficiency, UHPC exhibits a highly refined and dense microstructure that imparts exceptional durability characteristics. These include very low permeability, enhanced resistance to carbonation, chloride ingress, and chemical attacks, as well as superior fatigue performance9,10. Collectively, these attributes extend the service life of structural elements and reduce maintenance requirements over time, providing long-term cost savings and resource-efficient construction with UHPC compared to regular concrete11.
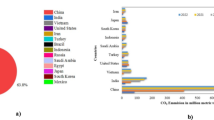
However, despite these performance advantages, UHPC has drawn criticism for its environmental sustainability, particularly from a material composition perspective. A conventional UHPC mix design incorporates a combination of finely graded, micron-scale constituents, such as cement, silica fume, quartz powder, quartz/silica sand, and steel fibres, that together contribute to its dense packing structure and high performance characteristics. UHPC mixes are typically characterised by a very low water-to-binder (w/b) ratio, often below 0.25, which results in a hardened matrix with minimal void content of less than 2%12. However, achieving this dense particle packing requires a high cement content, typically in the range of 800–1100 kg/m3, which is roughly three times that of normal strength concrete (NSC)13,14. As a result, the embodied carbon of conventional UHPC mixtures is also substantially higher. Based on quantitative assessment in the latter section of this review (‘Sustainability assessment’), conventional UHPC exhibits a three- to four-fold increase in embodied carbon relative to normal concrete (~900–1200 kg CO2 eq/kg). Of this increase, the cement component alone accounts for the dominant share (approximately threefold), while the remaining arises from the additional embodied carbon associated with steel fibres and chemical admixtures. An overview of the constituent proportions in NSC, high-strength concrete (HSC), and UHPC is presented in Fig. 1a. The limited water availability in UHPC significantly constrains cement hydration, with typical hydration degrees in the range of 30–35%. Consequently, a large proportion of the cement and silica fume remains unreacted, functioning more as expensive inert fillers rather than active binders15,16,17. Notwithstanding these issues, the combination of high cement content and low w/b ratio accelerates early-age hydration, generating significant heat and severe autogenous shrinkage—often reaching 1000–1500 microstrains within seven days18,19. This early shrinkage poses a major concern in UHPC due to the risk of early-age cracking, which compromises mechanical performance and long-term durability. On the other hand, silica fume contents in UHPC are generally very high, in the range of 150–250 kg/m320,21. With the very low w/b ratio, the presence of silica fume and its interaction with high-range water-reducing admixtures explain the mechanical performance22,23. However, similar to cement, the degree of reaction of silica fume is relatively low, typically around 30%, with the majority functioning as inert filler24. Originally regarded as an industrial by-product of silicon and ferrosilicon alloy production25, silica fume has evolved into a highly sought-after material, particularly in UHPC applications, which has led to increased market prices and raised concerns over long-term supply stability and sustainability.

a Typical proportions of key constituents in normal-strength concrete, high-strength concrete, and UHPC, data collected from36,368 (Note: Percentages are calculated based on the mass fraction of each constituent relative to the total mixture mass per cubic metre of concrete, expressed in kg/m3). b Sustainability and material-related limitations associated with the primary constituents of UHPC.
In addition to the binder-related concerns, UHPC production also places a substantial demand on natural mineral resources. Quartz sand (also known as silica sand), and in some cases natural river sand, is used as fine aggregate, typically constituting 50–60% of the total mix volume26,27. The extensive use of this material raises concerns over the depletion of finite natural resources, especially in regions where high-purity silica is scarce. In parallel, quartz powder and silica powder, employed as micro-fillers to optimise particle packing, are typically produced through energy-intensive grinding of natural quartz. This process not only incurs high economic costs but also generates ultrafine crystalline silica particles that pose serious occupational health risks12. Inhalation of these fine particulates, including silica fume, has been linked to serious health hazards such as silicosis28, and crystalline silica has been classified as ‘Group 1’ carcinogen by the International Agency for Research on Cancer29. Steel fibres, which are essential for achieving the strain-hardening behaviour and enhanced toughness of UHPC, present another sustainability challenge. While indispensable for mechanical performance, they significantly increase steel demand and are among the most expensive components (often accounting more than 50% of the material cost). The production of steel fibres contributes to the overall environmental footprint of UHPC due to the high energy consumption and greenhouse gas emissions associated with steel smelting and manufacturing. Considering that the steel industry is one of the largest industrial sources of global CO2 emissions, the extensive use of steel fibre-reinforced UHPC raises additional concerns regarding its environmental viability.
An overview of the limitations associated with the original constituents of UHPC is presented in Fig. 1b. In summary, the sustainability limitations of conventional UHPC from a material perspective can be broadly categorised into three key challenges: (i) high cement and silica fume content with limited hydration efficiency, (ii) extensive reliance on non-renewable natural resources such as silica sand and ground quartz; and (iii) increased environmental impact from the production of steel fibres. Since 2000s, the development trajectory of UHPC has gradually shifted from the pursuit of ever-higher performance toward addressing these pressing environmental and economic concerns30, with the aim of reducing both its embodied CO2 emissions and high initial material costs of UHPC. To this end, current research efforts have converged to three main sustainability-driven strategies: (i) reducing cement and silica fume content by incorporating high volumes of supplementary cementitious materials (SCMs); (ii) substituting natural fine aggregates with recycled or alternative aggregate sources, and (iii) lowering steel fibre usage through the adoption of waste-derived or hybrid reinforcement systems. Among these approaches, the reduction of cement content has received the most significant focus within the research community, largely driven by the urgent global need to curb greenhouse gas emissions from cement manufacturing. This prioritisation is well justified: cement production alone contributes ~7–8% of global CO2 emissions31,32, primarily due to the calcination of limestone and the combustion of fossil fuels during kiln operation. Moreover, as aformentioned, the large proportion of unhydrated cement functions merely as inert, high-cost filler, highlighting a critical inefficiency from both economic and environmental standpoints. As such, reducing the cement in UHPC not only mitigates carbon emissions but can also improve binder efficiency, provided that the designed mix is properly engineered to maintain—or even enhance—the performance of the composite.
The integration of material-level sustainability strategies not only delivers immediate environmental benefits but also strengthens the long-term value of UHPC in sustainable infrastructure. Such strategies are especially critical given global decarbonisation trajectories, with numerous nations commit to carbon neutrality targets by 2050–206033. The global market outlook for UHPC (see Fig. 2a) highlights its sharp upward trajectory, with the market projected to nearly double from about USD 8.5 billion in 2024 to over USD 15.2 billion in 2033 (≈7.5% annual growth)34, reflecting its increasing adoption in infrastructure applications. In parallel, research activity has intensified (see Fig. 2b), with the number of publications on low-carbon and sustainable UHPC formulations more than tripling in the past decade, indicating strong academic alignment with industrial needs. This trend is further detailed in the Sankey diagram in Fig. 2c, which traces the diversification of research focus over time, showing a wide distribution of efforts into cement (≈73 studies), silica fume (≈13), aggregates (≈28), fillers (≈7), and fibres (≈15), underscoring the broad pursuit of greener and more resource-efficient UHPC solutions. Although several reviews have emerged alongside the growing body of research on low-carbon UHPC5,26,35,36,37,38,39,40, most evaluate SCMs solely through their macromechanical performance and often cover only a limited range of SCMs. Far fewer adopt a raw-material perspective, particularly in examining how the reactivity of different SCMs governs the hydration processes, and, in turn, the microstructural development of UHPC. Moreover, while many studies claim to produce “low-carbon” UHPC, a fair and systematic comparison of the actual embodied carbon reductions is hindered by the inconsistent use of embodied carbon inventories across constituent materials in different studies. This creates ambiguity around what can be considered truly low-carbon in practice. Compounding this issue are region-specific constraints on SCM availability, along with the scale and complexity of published data, which together make it difficult to identify the most effective and context-specific strategies for maximising environmental impact reductions.

a Global UHPC market size and scope, data collected from ref. 34 (Note: The 7.5% value represents the projected compound annual growth rate (CAGR) of UHPC market revenue over the period 2026–2033). b Annual number of publications focussing on sustainability and low-carbon initiatives in UHPC from 2008 to 2025 (Note: Counts are based on keyword searches including “low-carbon'', “sustainable'', and “green'', which may underestimate the actual number of relevant papers). c Sankey diagram illustrating the evolution of research focus on constituent replacements in UHPC from 2008 to 2025 (Note: Flow thickness on the left represents the number of studies in each year, while the values on the right indicate the cumulative number of studies for each replacement type).
Based on the above discussions, we present a comprehensive and up-to-date synthesis of sustainable alternatives to the conventional constituents of UHPC, collectively referred to as low-carbon UHPC. Here, “low-carbon” denotes UHPC mixes with an embodied carbon lower than that of conventional UHPC of the same strength class (<900–1200 kg CO2 eq/kg). Given the broad scope of this review, we focus on alternative binders, fillers, and aggregates explored in UHPC, while steel fibres are excluded from the discussion. We begin by outlining the spectrum of SCMs incorporated in UHPC, followed by discussion of their reactivity as governed by chemical and mineralogical compositions, morphological features, and physical properties. In particular, the replacement materials considered in this review span five broad classes: solid wastes, natural mineral sources, alternative cementitious binders, nano-materials, and emerging cement-free UHPC formulations. Recent advances in understanding the microstructure–reactivity–performance relationships are critically assessed, highlighting how different materials influence hydration mechanisms and composite performance. Finally, we assess the environmental impacts of these sustainable materials, considering their trade-offs with mechanical performance, and compare them against conventional recipes using a unified embodied carbon inventory developed under a consistent and transparent rationale for all material. Overall, this review advances the field by providing a comprehensive synthesis that links SCM reactivity and hydration mechanisms with both performance outcomes and embodied carbon reductions across a broad spectrum of sustainable UHPC constituents.
Understanding different alternative materials in UHPC
Utilisation form
This section presents a state-of-the-art overview of various materials that have been explored as partial or full replacements for the conventional constituents of UHPC (excluding fibre). Figure 3 illustrates the spectrum of replacement materials, including a detailed breakdown of solid waste-derived sources. A comprehensive list of materials across different categories, along with their abbreviations, origins, and the types of UHPC constituents they replace, is provided in Table 1 for ease of reference. Broadly, these alternative materials can be classified into five classes: solid wastes, natural mineral resources, alternative cementitious binders, nanomaterials, and cement-free UHPC systems. Solid waste-derived materials—originating from industrial processes, agricultural residues, recycled construction and urban wastes—represent the most prominent category, accounting for ~67% of all reported replacement strategies. Their interest is largely driven by dual environmental benefits: diverting waste from landfills and simultaneously enabling their valorisation as high-performance constituents in UHPC. Natural mineral sources (e.g., CC/MK, NB, NP, DE) form the second-largest category, accounting for ~17% of reported studies. Commonly referred to as natural pozzolans, these materials are attractive due to their abundant availability in certain geographic regions and their minimal processing requirements, typically limited to drying and grinding41, making them low-energy and cost-effective alternative for use in UHPC. The development of cement-free UHPC using alkali-activated materials (AAMs), often referred to as ultra-high-performance alkali-activated concrete (UHP-AAC) or ultra-high-performance geopolymer concrete (UHPGC), constitutes the third-largest group, comprising around 12% of studies. These systems eliminate Portland cement entirely by utilising alkali activation of aluminosilicate-rich precursors—most commonly industrial by-products such as GGBFS and FA. Other material categories, although less dominant, include alternative cements (e.g., RBPC, PLC, SSC, etc.) as well as nano-materials (e.g., nSiO2 and nCaCO3), which reflect emerging research directions but still minor usage.

a Distribution of replacement material categories reported in the reviewed literature (Note: Percentages indicate the share of studies in each category relative to the total number of reviewed papers). b Sankey diagram illustrating the breakdown of solid waste-derived materials, grouped into industrial, agricultural, and recycled construction/urban wastes, and their respective roles in replacing cement, silica fume, micro-filler, and fine aggregate.
When discussing alternative material replacements in UHPC—whether for cement, silica fume, micro-filler (quartz/silica powder), fine aggregate—it is imperative to consider the physical, chemical, and mineralogical properties of the substitute materials, as these attributes directly determine their reactivity, compatibility, and overall performance within the UHPC matrix. Mineral additions used to partially replace cement can generally be classified into two categories: SCMs and inert fillers. This classification is based on whether the materials exhibit pozzolanic or latent hydraulic activity41, which in turn is fundamentally determined by the material’s origin, phase composition, and degree of amorphous content. SCMs actively engage in pozzolanic or latent hydraulic reactions, forming additional binding phases such as calcium silicate hydrates (C-S-H) that contribute directly to the enhancement of mechanical and long-term performance of UHPC. In contrast, chemically inert materials function primarily as physical filler. While they do not contribute to hydration reactions, they can improve packing density and promote hydration of clinker phases by acting as nucleation sites42. In light of the limited hydration degree of cement in UHPC, the incorporation inert fillers has been proposed as viable means to partially replacing cement without compromising performance 43. Meanwhile, materials lacking sufficient chemical reactivity (i.e., low amorphous content), are generally applied as fine aggregates. Their suitability is determined primarily based on physical properties such as particle size distribution, surface morphology, water absorption, and packing efficiency44, which indirectly influence workability and mechanical performance through the aggregate skeleton effect.
The following section (‘SCMs, AAM precursors, inert filler’) discuss the reactivity of various alternative materials, with particular emphasis on their individual morphological, chemical, and physical characteristics. Essentially, this section provides a critical background on the intrinsic properties of these raw materials, which are fundamental to understanding their contribution to the microstructural development and mechanical performance of UHPC, whether used individually or in synergistic combinations, as will be discussed in detail in ‘Microstructural mechanism and mechanical properties’.
SCMs, AAM precursors, inert filler
Chemical properties
To be considered promising candidates for use as SCMs, alternative material should ideally exhibit at least one of the following key characteristics: (i) pozzolanic reactivity, (ii) latent hydraulic activity, and (iii) activating capacity44. This section provides a detailed classification of SCMs based on their chemical oxide composition, which fundamentally governs their reactivity mechanisms and functional roles within UHPC systems. To visually facilitate this classification, Fig. 4a, b present ternary phase diagrams of CaO–SiO2–Al2O3 + Fe2O3 for solid waste-derived and other alternative materials, respectively. The plotted compositions are based on the molar ratios of CaO, SiO2, Al2O3, and Fe2O3, as reported in the literature, and were predominantly determined using X-ray fluorescence (XRF) analysis. Broadly, these materials can be categorised into three main groups according to their dominant activity profiles.

a Ternary phase diagram of CaO–SiO2–Al2O3 + Fe2O3 for all solid waste-derived materials. b Ternary phase diagram of CaO–SiO2–Al2O3 + Fe2O3 for natural mineral sources, alternative cements, and nano-materials. c Binary compositional mapping for pozzolanic and hydraulicity reactivity analysis.
Group I corresponds to materials with strong pozzolanic activity, encompassing both siliceous and aluminosilicate-rich sources. High-silica materials (located close to SiO2 apex) such as RHA, GP, and nano-silica, are valued in UHPC for their amorphous structure in facilitating rapid secondary hydration (i.e., pozzolanic reaction)45. Aluminosiliceous materials, characterised by substantial proportions of both SiO2 and Al2O3 (located on the right side, low on CaO axis), include industrial by-products such as FA (Class F) and RM, and various mine tailings, including MT, IOT, GT, and GRT. In addition, natural mineral sources originating from both clay-based materials (e.g., CC and NB) and volcanic or siliceous rock-derived minerals (e.g., NP, NBP, and DE) also fall within this category, as illustrated in Fig. 4b. These materials are collectively referred to as natural pozzolans, owing to their pozzolanic activity and geological origin. As also defined in ASTM C618-2246, pozzolanic materials refer to low-calcium silicates or aluminosilicates that do not possess self-cementing properties but chemically react with Ca(OH)2—a product of cement hydration—and water to form additional cementitious hydrates, most notably C–S–H. Although aluminosiliceous materials typically display lower pozzolanic reactivity than pure siliceous sources, they offer greater potential for higher clinker substitution. In particular, their incorporation reduces Ca/Si ratio and increases Al/Si ratio in the binder phase, favouring the formation of calcium aluminosilicate hydrate (C–A–S–H)47,48, which has been shown to contribute to denser microstructural packing and superior mechanical properties than C–S–H48.
Group II comprises materials with latent hydraulic materials, typically characterised by moderate to high CaO content (usually 39–55%49) and moderate levels of SiO2 and Al2O3, placing them in the central region. Unlike Portland cement, these materials do no readily hydrate on their own but require an alkaline environment (e.g., high pH of cement pore solution) to initiate hydration reactions50. Notable materials in this group include GGBFS, RCF, and SS, as shown in Fig. 4a. GGBFS followed by certain types of SS, owing to its latent hydraulic properties, is widely recognise as a primary precursor in the development of cementless UHPC systems (i.e., UHP-AAC and UHPGC)38. In these formulations, alkali activators like sodium hydroxide (NaOH) and sodium silicate (Na2SiO3) are incorporated to provide the alkaline conditions necessary for the dissolution of glassy phases and condensation of reaction products51. Although RCFs occupy a similar compositional region, it is important to note that its moderate CaO content primarily derives from unhydrated cement particles, portlandite, and carbonation product (e.g., calcium carbonate (CaCO3)). Meanwhile, the SiO2 component is largely contributed by crystalline quartz from fine aggregate52. As a result, the chemical composition of RCF tends to be relatively scattered, reflecting the variability in the source concrete grade, degree of hydration, and aggregate content. While the reactivity of RCF is generally low, its reactivity can be significantly enhanced through various pre-treatment methods such as mechanical grinding, thermal or chemical activation, and mineral carbonation53,54.
Group III corresponds to hydraulic materials—similar to Portland cement—that are capable of reacting directly with water to form cementitious hydrates, without requiring external sources of calcium or alkalinity. Most materials falling within this group are classified as alternative hydraulic cements, including RBPC, PLC, and CSAC, all of which have been employed as partial or full replacements for traditional cement in UHPC, as depicted in Table 1. These binders are engineered to reduce carbon emission while maintaining comparable performance by optimising clinker mineralogy or incorporating supplementary components, as described in Table 1. Their compositions typically place them in the high-CaO region in the ternary diagram, overlapping with the Portland cement (PC) zone, as seen in Fig. 4b, indicating their strong self-cementing ability.
Group IV comprises materials that are rich in CaO, positioning them near the CaO apex of the ternary diagram. These materials typically lack pozzolanic or hydraulic reactivity, but they exhibit activating potential due to their ability to contribute free CaO or promote high pH environments, thereby facilitating the hydration of other SCMs. It is important to distinguish however, that LP, despite its location near the CaO-rich corner due to its high CaO content, it is widely regarded as an inert filler. This classification is supported by many studies according to their heat release and calcium hydroxide (CH) consumption49,55,56.
According to ASTM C618-2246, a potential pozzolanic material should possess a minimum combined content of Al2O3 + Fe2O3 + SiO2 ≥ 70% by mass to ensure sufficient reactive silico-aluminous phase. On the other hand, EN 197-157 specifies that hydraulic materials should have a minimum combined content of CaO + SiO2 ≥ 50% by mass, which reflects the presence of hydraulic calcium silicates. Figure 4c illustrates a binary compositional mapping of various alternative materials, plotted in terms of Al2O3 + Fe2O3 + SiO2 versus CaO + SiO2. In general, most materials fall within the shaded domains that represent domains of pozzolanic or hydration-related potential. Specifically, materials located in the upper-left quadrant include latent hydraulic binders (e.g., GGBFS and SS), hydraulic binders (e.g., PC and alternative cements), RCF (which may exhibit a combination of pozzolanic and hydraulic properties depending on source and treatment), as well as LP. Notably, red mud is the only material located in the lower-right quadrant, indicating its pozzolanic potential rather than inherent hydraulic reactivity, as also noted in previous study58.
Mineralogical properties
The reactivity of different SCMs is determined by several factors, among which the content of amorphous (glassy) phases and specific surface area (SSA) are particularly critical (further discussed in ‘Physical and morphological properties’)41. While Fig. 4a, b provide useful information on the bulk oxide composition; however, they do not provide the details of crystalline and amorphous mineral phases, which are essential for understanding the true reactivity potential of these materials. For SCMs where the amorphous phase serves as primary reactive component, the quantity and structure of the amorphous phase are key indicators of reactivity41. In the most simplified sense, a higher proportion of amorphous content and a higher degree of depolymerisation of the glass network generally correlates with higher reactivity59,60, as the disordered atomic structure is more susceptible to dissolution and subsequent reaction with CH or in alkaline environments. Figure 5 provide an overview of the X-ray diffraction (XRD) patterns of various alternative materials incorporated in UHPC, compiled from published literature. In these patterns, amorphous phases are typically identified by broad, diffuse humps rather than well-defined peaks, reflecting their disordered atomic structure. In contrast, crystalline phases are characterised by sharp, distinct peaks, with each peak corresponding to a specific mineral phase.

Note: The y-axis represents normalised intensity for comparative purposes.
Among the solid waste products, materials such as GGBFS, FA, CBA, RHA, and GP exhibit prominent diffuse humps in their XRD profiles, indicating a substantial amorphous content and, consequently, a high potential for pozzolanic or latent hydraulic reactivity. In particular, the amorphous calcium-alumino-silicate phase of GGBFS typically constitutes up to 95% of its mass61, primarily resulting from the rapid water quenching process that inhibits crystallisation during slag solidification62. As shown in Fig. 5, FA presents a broad hump between 20 and 40° 2θ, superimposed with sharp peaks corresponding to crystalline quartz and mullite63. The amorphous alumino-silicate glass generally accounts for ~60% of FA’s mass64, and is responsible for its pozzolanic behaviour in alkaline environments. Similarly, the XRD pattern of GP displays a wide, featureless hump between 20 and 40° 2θ65, consisting primarily of sodium-calcium silicate glass and virtually no detectable crystalline phase66. Comparable amorphous features have been observed in liquid-crystal display glass powder (LCDGP) derived from waste LCD panels found in televisions, mobile phones, and computer monitors67,68. The reactivity of GP is highly influenced by its fineness (i.e., the finer the particle size, the greater the pozzolanic activity)69. Studies have shown that GP with a particle size below 100 μm can exhibit pozzolanic reactivity similar to that of FA (class F)66,70. RHA, when produced under controlled combustion conditions at 500–700 °C, contains highly reactive amorphous silica typically ranging from 85 to 95% by weight—comparable to that of SF (>90 wt%)71. This high amorphous content is reflected in the broad diffuse hump centred near 22° 2θ in its XRD pattern, indicative of a disordered silica structure that significantly contributes to its strong pozzolanic activity.
Similarly, certain natural mineral sources, particularly CC (MK), DE, and NP, also exhibit a distinct amorphous phase. The pozzolanic reactivity of MK, derived from the calcination of kaolinitic clay (≥85% kaolinite), results from the thermal dehydroxylation of crystalline kaolinite into an amorphous alumino-silicate phase72,73. This is evidenced by a broad XRD hump between 15 and 35° 2θ and the disappearance of kaolinite’s characteristic peaks12,74. DE contains a significant amount of amorphous silica, indicated by a broad hump around 22° 2θ, along with peaks for quartz and illite75. This amorphous silica primarily forms through the biological precipitation in aquatic environment76, imparting a highly porous and high-surface-area morphology that is distinctly source-specific77. NP, on the other hand, contains a large amount of amorphous alumino-silicate glass, as characterised by the diffuse hump between 15 and 30° 2θ in its XRD patterns78. It glassy structure forms primarily from the rapid cooling and depressurisation of high-silica volcanic magma, with it reactivity can be further improved through mechanical grinding79,80.
The remaining materials are either predominantly characterised by well-defined crystalline peaks or partially crystalline (i.e., presence of some amorphous phases), indicating limited intrinsic reactivity in their raw form. As such, their effectiveness as SCMs often depends on the application of additional beneficiation processing (i.e., activation). For instance, raw mine tailings (e.g., MT, IOT, GT, and GRT) possess highly stable crystalline structure with minimal to no amorphous content44, as evidenced by their XRD patterns. These material typically display limited reactivity and are generally considered inert unless subjected to pre-treatments such as mechanical, thermal, or chemical activation to enhance their reactivity. In fact, most alternative materials—including those previously noted for their significant amorphous content (except for DE and NP)—undergo some form of beneficiation either as a result of industrial processing (e.g., controlled combustion of FA and RHA) or through additional pre-treatments to enhance their performance in cementitious systems. For instance, mechanical activation, particularly high energy milling, is often used to activate materials such as clays, SS, WBA, BP, GP, and various mine tailings53,81,82,83,84,85. This technique increases fineness and alters the surface structure rather than the bulk composition, leading to disruption of crystalline phases and increased reactivity41. Thermal activation is another effective method, involving controlled temperature to induce dehydroxylation and convert crystalline phases into amorphous forms. This approach is particularly relevant for kaolinite clays, natural pozzolans, and certain mine tailings86,87,88. Conversely, chemical activation typically involves alkaline treatments to enhance solubility and dissolution of key reactive oxides (a concept widely applied in UHP-AAC and UHPGC systems) or acid/water leaching to remove excess alkalis and deleterious phases, for instance from WBA and RCA with adhered mortar89,90,91,92. In some cases, mineral carbonation—an emerging technique that combines carbon capture with beneficiation processing—is used to sequester CO2 and activate a range of Ca- and Mg-rich materials including GGBFS, SS, and RCF93,94,95. For instance, basic oxygen furnace steel slag (i.e., converter steel slag), a material rich in calcium silicates, exhibits relatively high carbonation reactivity94,96, with ~100–150 g of CO2 can be sequestered per kilogram of slag powder96. Initially regarded as an inert ingredient (low hydraulic reactivity)94, carbonated SS has since been intensively studied for use in UHPC as means to enhance the reactivity of SS, sequester CO2 while reducing free CaO and MgO94,96,97. Collectively, the amorphous phase content, dominant crystalline phases, and corresponding pre-treatments of various SCMs are summarised in Table 2.
Physical and morphological properties
Material fineness, typically characterised by particle size distribution (PSD) and SSA, is a key physical property influencing the reactivity of SCMs and the resulting strength development in blended cementitious systems98. Generally, a finer particle size enhances pozzolanic activity by accelerating the dissolution of reactive phases, thereby promoting the formation of additional strength-contributing hydration products. Moreover, smaller particles provide a greater surface area for the nucleation and growth of cement hydration products, which helps to accelerate early hydration kinetics and improve early-age strength development. However, increasing fineness does not always translate to improved performance. While it enhances the packing density of the granular skeleton, an excessively high SSA beyond the optimal threshold can elevate water demand to achieve desired workability, which can, in turn, compromise both strength and durability of the binder system31. Beyond fineness, particle morphology (i.e., sphericity, angularity, surface texture) is another critical feature that affects SSA and, consequently the performance of SCMs. Highly angular or irregularly shaped particles tend to exhibit greater surface area and inter-particle friction, leading to increased water demand and reduced flowability. Conversely, more spherical particles, such as those commonly found in FA, improve packing efficiency and flowability without adversely affecting strength99.
This sensitivity is especially pronounced in UHPC, where the fundamental design principle revolves around achieving a densely packed microstructure through careful optimisation of particle gradation and the use of extremely low w/b ratios. In such systems, the margin for adjusting water content is minimal, making the physical compatibility of SCMs, particularly their particle size and morphology, far more critical than in conventional concrete. Variations in water demand and reactivity arising from these differences can significantly influence fresh-state properties and disrupt the dense particle packing that underpins the superior mechanical and durability performance of UHPC. Therefore, selecting SCMs with particle sizes that offer sufficient reactivity without excessively increasing water demand is essential to ensure a balance between workability and long-term performance. To inform this selection, this section summarises the physical characteristics of various SCMs applied in UHPC systems, with a particular focus on the particle size and morphology. Figure 6 illustrates the distribution of mean particle size (i.e., D50 as determined from PSD) and the corresponding SSA for a range of replacement materials, categorised into solid waste-derived materials, mine tailings, natural mineral sources, alternative cements and nano-additives. The shaded region indicates the typical range of D50 and SSA values for conventional concrete ingredients100. As shown, the particle sizes of original UHPC constituents span from ~0.1 μm (silica fume) to 500 μm (fine aggregate), indicating the use of much finer particles compared to conventional concrete which typically include coarse aggregate. Micro-fillers such as quartz powder exhibit particle sizes comparable to that of Portland cement, indicating their primary role as inert physical fillers that enhance particle packing. Complementing Fig. 6, Fig. 7 presents scanning electron microscope (SEM) images that depict the morphological characteristics of various replacement materials.

a Distribution of mean particle size versus specific surface area for a wide range of materials considered for UHPC formulation, shown in comparison with conventional concrete constituents, reproduced from ref. 100. b–e Categorised scatter plots for: b Solid waste-derived materials, data collected from refs. 43,45,53,65,72,94,96,97,116,117,119,197,208,209,220,270,287,373,374; c Mine tailings (industrial solid waste), data collected from refs. 53,109,110; d Natural mineral sources, data collected from refs. 23,72,116,119,243,287; and e Nano-materials and alternative cements, data collected from refs. 119,124,131. Note: All data were compiled from existing literature specifically focussed on UHPC to ensure representativeness. Hence, some materials are not included due to the incomplete or unavailable data, including RM, WBA, CBA, GT, GRT, NB, NP, SSC, CSAC, and nCaCO3. In the plot, the abbreviations SF, PC, QP, and QS stand for silica fume, Portland cement, quartz powder, and quartz sand.

Note: The compilation is not exhaustive; several replacement materials are not shown due to limited availability of SEM imagery in the literature). GGBFS reproduced with permission141. Copyright 2023, Elsevier B.V.; FA reproduced with permission63. Copyright 2025, Elsevier B.V.; GP reproduced with permission158. Copyright 2023, Elsevier B.V.; SS reproduced with permission94. Copyright 2021, Elsevier B.V.; LP reproduced with permission152, Copyright 2025. Elsevier B.V.; RM reproduced with permission200. Copyright 2021, Elsevier B.V.; WBA reproduced with permission375. Copyright 2024, Elsevier B.V.; CBA reproduced with permission151. Copyright 2017, Elsevier B.V.; GRT reproduced under the CC BY-NC-ND license376; MT reproduced under the CC BY-NC-ND license377; IOTP/IOTS reproduced with permission110. Copyright 2024, Elsevier B.V.; GT reproduced with permission112. Copyright 2021, Elsevier B.V.; RHA reproduced with permission209. Copyright 2017, Elsevier B.V.; RCF reproduced with permission95. Copyright 2024, Elsevier B.V.; CC/MK reproduced with permission378. Copyright 2025, Elsevier B.V.; NB reproduced with permission123. Copyright 2023, Elsevier B.V.; NP reproduced with permission78. Copyright 2022, Elsevier B.V.; NBP reproduced with permission243. Copyright 2021, Elsevier B.V.; DE reproduced with permission379. Copyright 2005, Elsevier B.V.; NC and NS reproduced with permission128. Copyright 2018, Elsevier B.V.
Among all the materials, RHA exhibits the highest SSA, despite having a particle size comparable to that of Portland cement. This exceptionally high SSA is primarily attributed to the highly porous microstructure formed during the combustion of rice husks101 (see Fig. 7) and the subsequent pulverisation process that reduces RHA to cement-like fineness, which significantly enhances its pozzolanic activity71. Other solid-waste materials including GGBFS, FA, GP, LP, SS, and RCF also share similar particle size as Portland cement, as depicted in Fig. 6b. As a result, these materials have been largely used to replace similar-sized granular materials in UHPC including cement and quartz powder, as also highlighted in Fig. 3. Yu et al.102 compared the individual replacement of cement with FA, GGBFS, and LP in UHPC, and reported the water demand (measured using Puntke test) in the following order: GGBFS > LP > FA. This trend was attributed to particle morphology, where the higher sphericity of FA contributed to lower inter-particle friction and improved flowability, while the more angular shapes of GGBFS and, to a lesser extent, LP resulted in greater water demand to achieve similar workability, as similarly reported in ref. 43. GP, on the other hand, exhibits a relatively smooth texture (see Fig. 7), which has been shown to decrease the friction with cementitious particles and enhance flowability when used as a partial cement replacement in UHPC65,103,104. However, this enhancement in flowability is contingent upon proper processing; specifically the glass must be adequately washed to remove impurities (e.g., papers), which can absorb water and adversely affect workability104. SS exhibits an angular morphology, characterised by a highly irregular and rough surface texture, with particle sizes predominantly below 30 μm. Studies have shown that SS subjected to ambient carbonation exhibits a further increase in surface roughness and pore volume, resulting in a higher SSA94. These changes are attributed to the formation of low-density carbonation products (CaCO3). This implies that while carbonation enhances reactivity, the associated increase in SSA and porosity can significantly elevate water demand and negatively impact fresh-state performance of UHPC. The morphology of RCF, whether derived from simulated pure cement paste or actual demolition waste, generally reveals a wide range of particle shapes, including irregular and bead-like particles, with the majority of these particles exhibit rough surfaces characterised by capillary pores and microcracks53,95,105,106. Depending on the activation method employed (e.g., mechanical/thermal/chemical), the microstructural characteristics of the RCF can be further improved53. Among these methods, mechanical grinding has proven to be particularly effective, as the smaller particle size promotes micro-aggregate filling effect and facilitates accelerated cement hydration by improving surface reactivity107,108.
Mine tailings, including MT, IOT, and GT, have been utilised to replace cement and fine aggregate, depending largely on their degree of fineness. As noted earlier, raw tailings typically possess highly stable crystalline structures, and thus require pre-treatments, most commonly mechanical activation, to enhance their reactivity before they can be effectively used as SCMs44. Tailings sand (e.g., MTS and IOTS), generally obtained through simple sieving remixing processes109,110, exhibit relatively larger particle sizes comparable to those of fine aggregates, as shown in Fig. 6c. In contrast, tailings powders (e.g., MTP and IOTP), suitable for replacing cement, are produced via mechanical grinding109,110,111, which reduces particle size, increases surface areas and induces structural modifications that enhance their pozzolanic reactivity. GT, on the other hand, exhibit a wide PSD (ranging from cement-sized particles to fine sand) and contains ~35% of micro-powder, enabling the possibility of full-scale recycling by simultaneously replacing both cement and fine aggregates in UHPC without the need for sieving or reprocessing treatment112. In terms of morphology (see Fig. 7), most tailings, regardless of whether in sand or powder form, exhibit relatively angular particle shapes and rough textures, with grooves observed on the surfaces53,110,112,113,114. The grooves are mainly scratches by quartz with comparatively high hardness during the grinding process112.
Interestingly, all natural pozzolans tend to exhibit significantly higher SSA, despite having a D50 comparable to that of Portland cement, as shown in Fig. 6d. These materials, including CC (MK), NBP, and DE, are typically ground to a fineness similar to that of cement; however, their inherently porous microstructures result in a much higher SSA than cement particles of equivalent size115. The porous features, clearly visible in the SEM images in Fig. 7, contribute positively to pozzolanic reactivity by providing more sites for dissolution of reactive silica and alumina12. Nevertheless, the high SSA also increases water demand, which can significantly affect workability73, especially in UHPC with low w/b ratios116,117,118. Consequently, while natural pozzolans are effective in enhancing long-term performance through pozzolanic reactions, their usage in UHPC typically requires careful optimisation and often limited to low-to-moderate replacement levels. For instance, MK has demonstrated pozzolanic reactivity and mechanical performance comparable to that of silica fume23; however, its high SSA, attributed to the rough surface generated during incineration process, significantly reduces flowability116,119. To maintain acceptable workability and limit water demand, the replacement level of MK is generally recommended to be in the range of 8–20%115,119. Similarly, DE, characterised by its intricate surface morphology and the high porosity of its disk-shaped diatom frustules, exhibits markedly elevated SSA and water demand120. As a result, its replacement level is typically limited to about 15% in mixes without superplasticiser121,122, and up to 10% in UHPC systems119. Other natural pozzolans such as NB, characterised by its layered structure123, and NP, with mostly unconnected honeycomb-shaped pores78, also exhibit high water absorption capacity due to their internal porosity, as demonstrated in Fig. 7.
Nano-materials, primarily nSiO2 and nCaCO3, with particle sizes typically in the tens of nanometres (see Fig. 6e), are commonly used as partial replacements for cement and silica fume in UHPC124,125,126,127,128,129. These nanomaterials are characterised by their extremely high SSA and surface energy; as such, they tend to absorb more mixing water and reduce the amount of free, lubricating water available within interparticle voids130. This effect is particularly pronounced in UHPC systems, where even at low replacement levels (typically 1–5% by wt. of binder), nanomaterials have been shown to cause a noticeable reduction in flowability124,127. Alternative cements, on the other hand, display SSA and D50 values comparable to those of Portland cement, as they are designed to match or exceed its reactivity while maintaining similar particle packing behaviour131.
Fine aggregates
As indicated earlier, materials with limited chemical reactivity are often employed as alternative fine aggregates in UHPC, replacing conventional quartz sand or river sand, both of which are regarded as non-renewable due to environmental constraints and resource depletion. Given the particle size of fine aggregates typically in the millimetre range (see Fig. 6), these alternative aggregates generally require only basic mechanical processing, such as crushing and sieving, in contrast to SCMs, which often demand more intensive beneficiation to achieve desired reactivity. Based on the current literature, the alternative materials used to replace fine aggregates in UHPC primarily originate from four major sources, as also indicated in Table 1: industrial solid wastes (e.g., FA, SS, and WBA), mining by-products (e.g., MT, IOT, GT, and GRT), recycled construction and urban wastes (e.g., RCA, GS), and naturally occurring resources (e.g., SSW).
Among the various materials, RCA, recovered from concrete demolition waste, is the most extensively studied fine aggregate replacements in UHPC systems91,118,132,133,134,135,136,137,138,139,140. Several types of SS aggregates have been investigated for use in UHPC, including high-magnesium nickel slag141, electric arc furnace slag142, and ferrochrome slag143. Similarly, waste glass with larger particle size (>100 μm) exhibiting limited pozzolanic reactivity is generally used as fine aggregate. Due to its high silica content, glass serves as a viable alternative to natural sand, which shares a similar silica composition104. Another notable alternative aggregate explored in UHPC is mine tailings. Several studies have highlighted the particular advantage of using tailings in UHPC systems, as the ultra-dense microstructure of UHPC significantly restricts the leaching and migration of heavy metal ions, which has increasingly driven research interest in the direct utilisation of tailings as aggregates in UHPC, including MT109,144, IOT53,110, GT145, and GRT112. Overall, the suitability of alternative aggregates for UHPC, regardless of the source or type, largely depends on their intrinsic physicochemical properties. These include particle fineness, angularity, water absorption capacity, crushing index, mud content, and apparent density, all of which play critical roles in determining their compatibility with the densely packed granular skeleton of UHPC. These characteristics directly influence the packing density, water demand, paste-to-aggregate ratio, which in turn affect both the fresh and hardened performance of UHPC. The roles of these parameters are further elaborated in the subsequent subsections for different material categories.
Microstructural mechanism and mechanical properties
Industrial by-products
Steelmaking and non-ferrous metallurgy slags
Steelmaking slags present a major area of research in the development of sustainable binder and aggregate alternatives for UHPC. As shown in Fig. 8, steel production typically follows two main routes: the conventional blast furnace–basic oxygen furnace (BF–BOF) route and the alternative electric arc furnace (EAF) route. In the BF–BOF process, iron ore and fluxes are smelted in a blast furnace to produce pig iron, which is subsequently refined in a BOF to produce carbon steel, with GGBFS and BOF slag generated as respective by-products. In contrast, the EAF route involves melting recycled steel scrap and fluxes directly in an EAF to produce carbon steel, producing EAF slag as a by-product.

Reproduced with permission41. Copyright 2023, Elsevier B.V.
As noted in ‘Chemical properties’, GGBFS exhibit latent hydraulic properties, enabling its use as direct cement replacement for PC. However, due to its inherently slow hydration kinetics compared to PC, chemical activation is typically required. Among the most common activators is Ca(OH)2, a by-product of cement hydration, which increases the pore solution alkalinity146,147. When the pH surpasses 13, the glassy phase of GGBFS begins to dissolve, releasing calcium and silica species that subsequently promote the precipitation of C–S–H gels148. In UHPC systems, numerous studies have consistently reported a decline in early-age compressive strength (typically 1–3 days) with increasing levels of GGBFS replacement149,150. This behaviour is primarily limited due to the slow initial reactivity of GGBFS and its dependence on gradual activation by Ca(OH)2 released during cement hydration, as shown in the early-age hydration heat evolution in Fig. 9a. As the GGBFS replacement ratio increases, the dilution of cement reduces the availability of Ca(OH)2, thereby limiting the extent of GGBFS activation (see Fig. 9b). This reduction in activator availability, combined with the inherently sluggish dissolution of GGBFS, suppresses early-stage C–S–H formation and delays strength development. Moreover, the C–S–H gels formed from the GGBFS–Ca(OH)2 reaction tend to have lower density and Si/Ca ratios compared to those produced from ordinary Portland cement, which may further contribute to the decline in strength149. As a result, UHPC mixtures with higher GGBFS contents often exhibit reduced early compressive strength due to delayed pozzolanic reactivity and more porous binding phases149,150. However, enhancing the fineness of GGBFS particles has proven effective in improving early hydration behaviour by accelerating the dissolution kinetics and increasing reactivity. For instance, a study by Pyo and Kim151 showed that finely ground GGBFS, relative to coarser particles, significantly increased heat evolution and accelerated early-age hydration. This improvement in reactivity resulted in a notable improvement in early compressive strength, with the highest gains observed as early as 3 days of curing. Additionally, the finer GGBFS slightly improved flowability and contributed to higher elastic modulus and Poisson’s ratio.

a Hydration evolution profiles comparing UHPC mixtures with high (ULC1) and low (LC) volumes of GGBFS, illustrating lower initial hydration. Reproduced with permission129. Copyright 2019, Elsevier B.V. b XRD patterns showing dilution effect on 1-day cement hydration with increasing GGBFS replacement levels (Note: E: Ettringite, A: Alite, CC: Calcite, CH: Portlandite). Reproduced with permission149. Copyright 2021, Elsevier B.V. c ITZ characteristics between steel fibres and matrix at varying GGBFS contents, with corresponding failure patterns, adopted from ref. 152. d Influence of curing regime on the compressive strength development of GGBFS-blended UHPC. Reproduced with permission43. Copyright 2017, Elsevier B.V.
Nevertheless, given sufficient curing time (typically >28 days), the secondary reaction between GGBFS and Ca(OH)2 contributes to additional C–S–H formation, resulting in a denser microstructure and enhanced long-term strength150. This long-term benefit has been well-documented, with several studies demonstrating that GGBFS-containing UHPC can achieve comparable or even superior compressive strength to reference mixtures without GGBFS102,128,149,151,152. For instance, Yu et al.102 reported that GGBFS-based UHPC outperformed mixtures containing fly ash and limestone powder at both 28 and 91 days, consistent with findings reported in ref. 153. However, an excessive replacement level can still compromise long-term compressive strength due to a persistent dilution effect that compromises the quality of C–S–H gels at the fibre–matrix interfacial transition zone (ITZ)152. When GGBFS is incorporated in optimal proportions, nanoindentation results reveal a refined ITZ microstructure that facilitates the development of high-density (HD) and ultra-high-density (UHD) C–S–H gels at the fibre–matrix interface, thereby increasing the energy required for crack initiation. As the replacement level increases (up to 45%), the dilution effect becomes more pronounced, leading to the predominance of low-density (LD) C–S–H formation, higher porosity, and more severe microstructural damage under equivalent strain loading, as illustrated in Fig. 9c. Similar findings are also reported in154. These findings suggest that the long-term mechanical performance of UHPC incorporating hydraulic SCMs such as GGBFS is predominantly governed by the continued hydration of the SCM.
To address the issue of low early-age compressive strength in GGBFS-containing UHPC, various accelerated curing methods, such as hot water curing, steam curing, and autoclave curing, have been investigated in recent studies43,129. Wu et al.43 reported that applying hot water and steam curing for 48 h significantly enhanced both compressive and flexural strengths, surpassing those achieved through standard curing even after 90 days, as shown in Fig. 9d. This improvement is primarily attributed to the accelerated binder reaction and the formation of longer C–S–H chains, which contribute to a denser microstructure and higher strength hydration products. Moreover, Shi et al.129 found that autoclave curing at 180 ± 2 °C for 8 h yielded superior performance compared to steam curing, achieving ~10–32% higher compressive strength. A particularly noteworthy study by Dixit et al.149 examined the effects of fresh-state carbon curing (i.e., exposure to high concentration of CO2 during hardening) on the carbon uptake and performance of GGBFS-based UHPC, with the aim to further substantiate its low-carbon potential through CO2 sequestration. A schematic of the carbonation setup, along with the corresponding mechanical performance and carbon uptake results, is presented in Fig. 10a. The study found that although carbon curing caused a slight reduction in compressive strength, it significantly increased CO2 uptake by converting CH and C–S–H to calcite (CaCO3). This strength loss was primarily attributed to CH depletion, which disrupted the nanocomposite structure of UHD C–S–H/CH gels where CH contributes to gel densification through pore filling. Despite this, the strength loss was minimal, and a marked increase in carbonation degree was observed in UHPC with 30% GGBFS substitution. This is particularly beneficial in dense UHPC matrices, where partial cement replacement with GGBFS, owing to its low early-age reactivity, creates additional space that facilitates the precipitation of CH and C–S–H and their subsequent conversion to carbonates. However, a 30% GGBFS replacement was found to be optimal for promoting carbonation as higher replacement levels induced a dilution effect that limited the formation of hydration products available for carbonation. Based on the collective findings of these studies, a GGBFS replacement level of 20–40% is generally recommended, as it offers better fibre–matrix bonding and flexural performance43,128, enhanced carbon capture without significant strength compromise149, and improved dynamic compressive strength under high-strain-rate loading150.

a Fresh-state carbonation applied to GGBFS-UHPC mixtures, showing its influence on 28-day compressive strength and degree of carbonation. Reproduced with permission149. Copyright 2021, Elsevier B.V. b Incorporation of pre-carbonated (wet carbonation) GGBFS into UHPC, promoting the formation of needle-like aragonite crystals that contribute to enhanced flexural strength. Reproduced with permission154. Copyright 2025, Elsevier B.V.
To further increase the utilisation of low-reactivity GGBFS in UHPC, Shah et al.154 recently explored the use of pre-carbonated GGBFS as a partial cement replacement at high substitution levels of 40 and 60%. This approach leverages the calcium-rich nature of slag by subjecting it to wet carbonation, whereby exposure to CO2 leads to the formation of CaCO3 and amorphous silica gel on the slag particle surfaces, as illustrated in Fig. 10b. Remarkably, the inclusion of 40–60% carbonated slag resulted in significant gains in 28-day compressive and flexural strengths, demonstrating the viability of high-volume GGBFS substitution. These improvements can be attributed to several synergistic mechanisms: (i) the in-situ formed CaCO3 reacts with C3A to form monocarboxylate and hemicarbonate phases that improve microstructure; (ii) CaCO3 provides nucleation sites that accelerate hydration kinetics and contributes a filler effect that densifies the matrix; (iii) the amorphous silica gel promotes additional pozzolanic reactions with CH, increasing C–S–H production; and (iv) the growth of needle-like aragonite crystals on the slag surface functions as microfibres and fillers to enhance the microstructure and ITZ155. Nevertheless, one challenge associated with using carbonated slag is the increased demand for high-range water reducers (HRWR) to maintain flowability, due to particle agglomeration, which can adversely affect early-age strength.
SS generally refers to BOF slags, also known as converter steel slags. In UHPC, BOF slag is predominantly utilised as a cement replacement due to to its potential hydraulic reactivity (see Fig. 4). The hydraulic activity of SS is largely influenced by its fineness: finer particles (<6 μm) contain reactive cementitious phases, while coarser particles (>60 μm) are dominated by the RO phase with almost no hydration activity, making it chemically inert156. The presence of calcium silicate phases in SS powder (particularly larnite (C2S), see Table 2) underpins its hydraulic potential; however, their reactivity is considerably slower than cement 157,158. The low reactivity of SS is mainly related to its low tricalcium silicate (C3S) content and the morphology of C2S, which further slows the already inherently slow hydration of C2S159. Consequently, its incorporation often leads to delayed setting and reduced early-age compressive strength160,161. In UHPC, several studies have reported that increasing SS contents typically leads to a reduction in compressive strength94,158,162, with more pronounced negative effects at early ages162. The early-age strength reduction is primarily attributed to the delayed early hydration reactions caused by the low hydraulic reactivity of SS, as evidenced by a prolonged induction period and a lower main hydration peak in the isothermal calorimetry heat flow curves 94,162. While indicative of slower hydration, this reduced exothermic peak beneficially mitigates hydration-induced thermal expansion, leading to a reduction in autogenous shrinkage162. As hydration progresses, both the continued hydration of SS and its physical filling effect become more pronounced94,162. The filler effect, in particular, effectively increases the effective water-to-cement ratio, thereby facilitating a higher degree of cement hydration94. Consequently, the strength reduction at later ages tends to be less severe. In terms of microstructure, SS-incorporated UHPC exhibits a noticeable presence of unhydrated cement grains and increased porosity at 28 days, both of which indicate limited later-age hydration and restrained long-term strength development associated with higher SS replacement levels158,162. At the structural scale, similar strength reductions have also been observed in UHPC beams under flexural loading, where higher SS contents tend to decrease the cracking load, yield load, peak load of the structural members163.
Due to its high content of non-carbonate Ca- and Mg-bearing minerals, SS has been explored as a potential feedstock for CO2 sequestration, while simultaneous serving as a SCM in UHPC164. Compared to coarse SS aggregates, which typically require pressurised carbonation treatment, SS powder demonstrates significantly higher carbonation reactivity even under ambient conditions165,166. Its CO2 sequestration capacity can reach up to 100–150 g CO2/kg for particles finer than 38 μm167, making them particularly suitable as an SCM in finely-graded UHPC mixtures. Liu et al.94 and Li et al.96 investigated the use of carbonated SS as a cement replacement in UHPC, with the latter focussing on its application in coarse aggregate-containing UHPC (UHPC-CA). Both studies employed a similar ambient carbonation method, wherein pre-wetted SS powder was exposed to a continuous flow of 20% CO2 gas in a controlled climate chamber. This treatment resulted in precipitation of CaCO3 (from Ca-bearing minerals) and amorphous silica gel (from larnite), leading to a more porous microstructure and increased SSA of carbonated SS. The amorphous silica gel enhanced pozzolanic reactivity and promoted the generation of additional strength-contributing C–S–H gel, thereby improving mechanical performance relative to those incorporating normal SS. However, when the replacement level is excessively high (>60%), the dilution effect limited the cement available for hydration, leading to reduced formation of hydration products, increased porosity, and a substantial decrease in strength94. In UHPC-CA, higher replacement levels of carbonated SS was found to negatively impact mechanical performance, mainly due to the degradation to the ITZ between coarse aggregate and UHPC matrix96. In particular, meso-scale fracture analysis revealed a more porous ITZ with fewer cement grains near the aggregate boundary, reducing the mechanical contribution of coarse aggregates and promoting matrix cracking, thereby compromising both compressive and flexural strengths. On the other hand, instead of externally carbonating slag prior to incorporation, Hu et al.97 applied a direct carbonation approach by subjecting fresh SS-incorporated UHPC to pressurised CO2 curing (4 bar, 99.9% CO2 concentration). This gas-liquid-solid phase carbonation process in cementitious materials generally proceeds through three key stages168: (i) dissolution of early hydration products (e.g., CH and C–S–H), (ii) dissolution of CO2 into alkaline pore solution, forming carbonate ions (\({{\rm{CO}}}_{3}^{2-}\)), and (iii) precipitation of CaCO3 through the reaction between leached Ca2+ ions and \({{\rm{CO}}}_{3}^{2-}\). The study observed a drastic exothermic carbonation reaction within 30 min, followed by a distinct hydration heat flow, indicating accelerated early-age reactions. This mechanism contributed to enhanced dynamic mechanical performance and superior carbon sequestration efficiency, with a 22.4% higher CO2 uptake than that of FA-incorporated UHPC.
A key concern associated with using SS as a SCM is its content of trace heavy metals (e.g., B, Ba, Cr, V, and Pb) and its inherently high alkalinity, both of which can affect the mobility of hazardous elements under environmental exposure169. Therefore, its incorporation in infrastructure applications must be evaluated with respect to potential environmental risks, particularly the leaching of heavy metals. In UHPC, however, SS incorporation generally exhibits favourable leaching behaviour, with studies reporting reduced release of harmful elements compared to untreated slag94,162. Furthermore, it has been shown that increasing SS content can dilute metals such as Zn and Pb, while cement hydration products immobilise contaminants and keep concentrations well below regulatory limits. Even though carbonation of SS increases Cr and V leaching in the raw slag, Liu et al.94 showed that UHPC blended with carbonated slag effectively suppresses this release due to the stabilising effects of the high-pH pore solution and phases such as AFt and AFm.
EAF slag, another steelmaking slag rich in Fe, has been explored as full aggregate replacement to improve the electrical conductivity of UHPC142. Although it slightly reduced compressive strength, EAF slag notably improved the self-sensing capabilities (i.e., crack detection), with enhancements outperformed those achieved with carbon fibre additions. Its predominantly spherical particles also demonstrated a ball-bearing effect that improved the flowability. Beyond steelmaking slags, non-ferrous metallurgy slags (i.e., by-products from the production of non-steel matals) have also been used as fine aggregate substitutes in UHPC. These include high-magnesium nickle slag141 and ferrochrome slag aggregate (FSA)143, both of which have demonstrated good compatibility within the UHPC matrix. Notably, the rigid crystalline structure and high density of FSA improved compressive strength; however, its porous surface resulted in high water demand, which reduced flowability, prolonged setting time, and accelerated autogenous shrinkage. In this regard, the synergistic use of FSA with aritificial aggregates as internal curing agents has proven effective, as the gradual release of pre-absorbed water mitigates the aforementioned drawbacks while also promoting cement hydration and enhancing the pozzolanic reactivity of SCMs.
At present, the steel industry has been progressively transitioning from traditional blast furnace methods to scrap-based electric and hydrogen-driven processes in pursuit of reaching CO2-neutral steel production170,171. Hence, the availability of GGBFS and BOF slag is expected to decline and the share of EAF carbon steel slags is expected to steadily increase at the expense of BOF over the coming years172. In the medium term, the adoption of carbon direct avoidance steel production (e.g., hydrogen or electricity-based metallurgy) may also alter the steel slag properties, introducing uncertainties in the downstream utilisation41. The gradual phase-out of the most widely used GGBFS and BOF slag highlights a pressing need to investigate alternative SCM sources for long-term sustainability, which will be discussed in the following sections.
Energy- and waste-derived ashes
Energy-derived ashes herein refer to coal combustion products (CCPs), which are the solid residues formed during the combustion of pulverised coal in thermal power plants for electricity generation. Waste-derived ashes, on the other hand, originate from municipal solid waste incineration (MSWI), a conventional alternative to landfilling for municipal waste treatment and disposal. While differing in feedstocks, both processes involve high-temperature treatment in incineration furnaces and typically produce two main types of particulate by-products: fly ash and bottom ash. Fly ashes comprises finer, lighter particles captured from flue gases using dust collection systems, whereas bottom ashes consists of coarser, denser particles that accumulate at the base of the furnace173. Conventionally, the nomenclature of these ashes reflects their source material, with prefixes denoting origin—for instance, coal fly ash (CFA) and coal bottom ash (CBA) from CCPs, and MSWI fly ash (WFA) and MSWI bottom ash (WBA) from municipal waste incineration residues. However, CFA is by far the most extensively investigated type of fly ash in UHPC; therefore, it will be referred to simply as FA throughout this study.
As defined by ASTM C61846, FA is classified into two categories based on its chemical composition: Class C and Class F. Class C FA is typically derived from subbituminous or lignite coal and is characterised by a higher calcium content, which imparts self-cementing properties. In contrast, Class F FA is produced from bituminous coal and is predominantly siliceous, exhibiting pozzolanic rather than cementitious behaviour174. This characteristic is evident from the broad amorphous hump observed in the XRD pattern (Fig. 5), as already been discussed in ‘Mineralogical properties’. Among the two, FA-F is more frequently employed in UHPC studies as a partial cement replacement (the focus of this section), although it has also been used to replace fine aggregate175. As shown in Fig. 7, FA particles, regardless of type, exhibit a predominantly spherical and glassy morphology, with sizes typically ranging from less than 1 to about 300 μm120. This morphology provides a ball-bearing or lubricating effect when FA is used to replace cement, generally enhancing the flowability of UHPC mixtures, particularly with increasing levels of substitution43,102,117,145. However, consistent with findings in conventional concrete systems174,176, the incorporation of FA in UHPC has been associated with reductions in compressive strength, especially at higher replacement levels and during early ages (≤7 days)43,117,128. Notably, the early-age strength reductions were much higher than that of GGBFS, due to the stronger retardation effect of FA on cement hydration, as it binds free Ca2+ through aluminate reactions or surface adsorption, thereby delaying C–S–H formation and prolonging the induction period177,178. Although a modest strength gain was observed at the later ages (>28 days)43, the improvement was found to be comparable to that achieved with LP, an inert filler102. This limited strength development is primarily attributed to the specific characteristics of UHPC system that hinder the pozzolanic activity of FA, even beyond 91 days. Specifically, the combination of high superplasticiser dosages and low w/b ratios imposes two key constraints: (i) the complexation of Ca2+ ions with polymer chains from the superplasticiser, which inhibits nucleation and growth of hydration products, and (ii) the insufficient availability of free water to sustain continued hydration and promote pozzolanic reaction.
Conversely, FA has demonstrated a beneficial influence on the flexural performance of UHPC at a moderate substitution levels (around 20%)43,117. The enhancement is primarily attributed to improved interfacial bond characteristics between the matrix and embedded steel fibres, facilitated by the additional pozzolanic activity, filler effect, and nucleation sites introduced by FA43,128. However, beyond optimal replacement levels, FA can disrupt the Ca/Si ratio of the binder system and reduce the overall reactivity43. In UHPC incorporating graphite tailings as aggregate, Bai et al.145 observed a slight improvement in compressive strength with up to 15% cement replacement by FA. This enhancement was explained by the favourable particle size distribution of FA (between silica fume and cement), which contributes to a beneficial micro-aggregate filling effect. In a recent study, Zheng et al.179 examined the role of ultra-fine fly ash (UFFA, D50 = 1.52 μm) and silica fume (USF, D50 = 0.31 μm) in promoting autogenous self-healing of UHPC under carbonation conditions. As shown in Fig. 11a, UHPC incorporating UFFA exhibited the highest crack-healing capacity, followed by USF and plain UHPC (designated as C), for both initial crack widths of 40 μm and 200 μm. The dominant healing phase formed during carbonation varied depending on the type of replacement materials used (see Fig. 11b): (i) in C, portlandite was converted to CaCO3, which primarily sealed only the crack surface; (ii) in USF-blended UHPC, carbonation led severe decalcification of C–S–H, forming a multi-layered healing structure comprising original cement matrix–silica gel–CaCO3; (iii) in UFFA-blended UHPC, ettringite transformed into CaCO3-encapsulated ettringite. Notably, in UFFA-blended UHPC, the early formation of needle-like ettringite crystals stimulated the nucleation of CaCO3 and exhibited expansive behaviour, contributing to densely interlocked network that enhanced crack sealing and improved the impermeability recovery. While UFFA-blended UHPC demonstrated superior sealing capacity, USF-blended UHPC achieved better mechanical property restoration. This improvement is attributed to the formation of silica gel, which acts as a binding agent between CaCO3 and the cement matrix, thereby strengthening the interfacial bonding between the healing products and the original matrix. Owing to these distinct regenerated microstructure, the two blends exhibited different failure modes during flexural loading (see Fig. 11c): (i) shear failure within the regenerated CaCO3 (and ettringite) phases in UFFA-blended UHPC, primarily due to the absence of silica gel; and (ii) tensile debonding at the interface between CaCO3 (and ettringite) and the silica gel in USF-blended UHPC, leading to a better flexural performance restoration. Unlike its use as a cement replacement, the utilisation of FA used as a partial fine aggregate replacement has shown promising results. Kou and Xing175 reported that replacing up to 50% of silica sand with FA still resulted in an increase in both compressive and flexural strengths, primarily attributed to the enhanced packing density offered by the finer FA particles, supplementary pozzolanic activity, and improved interfacial bonding.

a Optical imaging showing crack closure over time under carbonation curing for two initial crack widths (40 μm and 200 μm). b Autogenous self-healing mechanisms in UHPC incorporating different replacement materials. c Two distinct cracking modes observed in regenerated UHPC structure under flexural loading: shear cracking within healing products (observed in UFFA), and tensile debonding at the interface between the healing products and the original cement matrix (observed in USF). Reproduced with permission179. Copyright 2025, Elsevier B.V.
CBA, when compared to FA, typically exhibits lower crystallinity as evidenced by the XRD patterns shown in Fig. 5 and supported by prior studies180,181. However, its broader utilisation is hindered by less favourable particle characteristics: (i) a coarse size and rough surface texture that necessitate additional processing (e.g., sieving and milling/grinding)180, and (ii) a relatively high unburned carbon content (i.e., LOI >6%) which often falls short of pozzolanic performance standards182. When properly processed, CBA exhibit pozzolanic activity superior to that of FA, as also demonstrated in UHPC mixtures by Pyo and Kim151. In the study, CBA showed greater potential as a silica powder replacement compared to FA, due to its higher pozzolanic reactivity, attributed to its lower crystallinity. Notably, mixtures incorporating CBA did not exhibit significant strength reductions at any age, whereas FA substitution led to substantial early-age strength loss within the first 24 h (as previously discussed). WBA, on the other hand, has been incorporated as fine aggregate replacement in UHPC183,184. It is well-established that the use of WBA in conventional concrete is often associated with elevated risk of cracking due to expansive reactions resulting from: (i) hydrogen gas generation from the reaction of metallic aluminium in the alkaline medium of concrete, (ii) potential ASR triggered by residual glass phases, and (iii) excessive ettringite formation caused by the high sulphate content (i.e., gypsum). In UHPC, Yu et al.183 reported that incorporating 20% WBA led to significant increase in porosity, attributed to hydrogen release, which in turn contributed to a reduction in compressive strength. However, a later study by Shen et al.184 presented contrasting findings, demonstrating that application of WBA in UHPC had dual and opposing effects on mechanical properties: porous structure (see Fig. 7) and internal curing effect. Specifically, at moderate replacement levels (<25%), the internal curing benefit outweighed the adverse effect of increased porosity, leading to improved compressive strength. However, beyond this threshold, the negative influence of excessive porosity became dominant, resulting in a reduction in strength. Importantly, the expansive reactions commonly observed in conventional concrete due to the presence of metallic Al, glass, and gypsum appeared to be mitigated in UHPC. This mitigation was attributed to UHPC’s dense microstructure, high self-dessication, presence of SCMs (e.g., silica fume), which collectively suppress such deleterious expansion.
As part of global efforts to combat climate change, the world is gradually phasing out coal-fired power plants, even in coal’s birthplace, the United Kingdom185. As a result, CCPs such as FA and CBA, which have long been served as SCMs, are expected to become increasingly scarce. In contrast, MSW generation is closely tied to population size and urban density, and can increase by an order of magnitude in industrialised, densely populated regions. This shift highlights the growing importance of valorising MSWI ashes, particularly WBA which has shown promise in dense UHPC systems, as more sustainable and readily available SCM alternatives in the post-coal era.
Limestone powder
As shown in Table 1, LP can be considered either an industrial by-products or a natural mineral source, depending on its origin. Derived from naturally occurring limestone, LP has long been used in cement-based materials due to its low cost and broad availability. The role of LP in cementitious system remains a subject of ongoing debate, specifically, whether it acts as an inert filler or participates in hydration reactions102. While LP is often treated as filler, it is generally accepted that tri-calcium aluminate (C3A) in cement can react with calcium carbonate in LP to form calcium carboaluminate phases during hydration186,187,188. More broadly, the chemical interaction between limestone and aluminates leads to the formation of carboaluminate phases, with one of the most representative examples observed in LC3 system (combination of limestone and calcined clay)73,189,190. With proper proportioning and fineness, LP is generally recognised to enhance cement-based materials through four main mechanisms: filler effect, nucleation effect, dilution effect, and chemical effect191,192. In UHPC, LP is primarily used as a partial replacement for cement16,102,125,126,193,194,195,196 and micro-filler (e.g., silica powder)194, owing to their comparable D50 typically in the range of 10–20 μm30 (see Fig. 6). Notably, LP has also been combined with aluminosilicate-based SCMs, such as CC/MK72,116,152 (discussed in ‘Calcined clay (Metakaolin)’) and lithium slag197, not only to reduce cement usage in UHPC but also to promote synergistic effect for generating carboaluminate phases, which contribute to microstructural refinement.
One of the most common uses of LP is as a mineral admixture to improve workability192. In UHPC, studies have shown that replacing cement with LP enhances flowability through two primary mechanisms: (i) lubricating effect, which is particularly pronounced in mixtures with low w/b ratio, and (ii) the partial replacement of cement with inactive filler, which increases the effective dosage of superplasticiser per unit mass of reactive binder152,193,194,195,197. However, this improvement in flowability was not observed when LP was used as a substitute for silica powder, primarily due to the comparable inert nature of both materials, which yields a similar effective dosage of superplasticiser194. To maintain the rheological benefits of LP incorporation, Ding et al.195 highlighted the need to maintain a minimum clinker content of ~280 kg/m3 to prevent a reduction in viscosity and, consequently, flowability. In terms of mechanical performance, a moderate replacement of cement with LP generally results in either a slight reduction or comparable compressive and flexural strengths when compared to reference UHPC mixtures without LP, across all curing ages16,152,193,194,195. This strength reduction remains relatively minor until the replacement level exceeds around 54% by volume16 or 50% by mass of the total binder195. In contrast, when LP replaces silica powder, Burroughs et al.194 observed a more significant reduction in strength, simply due to the coarser particle size of LP, which leads to suboptimal particle packing. In UHPC incorporating lithium slag (LS-UHPC), the compressive strength increased with LP replacement up to 10%, after which it declined197. These trends reflects a balance between beneficial and adverse mechanisms associated with LP incorporation, as outlined below:
-
Nucleation effect: LP particles provide nucleation sites for the growth of C–S–H, which can accelerate the early hydration process and promote a more homogeneous distribution of hydrates. This enhancement of early-age hydration increases the overall degree of hydration of the remaining cement, partially compensating for the reduced reactive binder content due to cement replacement16,152,197.
-
Dilution effect: At low to moderate replacement levels, dilution increases the availability of free water and space, promoting continued cement hydration, greater C–S–H formation, and reduced residual unhydrated cement16. However, excessive replacement (>54% by volume or 50% by mass) limits the amount of reactive phases, reducing hydration products and potentially compromising the microstructure16,195.
-
Filler effect: The influence of LP as a filler is closely tied to its particle size191. When LP is finer than cement, it enhances the packing density and lowers porosity, leading to improved mechanical performance197. Conversely, coarser LP can disrupt particle packing, increasing voids and reducing strength16,195.
-
Chemical effect: In LS-UHPC, LP reacts with aluminate phases in lithium slag to form hemicarboaluminate (Hc)197. This reaction stabilises ettringite (AFt) by preventing its conversion to monosulfoaluminate (AFm), thus increasing the total volume of hydration products and refining the pore structures. However, excessive LP content can result in an overwhelming dilution effect and diminishes the formation of beneficial phases.
Bauxite residue
Bauxite residue (commonly referred to as red mud, RM) is an highly alkaline residue generated from alumina refining. As of 2021, ~170 Mt of RM is produced annually, yet less than 3% is valorised, mainly in the production of Portland cement clinker, while the vast majority remains un-utilised and landfilled198,199. If RM were effectively utilised as a SCM at replacement levels of 20–30 wt%, it is estimated that the construction industry could potentially accommodate the entire annual production at both European and global scales198. RM is not deemed an effective SCM as-is41, as its chemical composition places it far from the compositional envelope of conventional SCMs towards the bottom-right corner (high in iron and alumina contents, low in silica and calcium contents), as seen in Fig. 4c. Consequently, the reactivity of RM is rather limited, and that its inclusion in cementitious systems has been shown to adversely affect compressive strength, especially at high cement replacement (>150 kg/m3)200. Another major concern associated with RM is the presence of toxic heavy metals, naturally occurring radionuclides, and its high alkalinity199. When incorporated into UHPC, however, the dense and low-permeability matrix effectively immobilises these hazardous elements and suppresses leaching200,201. Radiological assessments further show substantial reductions in radionuclide activity (e.g., 229Ra, 232Th, 40K) and exposure indices, which fall below regulatory limits due to the combined effects of physical encapsulation and chemical adsorption by UHPC hydration products. This demonstrates that even high RM replacement levels can be safely used in UHPC from a radiological standpoint. Mainly, RM has been explored as cement substitute in UHPC formulations200,201,202,203.
A continuing challenge in incorporating RM into UHPC lies in its adverse impact on flowability. This is primarily attributed to the finer particle size and higher SSA of RM compared to cement, which increases water demand and reduces workability200,202,203. However, the fine particle size also brings notable advantages, including increased filling ability and hence a better packing density of UHPC, as well as providing additional nucleation sites for hydrates during cement hydration200,202. In addition to nucleation effects, RM’s high alkalinity (pH 11) further accelerates hydration reactions, leading to a significantly shortened setting time in RM-blended UHPC200,202,203. Consistent with observations in conventional concrete, Hou et al.200 reported a continuous decrease in compressive strength as cement was progressively replaced with 20%, 40%, and 60% of RM. This decline was primarily attributed to the low pozzolanic reactivity of RM (though a certain reactivity is contributed by the presence of gismondine, a type of zeolite, in RM), where the dilution effect outweighed the benefits of particle packing and filler action at higher replacement levels. Supporting this observation, a notable increase in total porosity was observed in RM-blended UHPC, likely due to alterations in hydration chemistry, where alumina substitutes silicon in C–S–H, forming C–A–S–H. When alumina exceeds the capacity of the C–S–H structure, secondary phases such as stratlingite may precipitate, resulting in a coarser and more deteriorated pore network. Interestingly, a subsequent study by Yan et al.202 demonstrated that the incorporation of 20% RM in combination with 5% MK led to an improvement in compressive strength. This enhancement was linked to synergistic chemical interactions between RM and reactive silicate, which promoted the formation of additional cementitious hydrates that contributed to a denser and more homogeneous microstructure.
Given the high alumina content of RM, Huang et al.203 investigated its combined use with 10% LP to replace cement in UHPC, leveraging their potential to co-react and generate carboaluminate phases, as previously discussed in ‘Limestone powder’. As anticipated, these reactions facilitated the formation of more stable Hc and monocarboaluminate (Mc) phases, thereby increasing the overall volume of hydrates and enhancing compressive strength, especially at later ages (>7 days). Notably, the observed strength gain—contrary to the reductions reported by Hou et al.200 when RM was used alone—highlights the positive synergistic effect between LP and RM in UHPC. However, this benefit was only evident up to 10% RM replacement; beyond this threshold, the accumulation of unreacted RM and LP, coupled with an excessive dilution effect, limited further hydration and resulted in diminished performance. While RM replacement levels below 20% are still regarded as unfavourable due to limited reactivity, Peng et al.201 explored the potential to significantly increase cement substitution through thermal activation of RM. Their study revealed that calcination, particularly at 300 °C, not only mitigated the adverse effects on UHPC workability but also enabled up to 50 wt% of cement to be replaced while maintaining satisfactory flow and compressive strength under standard curing conditions. At this optimal temperature, the calcined RM exhibited a distinctive surface morphology enriched with micro-glass spherical particles ranging from 1 to 5 μm, which contributed to a “shape effect” that reduced water demand and provided abundant nucleation sites for hydration products. Moreover, the thermally activated RM released a moderate amount of reactive alumino-silicate species, promoting pozzolanic activity and facilitating the formation of additional C-A-S-H gels and gismondine crystals. These reactions collectively enhanced the degree of hydration, resulting in a denser microstructure and improved mechanical performance, even in UHPC mixtures utilizing RM as the sole SCM.
Mining and metallurgical wastes
Mining activities generate substantial amounts of waste, collectively referred to as mining waste. Among the wastes, mine tailings, the finely crushed residues remaining after valuable metals have been extracted, constitute the most voluminous and environmental challenging form of mining waste. According to the Global Tailings Review204, ~12.7 billion metric tons of tailings are generated annually, with cumulative global production exceeding 280 billion metric tons. The extensive land occupation and severe environmental pollution associated with tailings storage in ponds and dams underscore the urgent need for more effective mine waste utilisation strategies. Recently, the valorisation of mine tailings as raw materials in concrete production has gained growing attention, primarily for use as aggregate replacements, SCMs, AAM precursors, and inert fillers (Reader refer to44 for use of tailings as supplementary materials in general concrete). As shown in Table 1, various types of tailings, including IOT, MT, GT, and GRT, have been explored as partial or full replacements for fine aggregate53,109,110,144,145, cement109,110,144, silica fume111, and as AAM precursor114 in UHPC. Notably, the broad PSD of tailings ranging from cement-sized particles to fine sand (20–300 μm44) aligns well with the granular requirements of UHPC, which also enables simultaneous replacement of cement and fine aggregates (i.e., full-scale recycling) in UHPC112. As discussed in ‘Mineralogical properties’, when employed as cement replacement, raw tailings typically undergo an activation process (i.e., most commonly mechanical grinding/milling) to alter their crystalline structure and enhance their reactivity. In this context, tailings processed into powder form are denoted with a ‘P’ suffix, while those used as sand substitutes carry an ‘S’ suffix (e.g., IOTP/IOTS or MTP/MTS).
When used as a binder replacement, the incorporation of tailings powder generally reduces the flowability of UHPC, due to their fine, rough, porous nature (i.e., high SSA) which increase the inter-particle friction and absorb free water necessary for lubrication109,110,114. Tailings sand, on the other hand, can either enhance or impair flowability, depending on its particle fineness and surface morphology. For instance, smoother GTS and finer IOTS or MTS, compared to the original aggregates, tend to improve particle gradation that is favourable for concrete flow53,109,112. However, this improvement is limited to certain thresholds (e.g., up to 30% for IOTS53 and 60% for MTS109, beyond which agglomeration or excessive fines may hinder workability. In terms of mechanical strength enhancement, most studies have reported a relatively low optimal replacement level when tailings are used as binder substitutes (~10–20%109,110,114), compared to much higher allowable limits when used as aggregate replacements (~40–50%53,109,110,145). The lower threshold for binder replacement is primarily attributed to the limited reactivity of mine tailings. While unhydrated tailings powder act as micro-fillers and provide nucleation sites for hydrate formation, a slight increase in their incorporation can easily dilute the binder matrix and reduce the production of hydration products109,110,114. This dilution effect is also particularly pronounced in early hydration process, where greater substitution of cement with tailings powder markedly slows hydration kinetics and reduces the cumulative heat evolution due to the lower availability of reactive clinker phases109,110,111,112. This adverse effect is further highlighted when highly pozzolanic silica fume were replaced with less reactive ITP, leading to a gradual reduction in mechanical performance111. The deterioration is further exacerbated by the coarse particle size of ITP compared to silica fume, which weakens the fibre–matrix interfacial bonding.
The enhanced mechanical properties observed with a higher replacement levels of tailings sand are mainly attributed to several mechanisms: (i) improved micro-aggregate packing, when tailings sand particles are finer than the replaced aggregates53,145, (ii) increased interfacial bonding due to the rougher surface texture of tailings sand109,110, (iii) the ability of porous particles to absorb water, thereby reducing the effective w/b ratio110. However, the extent of replacement is often limited by the inherently lower quality of mine tailings aggregate (e.g., particle strength and stability)109,110, insufficient binder paste to wrap the aggregates109, and the excessive water absorption that can limit hydration110. On the other hand, full-scale recycling of GT without sieving or reprocessing, was successfully demonstrated by Wang et al.112 through the simultaneous replacement of both cement and sand. Remarkably, strength enhancement was observed at replacement levels of up to 28%, indicating the potential of GT for efficient and simplified integration in UHPC formulations. When tailings powder was used to partially replace precursors (slag and FA) in UHP-AAC, Tian et al.114 showed that mechanically activated ITP exhibited synergistic hydration effect with the precursors, rather than acting as an inert filler as commonly observed in conventional UHPC. Specifically, the formation of amorphous surface layer on ITP promotes the rapid dissolution in alkali activators, thereby enhancing the reactivity of precursors and accelerating the generation of hydration products. It is important to note that mine tailings typically contain heavy metals, and that the toxicological performance of tailing-based building components is a critical consideration. However, even at high replacement levels, UHPC incorporating tailings has demonstrated minimal leaching, with values well below regulatory limits109,110,112. This effective immobilisation is attributed not only to the ultra-dense microstructure of UHPC, but also the ability of hydration products to trap heavy metals through a combination of adsorption, ion exchange, precipitation, and encapsulation205,206.
Overall, industrial by-product SCMs show highly variable suitability for UHPC, with performance largely dictated by their intrinsic reactivity and compatibility with UHPC’s dense, low w/b matrix. Latent hydraulic materials such as GGBFS and steel slag provide limited early hydration but can support later-age strength and benefit from carbonation activation. Fly ash exhibits hindered pozzolanic reactivity in UHPC’s dense matrix, resulting in notable early-age strength reductions, while bottom ashes exhibit variable reactivity, with CBA requiring sufficient processing to become pozzolanic and WBA carry risks of expansive reactions, mitigated only partially by its limited internal curing effect at low replacement levels. LP stands out as a highly compatible filler, exerting beneficial nucleation and carboaluminate-forming effects that preserve strength up to high replacement ratios. Conversely, RM, characterised by low silica and high iron–alumina chemistry, displays limited reactivity and consistently reduces compressive strength unless thermally activated or combined with LP. Mine tailings, though minimally reactive as binder substitutes, offer compelling advantages as aggregate replacements by enhancing granular packing, thereby enabling full-scale recycling in UHPC. Collectively, these materials demonstrate that successful utilisation of industrial by-products in UHPC hinges on reactivity enhancement, particle engineering, and alignment with UHPC’s hydration and packing environment.
Agriculture-derived ashes
Ashes from burned agricultural residues (e.g., rice, maize, wheat, soybean, and sugarcane) are considered cost-effective alternative materials, largely due to their naturally fine and friable nature, which requires minimal post-processing. Among these, RHA is the most prominent example, having been used as a replacement for cement45, silica fume45,207,208,209, and quartz powder18 in UHPC. As discussed in ‘SCMs, AAM precursors, inert filler’, RHA is notable for its substantial amorphous silica content (see Fig. 5) and exceptionally high SSA (see Fig. 6), both of which contribute to its strong pozzolanic activity.
In contrast to SCMs such as GGBFS and FA, which typically exhibit low early-age reactivity, RHA replacement has been shown to enhance compressive strength as early as 7 days45,207. Remarkably, even complete replacement of silica fume with RHA has resulted in higher compressive strength45,207,208, despite RHA’s comparatively lower intrinsic pozzolanic reactivity, as indicated by lower CH consumption207,208. This anomalous strength enhancement is primarily attributed to the mesoporous structure of RHA, which enables it to act as an internal curing agent18,45,207,208,209. During mixing, RHA absorbs a portion of mixing water into its cellular pores, temporarily reducing the free water available for early hydration, and hence lower the Ca(OH)2 production and the compressive strength (<7 days), as shown in Fig. 12a, b. As hydration progresses and internal relative humidity declines, this stored water is gradually released into the surrounding matrix, promoting continued hydration and enhancing long-term strength development even up to 91 days. The absorbed water also facilitates ionic diffusion of Ca2+ to react with silica species within the cellular structure of RHA, forming additional C–S–H to fill its pore network207,208. Moreover, the water-absorbing nature of RHA lowers the effective w/b ratio, leading to a denser initial microstructure compared to that of silica fume-based UHPC from the outset. This reduced w/b ratio, combined with the ongoing pozzolanic reaction, promotes pore refinement and reduces total pore volume in RHA-based UHPC. However, the extent of this refinement remains inferior to that achieved with silica fume18,207. This limitation is attributed not only to the inherently lower pozzolanic activity of RHA but also to its significantly larger particle size, typically 50–100 times greater than that of nanoscale silica fume207,210, which limits its ability to fill small capillary pores (10–50 nm) as effectively18. In this context, Kang et al.18 demonstrated that RHA performs more effectively when used to replace micro-sized quartz powder, rather than nano-sized silica fume, owing to increased reactive pozzolans (without changing amount of silica fume) and better particle size compatibility and a subsequent reduction in capillary porosity. Their study showed that replacing 50% and 100% of quartz powder with RHA (denoted as QP(W-50%) and QP(W–100%)) led to compressive strength gains of 7.7% and 18.5%, respectively, at 91 days. In contrast, replacing 50% of silica fume with RHA (SF(W-50%)) yielded minimal strength improvement, as shown in Fig. 12c.

a Calcium hydroxide content and b compressive strength evolution of RHA-based UHPC compared with pure UHPC and silica fume-based UHPC over time. a, b Reproduced with permission207. Copyright 2025, Elsevier B.V. c Compressive strength development, and d hydration profiles comparing RHA and BRHA as partial replacements for silica fume and quartz powder. Reproduced with permission18. Copyright 2025, Elsevier B.V.
Overall, the effectiveness of RHA as supplementary material in UHPC can be attributed to three key mechanisms: internal curing effect, low effective w/b ratio, and improved particle packing. However, its effectiveness is highly dependent on its physical and chemical characteristics, particularly its particle size and combustion conditions. RHA is typically pulverised after combustion, producing particles with an average size in the range of 5–20 μm18. Finer RHA particles are generally associated with reduced superplasticiser demand and enhanced compressive strength45. However, considering both the grinding energy consumption and the castability of the mixture reflected by the flow funnel time measurements, an average particle size of ~5.6 μm has been recommended as optimal45. In addition to fineness, the pozzolanic activity of RHA is highly sensitive to the combustion parameters. An incineration temperature between 500 and 700 °C is generally considered ideal. Temperatures below 500 °C tend to produce black RHA (BRHA) with high residual carbon content211, whereas higher temperatures exceeding 700 °C lead to the formation of crystalline silica polymorphs such as cristobalite and tridymite212. Prolonged heating can also cause the collapse of RHA’s pore structure, further diminishing its effectiveness. These factors have been the major barriers to the widespread use of RHA in general120. Supporting this, Kang et al.18 investigated the incorporation of BRHA in UHPC and reported that its low silica and high carbon content severely impaired early hydration and delayed the pozzolanic reaction, ultimately resulting in significantly lower compressive strength (see SF(B-50%) and QP(B-50%) in Fig. 12c, d). Additionally, the presence of BRHA degraded the UHPC pore structure due to the irregular morphology of its particles and the generation of gas from decomposing organic matter. The study concluded that producing a porous and high-purity white RHA is achievable through combustion at 650 °C for 2 h with controlled heating and cooling rates of 2 °C/min. In a recent study, the co-combustion ash of sewage sludge and rice husk was utilised as a replacement for cement and silica fume in UHPC213. This co-combustion process leverages the high calorific value of rice husks to improve the combustion efficiency of sewage sludge, a municipal solid waste with inherently low calorific content. The resulting ash not only enabled the high-value utilisation of sewage sludge but also contributed to improvements in both compressive and flexural strengths at replacement levels below 15%. These enhancements were attributed to the provision of additional nucleation sites that promote early hydration, as well as the pozzolanic reactivity of the ash, which generates additional hydration products.
Recycled construction and urban wastes
Recycled glass
Recycled glass used in concrete is predominantly soda-lime glass (classified as Type GS glass under ASTM C1866/C1866M214) sourced from mixed-colour beverage bottles, jars, and containers. When finely ground to below 100 μm, as described in ‘Mineralogical properties’, it becomes highly reactive pozzolanic material owing to its amorphous, silica-rich structure. However, this abundance of reactive silica, coupled with the typically high alkali contents (Na+ and K+), increases the risk for alkali-silica reaction (ASR)215, particularly when glass particle size exceeds 1 mm216. ASR occurs when reactive silica in glass reacts with alkali hydroxides (e.g., NaOH or KOH) in the pore solution (typically at pH > 13217), forming highly expansive alkali-silicate gel218. This gel can absorb moisture, swell, and induce internal microcracking and degradation of ITZ, ultimately compromising durability215. In UHPC, however, ASR is generally mitigated, as fine aggregates, including glass, are usually ground to sizes below 500 μm, greatly reducing the potential for expansive gel formation. Furthermore, the presence of pozzolanic silica fume and the very low w/b ratio of UHPC have been shown to mitigate ASR expansion104,219. Consequently, recycled glass has been employed to replace a broader range of constituents—including silica fume103,220,221,222, cement65,103,104,158,175,221, quartz powder65,220, fine aggregates104,223—where coarser waste glass particles (>100 μm), with limited pozzolanic reactivity, are typically used as fine aggregate. On the other hand, LCDGP, characterised by low Na2O content, high Al2O3 content, and a comparable amorphous structure, has more recently been utilised as a quartz powder replacement in UHPC to offer better resistance against chloride ingress and ASR68,224. For consistency, glass incorporated as a replacement for silica fume, cement, and micro-fillers is herein referred to as glass powder (GP; typically <45 μm), whereas glass employed as a replacement for aggregates is referred to as glass sand (GS; typically several hundred micrometre in size).
The poor hydrophilicity (i.e., non-absorptive nature) and smooth surface texture of GP and GS (see Fig. 7) generally enhance the flowability of UHPC65,103,104,222, with this effect being more pronounced in GS-incorporated UHPC223. This rheological advantage, however, diminishes when nano-scale GP is used to replace silica fume, owing to its exceptionally high SSA which increases water demand103. Regarding hydration kinetics, GP typically behaves as an inert filler during the early stages (<7 days), resulting in reductions in both peak heat flow and total heat release, and consequently contributing less to early-age strength65,175,220, as illustrated in Fig. 13a, b. Nonetheless, GP can accelerate early-age hydration by adsorbing Ca2+ ions and providing nucleation sites for hydrate formation. Its elevated alkali (Na2O) content also catalyses the dissolution of Portland cement during the initial hydration period65,220. As hydration progresses, increased portlandite formation resulting from the enhanced cement dissolution promotes further pozzolanic activity of GP. This results in additional hydrate formation, which contributes to improved strain gain at later age65,175,222. Remarkably, several studies have reported that GP exhibits superior long-term pozzolanic reactivity compared to SF, as reflected by higher compressive strengths at later ages103,222. In contrast, Vaitkeviĉius et al.220 observed that complete replacement of SF with GP led to a pronounced strength reduction, suggesting that the pozzolanic reactivity of GP may, in certain cases, be inferior to that of SF. Such discrepancies are likely due to differences in GP fineness, with finer particles demonstrating higher pozzolanic reactivity and providing more nucleation sites for hydrate formation221.

a Substitution of cement with GP results in reduced peak heat flow alongside accelerated hydration rates (up to 20%), b corresponding later-age compressive strength improved, reaching a maximum at 20% replacement. c Replacement of quartz powder with GP maintains similar peak heat flow but exhibits accelerated hydration kinetics, d compressive strength increases continuously with higher GP content, peaking at full substitution (100%). Reproduced with permission65. Copyright 2016, Elsevier B.V.
When used as cement replacement, the dilution effect generally limits positive strength gains to relatively low replacement levels, typically in the range of 15–20% 65,104,175. In contrast, GP and GS can be incorporated at substantially higher levels, often ranging from 50 to 100%, when used to replace inert quartz powder and fine aggregates, respectively65,104,223. Notably, increasing quartz powder replacement with GP has been shown to produce a continuous increase in compressive strength, even at full substitution65, as shown in Fig. 13d. Because the cement content remains unchanged in these mixtures, GP-modified UHPC exhibits early hydration behaviour characterised by similar overall heat evolution but accelerated kinetics, attributed to the nucleation effect and enhanced cement dissolution drien by the elevated alkali content of GP65 (see Fig. 13c). According to You et al.224, LCDGP with low alkali (Na2O) content, does not significantly affect clinker hydration as observed in soda-lime GP. At replacement levels above 50%, it functions as an inert filler rather than an active participant in the hydration process, with strength and bonding properties peaking at 50% quartz powder replacement. On the other hand, GS, which exhibits a higher crushing value than quartz and river sands, has been shown to enhance compressive strength at replacement levels up to 75% replacements223. However, at full replacement (100%), excessively high flowability weakens the bond between aggregates, resulting in a significant reduction in compressive strength.
As discussed in ‘Steelmaking and non-ferrous metallurgy slags’ that the incorporation of SS generally leads to reductions in both early- and later-age compressive strengths, Xu et al.158 explored the synergistic effect of combining SS and GP as partial cement replacements in UHPC. Interestingly, this combined use of SS and GP exhibited mutual activation, where leached ions such as Ca2+, \({\rm{Al}}{({\rm{OH}})}_{4}^{-}\), and \({{\rm{SiO}}}_{3}^{2-}\) from both materials enhanced cement hydration. Consequently, the increased formation of hydration products, particularly the development of HD C–S–H, refined the microstructure and resulted in compressive strengths exceeding those achieved by either SS or GP alone, with the optimum replacement level observed at 20%. Often, as-received waste glass contains various contaminants that must be removed before reuse in concrete production, necessitating additional energy-intensive cleaning and washing processes. Common impurities include lightweight particles (e.g., paper, wood, plastics), clay and silt, reactive clays, organic impurities, and aluminium foil residues (see Fig. 14a). In this context, Zhao et al.104 investigated the direct use of unwashed GP and GS as partial replacements for cement and fine aggregates. Relative to their washed counterparts, the presence of impurities in both unwashed GP and GS led to a more pronounced reduction in compressive and flexural strengths, as shown in Fig. 14b, c. This effect was especially severe for unwashed GS, where its high aluminium content reacts in alkaline cementitious environment to release hydrogen gas, causing expansion, microcracking, and further strength loss. Interestingly, certain water-absorbing impurities (e.g., paper) in unwashed GP and GS acted as internal curing agents, substantially mitigating the high autogenous and drying shrinkage typically obssserved in UHPC (see Fig. 14d). These findings suggest that, in the case of GP, using unwashed material could reduce cleaning requirements while still achieving acceptable mechanical and durability performance.

a Typical solid impurities present in unwashed GS. b Comparative effects of unwashed and washed GP and GS on compressive strength, c flexural strength, and d autogenous shrinkage of UHPC. Reproduced with permission104. Copyright 2024, Elsevier B.V.
Despite the recognised pozzolanic benefits of recycled glass, the global potential of ground glass pozzolan remains constrained by relatively low production volumes compared to other solid wastes and the complexity of processing mixed glass types into a usable pozzolan41. Nonetheless, it represents a valuable recycling option in regions where alternatives are scarce. Its adoption is expected to increase, driven in part by the establishment of the dedicated ASTM C1866/C1866M standard for glass pozzolans214.
Recycled concrete fines/aggregate
With rapid urbanisation and the resulting surge in C&D waste, recycling of waste concrete has become a sustainable and increasingly urgent strategy for reducing landfill burdens while conserving the dwindling natural aggregate resources. The recycling process typically involves crushing and processing discarded concrete to produce RCA, predominantly coarse in size. Inevitably, smaller particle fractions are also generated, including recycled fine aggregates (RFA) and an even finer by-product, RCF (typically smaller than 150 μm; accounting for ~20–30% of total output225). Before incorporation into cement-based materials, raw recycled aggregates generally require treatment. Untreated RCA typically retains remnants of old adhered cement paste and exhibits surface defects generated during mechanical crushing, producing a weaker, more porous morphology compared to natural aggregates. In conventional concrete, these adhered phases increase water absorption, impair workability, introduce additional ITZs, and ultimately reduce mechanical performance. To address these limitations, various strengthening strategies have been explored226, including (i) physical enhancement (e.g., secondary crushing, heat treatment, particle shaping), (ii) microbial modification, (iii) chemical treatments, (iv) coating techniques (e.g., chemical solution and reactive slurry impregnation), and (v) mineral carbonation. Mineral carbonation has recently attracted significant attention as a method to enhance the quality of RCA while offering substantial CO2 sequestration potential. Through this process, cement hydrates (e.g., CH and C–S–H) are decomposed, leading to the precipitation of calcium carbonates and silica gel on the RCA surface, as shown in Eqs. (1) and (2)227. This densified surface layer reduces water demand and improves the mechanical integrity of RCA228,229,230. In UHPC applications, recycled concrete is incorporated primarily in two forms: coarse RCA and RFA as partial or complete substitutes for natural aggregates91,118,132,133,134,135,136,137,138,139, and RCF, which is used to replace cement or silica fume53,95,105.
The use of untreated RFA in UHPC generally impairs workability due to its high water absorption and increased internal friction arising from irregular surfaces with variable adhered paste thickness132,133,136,137,139. This elevated water demand lowers the effective w/b ratio and accelerates the setting time133,137. Moreover, the inferior intrinsic properties of RFA, such as lower strength, higher porosity, and the presence of defects, promote the formation of additional ITZs, creating more destructive paths under load132. These weaknesses typically translate into lower compressive strength at both early and later ages118,132,134,137,139, with the detrimental effects of the ITZ being even more pronounced in flexural and tensile performance132,139. Nevertheless, Cheng et al.136 reported comparable 28-day compressive strength to the reference specimen, attributing it to the internal curing effect of RFA, which sustains internal relative humidity and promotes later-age hydration while mitigating early autogenous shrinkage. This benefit, however, appears limited at low replacement (17% in their study); at higher dosage, the negative impacts of weaker aggregate properties and high water absorption outweigh the internal curing advantage, leading to reduced strength and increased shrinkage. Elevated curing of RFA-blended UHPC has been shown to mitigate the reduction in mechanical properties. For instance, Zhang et al.132 reported that autoclave curing produces a denser ITZ microstructure (i.e., reduced thickness and improved microhardness), particularly the interfaces between natural river sand and the new cement matrix (ITZ1), and between the new and old cement matrices (ITZ3), as shown in Fig. 15a, b. In particular, the elevated curing promotes the pozzolanic activity of silica fume and accelerates cement hydration, resulting in greater consumption of unhydrated CH and the formation of abundance, dense tobermorite crystals 118,132. Interestingly, Cheng et al.136 also demonstrated that incorporating a small dosage of graphene oxide (0.6 wt%) further enhances the performance of RFA-incorporated UHPC. Its hydrophilic nature promotes nucleation, while its nano particle size (i.e., high SSA) providing a nano-filling effect and bridges microcracks. Together, these mechanisms strengthen the interface between the matrix and RFA (see Fig. 15c, d), resulting in improved compressive and tensile strengths.

a Autoclave curing increases microhardness and thickness of ITZ1 (between natural river sand and the new cement matrix), and b ITZ3 (between new and old cement matrix) (Note: ITZ2 (between old river sand and adhering old cement matrix) remains unaffected due to the limited remaining unhydrated cement particles). Reproduced with permission132. Copyright 2018, Elsevier B.V. c SEM images showing a loose ITZ surrounding RFA, and d a denser ITZ achieved with the addition of 0.06 wt% of graphene oxide. Reproduced with permission136. Copyright 2024, Elsevier B.V. e Carbonation treatment of RFA induces the precipitation of nano-CaCO3 whiskers on the surfaces of Ca(OH)2 and C–S–H gels associated with the RCA. Reproduced with permission133. Copyright 2023, Elsevier B.V.
In studies on carbonated RCA (cRCA), aggregates with particle sizes of 2.36–4.75 mm were subjected to accelerated carbonation using 100% CO2 under low gas pressures (<0.5 MPa) for 24 h prior to their incorporation as aggregate replacement in UHPC133,137. These low-pressure conditions promoted the formation of finer, denser CaCO3 crystals (see Fig. 15e), thereby enhancing RCA quality230. The deposition of chemically stable calcite within the pores reduced water absorption, leading to UHPC with enhanced flowability and prolonged setting time133. Concurrently, the nano-CaCO3 and silica gel precipitated on the cRCA surface acted as nucleation sites for cement hydration and strengthened the bond between the new mortar and RCA. Combined with the reduced porosity of cRCA, these effects produced a denser microstructure, lower overall porosity, and superior mechanical performance compared to mixes with untreated RCA. The extent of these benefits, however, is strongly influenced by the RCA’s strength grade, which governs carbonation kinetics230. Yu et al.137 evaluated three RCA grades (C30, C60, and C120, derived from parent concretes of varying strengths) to assess their carbonation efficiency and their subsequent contribution to mechanical performance. Among them, C120, sourced from crushed UHPC and containing higher levels of reactive compounds (i.e., residual mortar), achieved the greatest CO2 uptake. This abundant nano-CaCO3 formation provided numerous nucleation sites for C–S–H gel growth, enhanced interfacial bonding, and ultimately yielded the highest mechanical strength of all tested grades. Aside from CO2-strengthening, Luo and co-workers91,134 investigated several alternative RCA strengthening methods, including acid washing (immersion in hydrochloric acid followed by water rinsing), cement slurry coating, and chemical solution impregnation (using sodium silicate and polyvinyl alcohol). Key observations include: (i) acid washing effectively removed residual cement particles and dissolved adhered dust and soil, substantially reducing water absorption, (ii) cement slurry coating increased silica content on RCA surface, enhancing the bond between aggregate and mortar, (iii) chemical solution impregnation, in which polyvinyl acetate nanomolecules filled gaps between aggregates and cement mortar, and sodium silicate diffused into the pore network and polymerised to form a hydrophobic film, significantly reduced water absorption. Among these methods, chemical solution impregnation proved most effective, enhancing both workability and mechanical properties. The strengthened RCA exhibited a transition from defect-dominated failure to ITZ bond failure, reflecting a more intact interfacial zone with improved hydration and stronger aggregate-mortar bonding.
RCF is composed mainly of unhydrated cement particles, hardened cement paste, and aggregate fragments. Due to the variability of the parent concrete, RCF exhibits inherent heterogeneity, resulting in significant fluctuations in chemical composition, as detailed in ‘Chemical properties’. This composition allows RCF to display both residual hydration and potential pozzolanic activity. Finer RCF particles (<0.75 μm) have been used to replace silica fume95,105, whereas coarser RCF fractions are typically used to replace cement53. In general, RCF requires activation (refer to Table 2 for different methods) to enhance its reactivity before incorporation in concrete. For silica fume replacement, Yang et al.105 prepared RCF by wet grinding autoclaved aerated concrete waste (AACW) to a submicron size (WSA; ~38 nm). This wet grinding process significantly enhanced the rehydration activity of AACW by promoting ion dissolution (e.g., OH-, \({[{{\rm{SiO}}}_{4}]}^{4-}\), and \({[{{\rm{AlO}}}_{4}]}^{5-}\)), which increased the system’s alkalinity, while also improving its pozzolanic reactivity, as evidenced by a more pronounced amorphous hump (see Fig. 16a). These effects accelerated hydration and increased early-age heat release, resulting in improved compressive strength at both early and later ages, as demonstrated in Fig. 16b–d. Notably, up to 80% replacement of silica fume with wet-ground AACW increased the 28-day compressive strength, attributed to greater C–S–H gel formation. Similarly, Yuan et al.95 applied a coupled activation approach combining microwave with wet carbonation to finely-ground RCF for use as silica fume replacement. The non-thermal microwave effect was found to reduce the activation energy for Ca(OH)2 carbonation, promoting the formation of calcite and aragonite crystals that acted as effective nucleation sites. At a 50% replacement level, the synergistic effect of these nucleation sites and the enhanced pozzolanic reactivity of the microwave-carbonated RCF produced a dense C-S-H gel network, which translated into the highest 28-day compressive strength. For cement replacement, Luan et al.53 investigated coupled mechanical–chemical activation of RCF using sodium metasilicate nanohydrate (Na2SiO3⋅9H2O). The study found that the positive contribution of RCF was limited at 10% replacement, with higher dosages introducing a dilution effect that inhibited hydration. Overall, while these studies highlight promising activation strategies, the potential of RCF, particularly as cement replacements, remains under-explored and warrants further investigation.

a XRD patterns of AACW before and after wet grinding. b Compressive strength development at varying WSA replacement levels (Note: The lower compressive strengths (<120 MPa at 28 days) are due to the exclusion of steel fibres in this study). c Hydration heat evolution as a function of ultrafine WSA dosage; and d Cumulative heat release over time. Reproduced with permission105. Copyright 2022, Elsevier B.V.
Natural pozzolans and processed earth materials
Calcined clay (Metakaolin)
As summarised in Table 1, CC is a pozzolanic material produced through thermal dehydroxylation of kaolinitic clays, within which MK represents the most refined subsets, derived from high-purity kaolin deposits (kaolinite content ≥85%231). When optimally calcined, MK exhibits exceptional pozzolanic reactivity and, in some cases, demonstrates a higher rate of early-age pozzolanic reactions than silica fume232,233. In fact, the widespread interest in clay-based pozzolans stems from their global abundance and accessibility; however, the cost of MK remains a significant constraint, being comparable to that of silica fume and roughly three times higher than cement232. This has stimulated growing interest in CC with more modest kaolinite contents, which, despite lower reactivity (i.e., lower amorphous hump, as shown in Fig. 5), have demonstrated notable performance in blended cement systems at normal w/c ratios234,235. In the context of UHPC, both CC and MK has been explored as full replacements for silica fume23,72,196,236 as well as partial substitutes for cement116,117,237. Among these studies, some have combined limestone as partial cement replacement, producing ternary CC(or MK)–limestone–Portland cement blends that exploit the interaction between alumina-rich phases in CC and limestone to form strength-enhancing carboaluminates72,116,196, as discussed in ‘Limestone powder’. Beyond CC and MK, thermally activated clays derived from alternative sources, including soil dregs (a by-product of underground infrastructure excavation using sheild tunnelling)238 and marine clays with low kaolinitic content (<20%)12,239, have further expanded the portfolio of clay-based SCMs applicable to UHPC.
The exceptionally high SSA (see Fig. 6) and angular particle morphology (see Fig. 7) of CC/MK generally reduce the flowability of UHPC, often necessitating higher superplasticiser dosage and extended mixing time23,117,118,119. Despite this drawback, the early studies have shown that UHPC incorporating MK as full replacement for silica fume (100%) can achieve comparable mechanical properties, while maintaining excellent resistance to the penetration of aggressive agents23,236,240,241. Notably, Tafraoui et al.236 reported that MK exhibited higher pozzolanic activity than silica fume, as evidenced by greater CH consumption in MK-blended UHPC. Given the high cost of MK, Huang et al.72 compared UHPC mixes incorporating MK (95% kaolinite) and CC (79% kaolinite) as full replacements for silica fume, in combination with limestone (replacing 54% of cement). Interestingly, the CC-blended UHPC achieved higher compressive strength than the MK-blended UHPC at all ages, despite its lower kaolinite content, as shown in Fig. 17a. This result was attributed to the higher superplasticiser demand of MK, which retarded hydration and reduced the degree of hydration. Nevertheless, both CC- and MK-based mixes exhibited lower compressive strength than silica fume-based UHPC (2.3% and 10.4% lower, respectively), mainly attributed to the greater water demand associated with additional reactions triggered by calcined clays. In general, ternary Portland cement-limestone–calcined clay systems induce multiple concurrent reactions: (i) cement hydration, (ii) pozzolanic reactions between kaolinite and portlandite, and (iii) synergistic reactions between kaolinite and limestone forming monocarboaluminates. Competition among these processes for available water hinders cement hydration, resulting in both lower CH development and reduced CH consumption (due to restricted pozzolanic activity) compared to silica fume, as depicted in Fig. 17b. While calcined clays contributed to pore refinement through the formation of ettringite and monocarboaluminate phases, the reduction in compressive strength is primarily governed by the limited degree of hydration, resulting in lower strength compared to silica fume-based UHPC at all ages, in agreement with previous study196.

a Compressive strength development of UHPC mixes up to 60 days. b Evolution of portlandite content in the UHPC mixes normalised per gram of cement (CSF.LS: control mix with 54% limestone, 34.5% cement, and 11.5% silica fume; UHPC_CC_B: silica fume fully replaced by MK (Burgess); UHPC_CC_I: silica fume fully replaced by CC (India)). Reproduced with permission72. Copyright 2017, Elsevier B.V.
For cement replacement, CC/MK has consistently been shown to enhance long-term strength development, as shown in Fig. 18a. At early ages (<7 days), CC/MK-modified UHPC typically exhibits lower compressive strength than the reference UHPC; however, these mixes surpass the control mix beyond 7 days116,118. Similar to silica fume substitution, CC/MK incorporation induces a delayed and attenuated hydration peak but does not substantially reduce the cumulative heat of hydration (see Fig. 18b), owing to the nucleation effect of clay particles116,118. The later-age strength gain is primarily attributed to the pozzolanic activity of calcined clays and, in limestone-containing systems, to synergistic interactions among cement, CC/MK, and limestone, which becomes increasingly effective after about 7 days. Nevertheless, this enhancement effect has been consistently reported to occur only at relatively low replacement levels (≤15%)116,117,118,237; beyond this threshold, the dilution of cementitious content dominates, leading to strength reductions (see Fig. 18a). Similarly, replacing cement with CC/MK refines the pore structure, thereby improving ITZ bonding properties118,119,237. However, Mo et al.116 noted that this refinement has only a limited influence on compressive strength, which is more strongly correlated with the chemically bound water (from thermogravimetric analysis) that is governed by the competition between concurrent cement hydration and pozzolanic reactions. Elevated-temperature curing has been shown to substantially promote the reaction extent of CC/MK and enhance the compressive strength at all ages118,237, with curing temperature exerting a stronger influence than curing duration237. However, such curing cannot fully mitigate the strength loss observed at high CC/MK dosages (>15%)237. Recently, Liu et al.238 investigated calcined shield soil dreg waste (SSDW), which exhibits lower reactivity than CC/MK, as a partial cement replacement in UHPC. Its low reactivity inevitably produced a stronger dilution effect, reducing hydration product formation and causing a continuous decline in compressive strength with increasing replacement levels. While the slower hydration kinetics of SSDW slightly alleviated autogenous shrinkage, the overall reduction in hydration products compromised the pore structure and weakened the ITZ between aggregate and cement matrix in SSDW-blended UHPC.

a Compressive strength development at different MK substitution levels (Note: The lower compressive strengths (<120 MPa beyond 28 days) are due to the exclusion of steel fibres in this study). b Hydration profiles and cumulative heat release within the first 72 h (Note: CLS and PLS denote mixtures prepared with UHPC and cement paste, respectively, while the numerical values (0, 5, 10, 15, and 20%) indicate the corresponding cement replacement ratios used in this study). Reproduced with permission116. Copyright 2020, Elsevier B.V.
The valorisation of calcined marine clay, a low-grade kaolinitic clay that is often treated as waste, was investigated by Dixit et al.239 as a replacement for quartz powder in UHPC. In contrast to prior studies where calcined clay substitute reactive binders (cement or silica fume), replacing an inert filler influences the hydration differently. Increasing QP replacement with marine clay substantially accelerated hydration, with a slightly reduced main peak. This acceleration was attributed to the additional nucleation sites provided by clay particles, which promoted early hydration. However, the reduced w/b ratio associated with higher QP substitution (i.e., increased binder content) limited the growth of hydration products, resulting in a cumulative heat of hydration comparable to reference mix after 3 days. These effects, combined with pozzolanic reactions of calcined marine clay and silica fume, yielded comparable early-age strengths (<7 days). At later ages, however, the weak morphology of marine clay (flaky structure, low stiffness, and interlayer gaps that absorb superplasticiser), coupled with the low w/b ratio restricting further hydration and pozzolanic reactions, led to reduced 28-day compressive strength with increasing substitution levels. In a subsequent study by the group12, biochar was incorporated as an internal curing agent to enhance the performance of UHPC containing calcined marine clay. The high water-retention capacity of biochar improved the degree of hydration and reduced total shrinkage. Nevertheless, these benefits were offset by the inherently low stiffness of biochar particles, resulting in only marginal strength gains and overall still low compressive strength in marine clay-based UHPC.
Other natural pozzolans and resources
Two broad categories of natural pozzolans can be distinguished: volcanic and sedimentary origins120. Calcined clays, discussed previously in ‘Calcined clay (Metakaolin)’, represent sedimentary deposits that require thermal activation to unlock their reactivity. In contrast, volcanic materials such as NBP, NP, and NB inherently contain amorphous phases and reactive aluminosilicate structures formed during rapid cooling of magma, as evidenced in the mineralogical analysis (‘Mineralogical properties’, Fig. 5). Owing to their abundance and relatively low processing requirements (typically only drying and grinding41), these volcanic pozzolans have attracted growing interest in UHPC formulations78,123,242,243,244,245,246. In parallel, DE, a naturally occurring sedimentary deposit composed of biogenic silica, has also emerged as a promising SCM119,247. As highlighted in ‘Physical and morphological properties’, natural pozzolans are generally characterised by high porosity and strong water absorption capacity. Leveraging these attributes, several of these studies have investigated their potential to act as internal curing agents, thereby mitigating the high autogenous shrinkage often observed in UHPC78,119,123,244,245. Beyond pozzolans, sea sand and seawater have been explored as sustainable natural substitutes for fine aggregates and mixing water, leading to the development of ultra-high-performance sea sand concrete (UHPSSC)248,249,250,251,252,253,254,255,256, which has gained particular interest for marine and coastal construction. In a broader context, sea sand offers a cost-effective and low-carbon option by reducing the demand for river sand extraction and transportation, while seawater (representing about 96.5% of global water resources) provides a viable solution to freshwater scarcity in many regions257,258.
Similar to calcined clays, the introduction of natural pozzolans, irrespective of replacement type, generally reduces the fluidity of UHPC due to their high water absorption and high SSA119,123,242,247. This effect, however, is strongly influenced by their moisture state at the time of mixing. When introduced in a saturated condition (to provide an internal curing effect), natural pozzolans exhibit both “water absorption” and “water release” behaviours during mixing. Notably, several studies have shown that modest dosages of saturated bentonite (2%123) or wet pumice stone244,245 can release free water during mixing, thereby enhancing the fluidity of UHPC. Natural pozzolans generally exhibit slower reaction kinetics, as consistently confirmed by reactivity testing259,260. Consequently, their incorporation in concrete, including UHPC, typically leads to reduced early-age compressive strength, as reported for NBP242, NB123, NP78,245. This reduction is particularly evident when saturated pozzolans are used, where the release of stored water during mixing effectively increases the actual w/b ratio, further suppressing strength development at early ages (<7 days)78,123,244,245. At later ages (>28 days), however, strength recovery and even enhancement are commonly observed78,123,242,244,245. This improvement is attributed to the progressive pozzolanic activity of natural pozzolans and, in the case of pre-saturated pozzolans, the internal curing effect, whereby released water sustains the hydration of unreacted cement particles and stimulates additional pozzolanic reactions. Notably, NB and NP, owing to their unique morphology (as discussed in ‘Physical and morphological properties’) that enables them to retain substantial water, have proven particularly effective as internal curing agents, significantly reducing autogenous shrinkage in UHPC78,123.
The optimal replacement levels of natural pozzolans, however, are generally low, as higher substitutions tend to limit strength enhancement. For instance, Li et al.243 reported that replacing cement with NBP, which possesses inherently low pozzolanic activity, leads to a reduction in compressive strength. Although elevated-temperature curing and finer grinding can enhance its pozzolanic activity, the highest strength gain was still achieved only at a modest replacement level of about 10%. Similarly, NB has shown beneficial effects up to 4% cement replacement; beyond this threshold, the collapse and shrinkage of its interlayer structure upon water release increase porosity, causing a marked decline in strength123. On the other hand, partial replacement of river sand with pumice stone of comparable size (0.6–1.25 mm) has been found effective only up to 10%, yielding comparable strength while simultaneously reducing total shrinkage244,245. Beyond this level, however, the inherently lower elastic modulus and crushing strength of pumice stone dominate the composite behaviour, making the aggregate more susceptible to failure under load. Recently, Yeluri et al.119 compared DE- and MK-modified mixture and reported that the compressive strength of the DE-modified mixture was inferior to that of the MK-modified mixture, primarily due to its limited pozzolanic reactivity.
UHPSSC differs from conventional UHPC in its hydration behaviour, microstructure, and mechanical performance, primarily due to the ions introduced by sea sand and seawater, as highlighted in a recent review257. Durability is a critical challenge in conventional concrete, as Cl- ions can compromise the protective passive film on steel reinforcement, accelerating corrosion and \({{\rm{SO}}}_{4}^{2-}\) ions may induce deleterious expansion; however, these issues are effectively mitigated in UHPC. Its dense microstructure restricts ion ingress, resulting in durability comparable to that of conventional UHPC251,252,257. A distinctive feature of UHPSSC is its high early-age strength development (<28 days), typically surpassing that of conventional UHPC. This behaviour is closely associated with the role of salt ions in promoting hydration, manifesting as an accelerated hydration peak (by 2–10 h248,249,253) and an increased hydration heat release249. Specifically, Cl- ions in seawater react with CH to form CaCl2261, which accelerates the flocculation of C–S–H gels. The lower density of these flocculated gels compared to un-flocculated gels generates larger pore spaces, facilitating water ingress and sustaining continued hydration257. Additionally, Cl- ions participate in hydration process to produce Friedel’s salt and more C–S–H gels249,254,262, refining the pore structure and reducing ITZ thickness. As a consequence of the enhanced early-age hydration, UHPSSC exhibits significantly greater autogenous and drying shrinkage compared to conventional UHPC248,263. Beyond 28 days, the rate of strength gain gradually decreases, though continues to increase up to 90 days. However, findings on later-age compressive strength remain inconsistent across studies, likely due to variations in SCM type, w/b ratio, and sand-to-binder ratio257.
Alternative cements
Beyond replacing clinker with SCMs, researchers have also investigated various low-carbon cements, such as RBPC131,264,265, PLC222, LC3118, CSAC139,266,267,268,269, and SSC270, as direct alternatives to ordinary Portland cement (OPC) in UHPC, as summarised in Table 1. OPC typically typically comprises about 65 wt% of C3S (alite), 10 wt% of C2S (belite), 15 wt% of C4AF, and 5 wt% of C3A271. Among these phases, alite contributes most significantly to CO2 emissions during cement production due to the large quantity of limestone required for its synthesis. In this regard, RBPC, represents one of the most prominent strategies—and the first net-zero approach in cement development33—by reducing alite content to 10–30% and increasing the belite content to 40–60%272. The slower hydration kinetics of belite lower the hydration heat release compared with OPC, and RBPC is therefore commonly classified as a low-heat Portland cement (LHC), traditionally employed to control temperature rise in concrete. At the clinker level, hydration of 1g C2S produces more C-S-H (0.99 g) but less CH (0.21 g) than C3S (0.75 g C–S–H and 0.48 g CH). When incorporated into UHPC, the higher belite content markedly reduces and delays heat release264. This slower hydration, together with the reduced CH production that limits early pozzolanic activity, leads to a 10–30% reduction in early-age compressive strength (<7 days) compared with conventional UHPC131,264. However, at later ages (>28 days), the strength becomes comparable to that of conventional UHPC, primarily due to the greater C–S–H generation from the higher belite fraction131,264. Notably, the increased C–S–H content has been shown to mitigate pore coarsening in UHPC following heat curing131, making RBPC particularly suitable for UHPC, which often undergoes elevated-temperature curing.
PLC represents another sustainable cement system, in which up to 12 wt% of clinker is replaced with limestone. Beyond reducing clinker consumption, PLC contributes additional strength through the formation of calcium carboaluminate (discussed in ‘Limestone powder’)273. Building on this concept, LC3 has emerged as a newer sustainable binder that composed of 50% clinker, 30% calcined clay, 15% limestone, and 5% gypsum, where strength derives from both pozzolanic reactions and the carboaluminate formation73. According to Nia et al.222, incorporating PLC into UHPC retards and reduces early hydration, which significantly lowers autogenous and drying shrinkage. This shrinkage mitigation is further complemented by the expansive behaviour of carboaluminate hydrates, which counteracts volumetric contraction. Despite the slower early hydration kinetics, the limestone filler effect strengthens the aggregate–paste ITZ, leading to comparable compressive strengths across all curing ages. Guo et al.118 partially replaced 15% and 30% of OPC with LC3 in UHPC. The 15% LC3 achieved higher 28-day compressive strength than OPC-based mixtures, despite lower early-age strength due to slower hydration. This improvement was attributed to the formation of abundant hydration products, including AFt, secondary C–S–H from calcined clay, and carboaluminate hydrates from alumina–limestone reactions, which collectively refined the pore structure and enhanced the ITZ. However, replacing 30% of OPC with LC3 induced a dilution effect, resulting in lower strength than OPC-based UHPC.
CSAC was developed in the 1970s by the China Academy of Building Materials through the sintering of limestone, bauxite, and gypsum at relatively low kiln temperatures (1300–1400 °C), producing clinker rich in ye’elimite (C4A3\(\overline{{\rm{S}}}\)) and belite274,275. Unlike ordinary cement, hydration of C4A3\(\overline{{\rm{S}}}\) yields AFt (the main hydration product), along with AFm and aluminium hydroxide (Al(OH)3), while producing only limited CH since CH originates primarily from C2S267,268. The formation of CH and AFt imparts expansive behaviour, which mitigates autogenous shrinkage and enhances compressive strength when CSAC is incorporated at 5–20%, as reported by Song et al.266. A key feature of CSAC is its rapid hydration: AFt forms abundantly between 4 h and 3 d, conferring high early strength in CSAC-UHPC systems267. Meng et al.268 further showed that the accelerated formation of AFt and Al(OH)3 produces the main exothermic peak within the first 4 h, with setting times as short as 30–35 min, compared with ~6–12 h for conventional UHPC13,276,277. Leveraging this fast-setting property, Meng et al.269 investigated CSAC-UHPC under low-temperature curing (−10 to 10 °C). Even at subzero temperatures, the mixtures exhibited rapid setting, although reduced hydration led to higher early-age porosity. Nevertheless, substantial strength gain was achieved within the first three days, and prolonged curing further refined the microstructure and improved compressive strength.
SSC, first developed in Germany by Kühl et al.278, is a low-carbon cementitious binders produced without calcination and requires little to no clinker. Its typical composition comprises 70–90% GGBFS and 10–20% calcium sulfate, with a small proportion of alkaline activator (<10%)279,280. Compared with OPC, SSC exhibits a lower heat of hydration281,282, which can reduce the risk of thermal cracking in UHPC. In this regard, Shen et al.270 investigated the effect of polyoxymethylene fibres (POMF) in UHPC made with 100%, consisting of 80% GGBFS and 20% activator. Their results showed that POMF significantly improved cracking resistance and reduced tensile creep, addressing the high autogenous shrinkage typically associated with SSC-UHPC. Nonetheless, research on SSC-UHPC remains limited, and further studies are needed to clarify its hydration mechanisms and microstructural development.
Nano-materials
Although the embodied CO2 of nano-materials is on the higher side, their incorporation in small amounts can substantially enhance material performance, making them effective ingredients for sustainable UHPC mixes283. Beyond the commonly used nSiO2 and nCaCO3, other nano-materials such as carbon nanotubes, graphene oxide, and nano-TiO2 have also been explored in UHPC, as summarised in a recent review to which interested readers are referred130. This section focusses on the two most widely employed nano-materials, nSiO2 and nCaCO3, which are typically used to partially replace cement124,125,126,128,135,284 or silica fume129 at dosages of 1–8% by binder mass.
Both nano-materials promote hydration, with increasing contents producing a sharper and earlier main hydration exothermic peak124,129,284. Notably, nSiO2 has been reported to largely offset the retardation effect of superplasticiser in conventional UHPC124. The enhanced early hydration can be attributed to three primary mechanisms124,128,129,284: (i) the nucleation effect, whereby nano-sized particles provide abundant sites for hydrate participation, (ii) the filler effect, which increases clinker dissolution and packing density, and (iii) the dilution effect, which raises effective w/b ratio and provides growth space for hydration products. In particular, the nucleation effect is found to be more pronounced in nSiO2, since pozzolanic reactions initiate directly on the silica surface, generating C–S–H seeds that accelerate hydration124,129. In the case of nCaCO3, additional benefits arise from both chemical and physical contributions. Chemically, it reacts with C3A to form carboaluminate phases (Mc and Hc); physically, its high surface surface energy associated with the large SSA promotes strong adsorption onto C–S–H and fibre surfaces128. These combined effects refine the microstructure and strengthen fibre–matrix interfacial bonding in nCaCO3-incorporated UHPC. Collectively, these effects enable nano-materials to enhance UHPC strength development at both early and later ages compared with conventional formulations, as consistently observed in refs. 124,128,129,284.
The performance benefits of nano-materials, however, are confined to an optimal dosage, beyond which adverse effects emerge. For instance, Yu et al.124 identified an optimal nSiO2 content of 3.74% (based on parabolic interpretation), which corresponded to the highest mechanical properties. While too low dosages (<2%) slightly increased porosity due to the insufficient C–S–H seeds to adequately fill the pores, excessive additions (5%) elevated viscosity of the fresh mix, entrapping air and thereby increasing porosity, which reduced strength. Similarly, Luo et al.135 reported that maximum flexural strength of UHPC incorporating recycled aggregates was achieved at a dosage at 3% nSiO2. At such optimal levels, the surface pozzolanic activity of nSiO2 promotes beneficial volumetric expansion. In contrast, higher dosages (5%) induced excessive expansion and cracking, along with particle agglomeration that restricted CH crystal growth and produced a weaker, more porous microstructure. SEM analysis further revealed that surplus nSiO2 particles can react with poorly crystallined C–S–H, transforming them into calcium carbonate hydrate (C5S6H5), a phase associated with reduced strength. Interestingly, Wu et al.128 observed that nCaCO3 generally outperformed nSiO2 in improving the flexural behaviour of UHPC, owing to its combined chemical reactivity and strong physical interactions at the microstructural and fibre–matrix levels.
Alkali-activated/geopolymer systems
Alkali-activated materials (AAMs), including geopolymers (low-calcium alkali-activated aluminosilicate binders) represent a prominent approach for reducing the environment and carbon footprint of cementitious construction materials. The fundamental principle of AAMs relies on chemical activation, wherein solid aluminosilicate (refer to as ‘precursors’) react with an alkaline solution (induced by ‘alkali activator’) to accelerate the formation of strong, insoluble binding phases, as depicted in Fig. 19. Common precursors include aluminosilicate SCMs such as GGBFS and FA (see Table 2), allowing AAMs to entirely omit ordinary PC. For this reason, researchers often describe them as cementless binders. Owing to their carbon-saving potential, considerable research has focussed on developing AAMs with properties comparable to UHPC, commonly termed UHP-AAC or UHPGC. This section provides a focussed overview of recent advances in UHP-AAC/UHPGC, rather than an exhaustive review. Readers are referred to the comprehensive survey by Yoo et al.38, while canonical text and review on geopolymers are available in Provis and van Deventer: Geopolymers285 and Provis and Bernal: Geopolymers and Related Alkali-Activated Materials286.

Reactive aluminosilicate powders are activated under high-alkali conditions to form strength giving binding phases such as N–A–S–(H) and C–A–S–H. Reproduced under CC BY-NC-ND license380.
Recent research on UHP-AAC/UHPGC has primarily focussed on four areas: (i) understanding the microstructural developing, including the effects of silica fume content287,288,289, curing conditions288,290, and different precursor types291; (ii) identifying alternative activators to reduce the substantial cost associated with conventional activators288,291,292,293,294; (iii) exploring precursor substitutions to reduce reliance on high-demand materials (GGBFS and FA) in blended PC141,295; and (iv) incorporating alternative filler materials to alleviate abiotic resource depletion141,296.
In a study investigating the roles of slag hydration and pozzolanic reactions in lime-activated, cementless systems291, it was reported that in the presence of hydraulic material under ambient curing conditions, silica fume accelerated slag hydration; however, the total heat release remained unaffected despite the presence of portlandite, indicating that hydrated lime primarily acted as an activator rather than contributing via pozzolanic reaction. In contrast, under elevated-temperature curing, silica fume directly participated in the hydration process due to the increased activation energy and enhanced solubility of amorphous silica, making the pozzolanic reaction the dominant hydration mechanism. In systems lacking hydraulic materials, such as a ternary binder comprising quartz powder, hydrated lime, and silica fume, the silica fume participated directly in pozzolanic reactions: siliceous ions released from silica fume under the alkaline environment reacted with Ca2+, leading to compressive strengths up to 100 MPa at 91 days under ambient condition. By comparison, omitting silica fume from these blends caused the disappearance of the main hydration peak. Similar behaviour was observed in lime-activated FA systems288, where silica fume accelerated hydration mainly by acting as a physical filler that provided nucleation sites for hydration products.
Strength development in lime-pozzolan binder systems is highly dependent on curing conditions288. Under ambient temperature curing, achieving a compressive strength of 100 MPa required about 100 days, whereas steam curing at 60 °C accelerated strength development, with convergence reached after just 3 days and a final strength of 110 MPa attained within 7 days. Under ambient curing, portlandite was not completely consumed even after 91 days, whereas steam curing promoted rapid portlandite consumption due to intensified pozzolanic reactions. Excessively high-temperature curing (90 °C for 7 days) has been reported to cause detrimental effects, such as increased self-shrinkage resulting from substantial internal water consumption during hydration, which generates capillary pressure. Although steam curing provides external moisture, its ability to penetrate and replenish the internal water within the material is limited. Furthermore, accelerated hydrolysis and polymerisation led to the rapid formation of a large quantity of hydration products, which encapsulated undissolved silicate-aluminate particles and impeded further hydration290. Based on these observations, the authors recommended moderate-temperature curing (i.e., 60–80°C) for 3–7 d to achieve optimal microstructural development.
Among the alternative activators proposed for alkali-activated UHPC are hydrated lime288,291, CaO powder292, calcium carbide residue293, and calcined lime mud (LM)294. Dahal et al.292 employed CaO powder (5 wt%) in combination with calcium formate (CF) as an accelerator to address the slow early strength development. Even at a dosage of 1 wt%, CF significantly enhanced hydration kinetics, refined pore structures, and improved strength by around 65%. However, at higher dosages (6 wt%), adverse effects such as flash setting were observed; thus, the optimal dosage was suggested to be 2 wt%, beyond which strength gains plateaued. The same group later investigated calcined LM (sourced from paper mill residues) as a substitute for CaO in slag-based systems. Calcined LM-activated slag (10 wt% of slag) exhibited more than a tenfold strength improvement compared to oven-dried LM activation when calcined at 850 °C for 2 h, due to refined pore structures and enhanced hydration products; however, complete calcite decomposition was not achieved under these conditions, which represented the maximum temperature and duration investigated. Calcium carbide residue, a CaO-rich by-product of calcium carbide hydrolysis in polyvinyl chloride production, has also proven to be an effective activator for cementless UHPC, achieving compressive strength above 130 MPa. Collectively, these studies demonstrate the feasibility of valorising industrial by-products as sustainable alternatives to conventional alkali activators.
With regard to precursors, alternative materials under investigation include CC (MK)287, GP295, and RHA141. Incorporating 5 vol% of CC (MK) into slag-based AAMs was shown to refine capillary porosity, promote the formation of nanocrystalline sodium aluminosilicate hydrate (N-A-S-(H)) networks and zeolitic structures, while C-A-S-H remained the primary strength contributing phase. For GP, the optimal substitution level in slag-based binders was identified at 8 wt%, balancing strength and microstructural refinement; however, higher replacement (>16 wt%) reduced strength due to pore solution pH reduction, which suppressed precursor reactivity and shifted the reaction products from C-A-S-H towards N-A-S-H gels. In ternary blends of GGBFS, FA and silica fume, Liang et al.141 reported that replacing 20 wt% with RHA substantially reduced strength because of the diminished Ca availability, which hindered C-A-S-H formation. An optimal substitution of 15 wt% was identified, where RHA acted as a filler, refining pore structures and contributing to zeolite-like N-A-S-H gels characterised by finer pores.
Alternative fillers have also been explored, including HMNS141 and LM296. However, the former study did not investigate the effects of the alternative fines. In the latter, LM was used to partially substitute silica powder and silica sand at 30 and 50 wt% in a CaO-activated slag system. A 30% replacement of silica powder resulted in a modest strength gain of 5.6%, whereas substitution of silica sand showed negligible influence on strength. LM, with a PSD intermediate between silica powder and silica sand, reduced interparticle spacing and improved overall packing efficiency. Furthermore, LM provided additional nucleation sites, accelerating C-S-H formation. Based on these findings, a 30% replacement of silica sand with LM was recommended, as it reduced total porosity and minimised gel and large pores. However, higher replacement levels impaired workability due to the high water demand of LM.
Performance evaluation and outlook
As previously discussed, the performance of UHPC incorporating different SCMs varies significantly depending on both the intrinsic reactivity of SCM and its physical compatibility with the dense UHPC matrix. This section presents a critical analysis of strength performance of UHPC incorporating different types of SCMs from multiple perspectives: (i) the type of constituent replaced, (ii) the replacement levels, and (iii) the age (i.e., strength development). These analyses aim to provide consolidated insights that support informed selection of SCMs towards the end of this section. An overview of the replacement levels investigated for different SCM types across existing studies is provided in Fig. 20. For cement replacement, most SCMs, regardless of whether they exhibit hydraulic or pozzolanic behaviour, have typically been incorporated at average replacement levels below 50 wt% of cement. This trend suggests that their reactivity is generally insufficient to sustain high strength demands of UHPC when used at high substitution levels, unless additional activation or processing are introduced. In contrast, low-carbon cements such as BRPC and PLC have been employed as full substitutes for OPC in UHPC formulations. Pozzolanic materials including RHA, GP, and CC/MK are commonly used to partially or fully replace silica fume due to their comparable pozzolanic behaviour, and RCF, owing to its potential pozzolanic activity, has likewise been explored as a silica fume substitute. For micro-filler replacement, most studies have explored substitution levels exceeding 50% of the original micro-filler mass, particularly with LP, RHA, GP, and CC/MK, mainly to enhance particle packing, reactivity, and the resulting strength performance. Finally, alternative aggregates derived from mine tailings, waste glass, and recycled concrete have been investigated up to complete replacement of sand in UHPC, whereas NP is incorporated only partially as an internal curing agent rather than a true aggregate substitute.

Replacement levels shown represent the percentage (by mass) of the specific constituent being substituted (e.g., cement, silica fume, micro-filler, or aggregate). The dataset presented here corresponds directly to the data used in the subsequent strength performance analysis (Fig. 21) to ensure consistency and coherence across this section. (Note: MT indicates mine tailings in this figure).
Figure 21 summarises the relationships between relative compressive strength and replacement level for various SCMs and alternative materials in blended UHPC systems (excluding UHP-AAC), grouped by both the type of constituent replaced and the testing age. When latent hydraulic materials such as GGBFS, SS, and RCF, as well as FA, are used as cement substitutes, a pronounced reduction in early-age strength is consistently observed, with only modest or negligible recovery at later ages. RM exhibits a similar early-age decline but shows more favourable later-age behaviour, achieving strength gains of up to 20%. These early-age strength reductions primarily arises from the inherently low reactivity of these materials, as aformentioned. Collectively, these results suggest that cement replacement levels above 40% for these materials are generally inadvisable, unless additional beneficiation treatments (e.g., carbonation) are applied. Among all replacement materials, high-silica pozzolanic SCMs (e.g., GP, RHA, and CC/MK) demonstrate the most favourable effects on compressive strength, with CC/MK showing the greatest overall improvement. Notably, CC/MK enhances early-age strength, achieving increases of up to 20% as early as 1 day (see Fig. 21j), primarily due to the nucleation effects of its clay particles. However, this enhancement is constrained to low replacement levels (≤20%), whereas GP maintains comparable performance up to 40% replacement (see Fig. 21h), highlighting the trade-off between achievable strength gains and the extent of cement substitution. As shown in Fig. 21d, the use of LP alone as a cement substitute generally leads to a reduction in compressive strength; however, substitution levels of up to 60% by mass can be achieved with only minimal strength loss. Given its global availability and low cost, LP represents a viable cement substitute in applications where marginal strength reductions are acceptable. Other SCMs, including mine tailings powder and natural pozzolans (e.g., NBP and NB), appear to be less efficient overall as cement substitutes, offering only limited feasible replacement levels (<20 wt.%) and yielding either reduced or, at best, comparable compressive strengths relative to conventional UHPC. On the other hand, alternative cements demonstrate capacity to fully substitute OPC with minimal strength reductions (see Fig. 21l). Finally, nano-materials exhibit exceptionally high efficiency, achieving strength enhancements of up to 20% at very low dosages (<5% by mass of cement). However, their benefits must be weighed against practical considerations for large-scale UHPC deployment, including dispersion challenges, higher materials costs, and the potential for diminishing returns at elevated dosages.

a GGBFS. b SS. c FA. d LP. e RM. f Mine tailings. g RHA. h GP/GS. i RCF/RCA. j CC/MK. k Natural pozzolans. l Alternative cements. m Nano-materials. Each panel shows the relationship between relative compressive strength and replacement level for a given replacement material type, with symbol shapes indicating the specific constituent replaced (cement, silica fume, micro-filler, aggregate, or combination) and symbol colours representing the testing age. The marginal distributions on the right of each panel project relative strengths across testing ages and are plotted as normal-distribution approximations, providing an overview of the corresponding strength development behaviour. To ensure meaningful comparison, particularly regarding strength evolution, only mixtures cured under standard ambient conditions are included. The dataset is limited to SCMs in their as-received form (i.e., without special treatments such as carbonation) and under single incorporation (i.e., excluding binary or ternary blends). Normalising compressive strength as relative strength isolates the influence of SCMs by eliminating variations associated with fibre content and differences in reference mix proportions across studies. Data sources for each material category are as follows: GGBFS43,102,117,128,149,151,152, SS94,158,162, FA43,102,117,128, LP16,102,193,194,197,203, RM200,202,203, MT109,110,112,145, RHA18,45,207 --209, GP/GS65,103,158,175,222,223, RCF/RCA53,95,105,118,132 -- 134,136,137,139, CC/MK72,116,117,119,237,239, natural pozzolans123,242 --245, alternative cements118,131,222,264,265, and nano-materials124,128,129.
When comparing the distributions across different replacement types (right panels), pozzolanic materials, including RHA, GP, and RCF, generally perform better as silica fume replacements than as cement replacements, as evidenced by the upward shift in their distributions. The superior performance in this role stems from their specific physicochemical characteristics (refer to ‘Agriculture-derived ashes’ (for RHA), ‘Recycled glass’ (for GP), and ‘Recycled concrete fines/aggregate’ (for RCF)), which effectively enhance both hydration and pozzolanic reactions in UHPC. Nevertheless, achieving consistent improvements requires careful control of material quality, particularly fineness, to fully unlock their reactivity. A notable exception to this trend is CC/MK, which, although similarly exhibit similarly highly pozzolanic, induces additional water-consuming reactions within the UHPC system (discussed in ‘Calcined clay (Metakaolin)’). When used as silica fume replacement, these reactions reduce the water available for cement hydration; the effect becomes even more pronounced when CC/MK replaces inert micro-fillers due to intensified competition for water within the UHPC matrix. This makes the use of highly reactive CC/MK particularly sensitive within UHPC’s already water-starved matrix; accordingly, its incorporation should adopt conservative replacement levels (especially when replacing silica fume or inert micro-fillers) and be accompanied by careful adjustments to superplasticiser dosage and w/b ratios as needed to avoid unintended strength penalties.
Replacing micro-fillers with SCMs also enhances strength performance, often exceeding the gains observed when the same SCMs replace cement or silica fume, particularly for LP, RHA, and GP (see Fig. 21d, g, h). This improvement arises from introducing reactive SCMs in place of inert fillers, thereby increasing the overall reactivity of the system through additional sources of nucleation, pozzolanic activity, and filler–chemical synergies. Notably, replacing micro-fillers with RHA or GP results in positive strength gains even at full replacement levels, highlighting their potential to further improve UHPC performance by substituting inert fillers. As shown in Fig. 21f, h, i, mine tailings, recycled glass, and recycled concrete demonstrate better performance as aggregate substitutes than as finer cement replacements. While these materials exhibit limited chemical reactivity as cementitious components, they offer beneficial physical characteristics, such as internal curing effects, increased surface roughness, and higher crushing strength, that collectively enhance binder reaction and particle packing efficiency when used as aggregate replacements. It is noteworthy that, tailings, particularly gold tailings, showed the highest effectiveness when applied as full-scale recycling (i.e., combined replacement of cement and aggregate), as shown in Fig. 21f. This underscores the potential of tailings as effective SCMs, further encouraged by the elimination of additional processing (e.g., sieving and grinding). Nonetheless, the full-scale recycling of other types of tailings remains largely unexplored, highlighting a promising avenue for further research.
Looking ahead, the critical analysis presented in this review has focussed primarily on UHPC incorporating a single type of SCM. Yet, it is widely recognised that multi-cementitious systems (e.g., binary, ternary, and quaternary blends) can further enhance UHPC performance through synergistic chemical and physical interactions among constituent materials. Future review efforts should therefore expand beyond single-SCM systems to systematically evaluate multi-SCM blends, enabling quantitative comparisons that more clearly elucidate these synergistic effects. Another rapidly emerging research direction is mineral carbonation, involving either the pre-carbonation of Ca- and Mg-rich SCMs (e.g., GGBFS, SS, RCF), or the post-carbonation curing of blended UHPC mixtures. Mineral carbonation has been shown to significantly improve the mechanical performance of these low-reactivity SCMs, enabling higher feasible replacement levels in UHPC, as highlighted in ‘Steelmaking and non-ferrous metallurgy slags’. Recent advances in increasing CO2 uptake can be similarly applied in SCM-blended UHPC. For instance, carbon mineralisation of solid wastes can be enhanced through methods such as combined wet grinding and carbonation297. Additionally, methods such as in-situ CO2 mixing298,299,300, the use of novel additives or chemical admixtures to enhance carbonation efficiency227,301,302, and the incorporation of multiple carbonatable SCMs may help overcome the limitations imposed by UHPC’s dense matrix on conventional carbonation processes. Nonetheless, the composition and structure of the resulting carbonate binders can vary substantially even within the same type of SCM, depending on the source. Systematic investigations into the polymorphs of CaCO3, MgCO3, and related phases formed from different SCM chemistries, and their corresponding effects on UHPC performance, remain an critical research need. The rapid expansion of low-carbon UHPC research, driven in part by emerging SCMs (e.g., ground glass, recycled concrete fines, and MSWI ashes), underscores the need for new frameworks to synthesise and interpret ever-growing body of experimental data. As the volume and complexity of available information continue to surpass what is feasible for human cognitive alone, AI-assisted tools are expected to play an increasingly important role in comprehending the SCM performance, particularly with regards to reactivity. Although AI-enabled SCM research is still in its early stages, recent efforts, such as the multi-headed neural network model developed by Mahjoubi et al.303 to predict reactivity indicators (e.g., heat release, Ca(OH)2 consumption and bound water), provide a promising foundation for future advancement.
Sustainability assessment
Background and evaluation basis
OPC has traditionally been regraded as the de facto binder materials in concrete production. However, concrete accounts for ~5–8% of total anthropogenic CO2 emissions, with about 95% of these emissions attributed to cement manufacturing. Specifically, over slightly more than half of these emissions arise from the calcination of limestone115. As a result, PC exhibits high embodied energy and carbon; in Europe, the production of one tonne of OPC results in the release of ~820–884 kg of carbon dioxide equivalent (CO2 eq)115,304—a metric that facilitates comparison of greenhouse gas (GHG) emissions based on their global warming potential (GWP).
In 2005, France enshrined the ‘factor 4’ target in its legislation305, aiming to reduce GHG emissions by 75% by 2050 compared to 1990’s levels (i.e., down to one-quarter of 1990’s emissions). This goal was initially based on recommendation by the Intergovernmental Panel on Climate Change (IPCC) at the time306,307. More than a decade later, climate targets became even more pressing, with France and the European Union committing to achieve net-zero GHG emissions by 2050. In particular, France committed to reduce GHG emissions by 50% relative to 1990’s levels by 2030308, following the scientific assessment published by the IPCC309,310. In a 2010 study, Habert et al.311 assessed whether improvement in conventional cement production technology would be sufficient to meet the ‘factor 4’ objectives. The study found that even with an aggressive clinker substitution rate of 50% and a 10% replacement of raw materials, the reduction in CO2 emissions would only reach a factor of two. To achieve the ‘factor 4’ target, alternative cementitious products have been identified as promising solutions311. These include alkali-activated cements, which are clinker-free; MgO-based cements and CSAC, which require significantly lower kiln temperatures compared to conventional Portland clinker production.
Complementary strategies, such as advanced mix design and structural optimisation, can improve material efficiency by enabling a reduction in the volume of the structures. In essence, by leveraging the superior mechanical performance of high-performance concretes, notably UHPC, structural volume and, consequently, cement consumption at the structural scale can be significantly reduced. Several comparative studies have assessed the environmental performance of UHPC against conventional concretes. Although ‘cradle-to-gate’ life-cycle assessments in several studies indicated that prestressed UHPC girders exhibit higher initial CO2 emissions compared to prestressed conventional concrete girders312,313, these disadvantages can be offset by UHPC’s extended service life, superior durability, and volume reduction achieved through optimised design. For instance, Joe and Moustafa314 demonstrated that UHPC bridge piers can reduce cement consumption by 3.5–36.6%, corresponding up to a 36.6% decrease in CO2 emissions. Similarly, Sameer et al.8 reported a 14% reduction in ‘cradle-to-gate’ carbon footprint for reinforced UHPC bridges compared to reinforced (conventional) concrete bridges. When assessed over the full life cycle, Rangelov et al.315 found that UHPC overlays exhibited substantially lower carbon emissions than conventional overlays. In addition, UHPC girders achieved a 33% reduction in self-weight, thereby lowering emissions associated with raw material extraction, energy consumption, and transport316,317. Extending this perspective, Fan et al.318 conducted ‘cradle-to-grave’ analyses on concrete-UHPC composite beam, demonstrating that self-weight can be significantly reduced and carbon emissions lowered by more than 25% in both the initial (i.e., ‘cradle-to-gate’) and full life-cycle (i.e., ‘cradle-to-grave’) stages. Meanwhile, full UHPC beams exhibited similar initial carbon emissions but achieved a 48% reduction in life-cycle carbon emission relative to conventional concrete beams.
However, as discussed in ‘Introduction’, UHPC typically incorporates up to three times more cement than conventional concrete mixes. Given that many SCMs, for instance, FA, are industrial by-products, international standard and norms319,320, dictate that emissions from the primary industrial process (e.g., electricity generation from coal combustion) should be attributed to the primary product (e.g., electricity). This is based on the rationale that the primary process would occur regardless of whether the by-product is reused, and therefore the environmental burden remains associated with the main function115. Consequently, adopting alternative SCM-based UHPC formulations could further reduce CO2 emissions and help achieve the overarching decarbonisation goals discussed earlier, provided that the superior performance characteristics of UHPC are maintained with the incorporation of sustainable alternative materials. Yet, not all SCMs are the same: many require beneficiation processes to enhance their performance in cementitious systems and/or to remove harmful components41. Although these treatments are generally less energy-intensive than OPC production, they nevertheless involve varying degree of energy consumption and associated emissions. For instance, activating natural clays to produce metaclays require calcination; imparting hydraulic property in slags often involves remelting, followed by rapid cooling and subsequent grinding; WBA may require thermal treatment to reduce organic content that could interfere with cement hydration; and vitrification of hazardous WBA is sometimes needed to immobilise volatile heavy metals. These processes typically require heating to temperatures in the range of 650–950 °C86, compared to the 1450 °C required for clinker calcination. In terms of processing complexity, cost, and energy intensity, Snellings et al.41 ranked these SCM beneficiation methods in ascending order as follows: (i) drying & classification > (ii) comminution > (iii) wet-treatments > (iv) calcination > (v) vitrification/slag engineering.
Hence, as a means to assess the environmental performance of research efforts aimed at enhancing the sustainability of UHPC, this section presents a comparative analysis of embodied carbon based on UHPC mix designs incorporating SCMs reported in the literature, benchmarked against conventional UHPC compositions. The environmental impact is quantified as embodied carbon, expressed per functional unit of kilograms of carbon dioxide equivalent (kg CO2 eq) associated with the production of one unit cubic metre of UHPC. In addition, to isolate the influence of strength variation, the embodied carbon is normalised by the 28-day compressive strength, expressing as embodied carbon per unit strength (kg CO2 eq/m3/MPa). This additional metric quantifies the carbon cost of delivering one unit of load-bearing capacity in structural application and facilitates direct comparison of carbon efficiency with conventional concretes, including NSC and HSC.
The calculation of embodied carbon is determined by summing the contributions of each constituent material, whereby the CO2 eq per unit mass of each material is multiplied by its corresponding mass required to produce 1 m3 of UHPC. For commercially available products, the CO2 eq per unit mass is obtained from Environmental Product Declarations (EPDs), which provide results from life cycle assessment (LCA), or from database of aggregated data compiled from multiple EPDs. Notably, EPDs report embodied carbon as kilograms of CO2 eq, calculated according to the 100-year GWP in line with the IPCC methodology321. For non-commercial or emerging materials, values are determined from reliable literature sources; if such data unavailable—particularly for materials at an early technological stage—estimates are made by drawing analogies to similar materials with available data, based on comparable raw material extraction and beneficiation processes, as suggested by Black115. To ensure consistency in the comparisons, identical assumptions regarding factors such as transportation distances, energy sources, and mass loss during beneficiation were applied, where applicable, across analogous materials. It should be noted that all values made used in this comparison consider a system boundary from ‘cradle-to-gate’, encompassing the product stage and typically including life cycle modules ‘A1–A3’ (i.e., raw material supply, transportation to the manufacturing facility, and product manufacturing). Further details regarding the LCA methodology can be found in the relevant standards and codified provisions319,320. Since elevated temperature curing is critical for the strength development of UHPC, the analysis also accounts for the additional consumed (and the associated carbon emissions) resulting from thermal curing. In this study, the embodied carbon contributions from both material constituents and thermal curing are included in the assessment. Table 3 summarises the embodied carbon values assigned to each constituent and to the thermal curing process used in the analysis, along with the rationale for their selection.
Embodied carbon comparison of UHPC incorporating alternatives SCMs
Industrial and agricultural waste
Figure 22 presents the calculated embodied carbon of various UHPC mixtures plotted against their respective compressive strength. Figure 23 shows the comparative assessment of embodied carbon per unit strength of conventional concrete and various UHPC mixtures. Overall, it is evident that most of UHPC mixtures incorporating SCMs exhibit varying degrees of embodied carbon reduction compared to conventional UHPC formulations of similar compressive grades, as indicated by their position below the fitted trend line. Notably, a significant cluster of data points in the lower compressive strength range (80–120 MPa) demonstrates markedly lower embodied carbon. These mixtures, which tend to be plain UHPC (i.e., without the inclusion of fibre), highlight the substantial carbon contribution of steel fibres in typical UHPC formulations. In fact, steel fibres account for ~20% of the total embodied carbon in conventional UHPC recipes, and can contribute upwards of 40% in extreme cases when fibre content reaches 3% by volume. Interestingly, the use of SS, GP, or combinations of thereof tends to yield embodied carbon levels nearly equivalent to those of conventional recipes within the same strength range. Closer examination suggests that this outcome is primarily attributed to the inclusion of steel fibres at a relatively high dosage (e.g., 2% by volume). Although these mixtures includes 20% SCM replacement, they only achieve the target compressive strength through fibre incorporation; in contrast, conventional UHPCs at comparable strengths can be formulated without any steel fibre addition.

The figure presents the embodied carbon footprint of 1 m3 of UHPC formulated with conventional and various SCMs, as a function of 28-day compressive strength. For each mixture, the embodied carbon was computed using \({\rm{Embodied}}\,{\rm{carbon}}={\sum }_{i=1}^{n}{{\rm{mass}}}_{i}\cdot {\rm{EC}}_{i}\), where ECi denotes the embodied CO2 per unit mass of constituent i (see Table 3). The x-axis represents 28-day compressive strength measured on cube specimens; where only cylindrical strengths were reported, values were converted to cube equivalent using the empirical correlations proposed by Graybeal and Davis381. Data sources for the mix proportions of each material category are as follows: AAM288,295,327,382; FA119,322; GGBFS208; GP158,322; SS158; NBP243; RHA208; CC (MK)23,119 CC (MK) and FA119; CC (MK) and LP72,116; NB and LP123; SS and GP158; GGBFS and nSiO2102; LP and nSiO2102; FA and nSiO2102; RHA and GGBFS208; Conventional381,383,384,385,386. Conventional mix data were carefully selected to capture geographical variation and incorporate both lab-scale and commercial formulations, ensuring broad representativeness.

The embodied carbon per unit strength of each mixture was computed from Embodied carbon per unit compressive strength = Embodied carboni/fc,28,i, where i denotes the i-th mixture and fc,28,i is its 28-day compressive strength. Data for conventional concrete are sourced from ref. 387 via the open-source dataset published on University of California, Irvine (UCI) Machine Learning Repository388. The dataset was filtered to include only 28-day results with compressive strength ≥20 MPa, yielding a total of 286 entries with strength ranging of 21.9–82.6 MPa. The main constituent of the conventional concrete are PC, QS, SP, GGBFS, FA, and coarse aggregate. For UHPC, data points falling below the minimum value prescribed by international provisions1,2 are attributed to the exclusion of fibre (i.e., UHPC matrix only), as these mixes were intentionally designed in the respective studies to serve the specific research purposes set forth therein. The annotated values in the figure represent the mean of the respective data distributions. For categories with only a single data point, no box-and-whisker plot could be generated; instead, only the mean marker is shown.
Meanwhile, UHPC mixtures incorporating industrial by-products, such as FA, GGBFS, and LP, when supplemented with nSiO2, demonstrate considerably low embodied carbon while achieving compressive strength comparable to those of conventional recipes. Remarkably, these mixtures achieved, on average, a 15% reduction in carbon emission per unit of strength compared to conventional UHPC formulations. Furthermore, the use of FA enabled carbon efficiency levels analogous to those of conventional concrete. Although nSiO2 itself is associated with high carbon emissions (see Table 3), its use at very low dosages (typically 2.5–3% by binder mass), together with a moderate replacement level of OPC (around 30%) by industrial wastes, results in a net reduction in carbon footprint. Furthermore, the positive nucleation effect of nSiO2 (as discussed in ‘Nano-materials’) enhances cement hydration, thereby contributing to maintained mechanical performance despite reduced clinker content. When GGBFS or FA are used as standalone replacements in ternary binder systems consisting of OPC and silica fume, it has been shown that using ~17% SCM can achieve compressive strengths exceeding 160 MPa322, while simultaneously reducing the CO2 footprint by about 25%. Comparable outcomes are observed with RHA and GGBFS, whether used individually or in combinations. In binary or ternary systems, RHA at 17%, GGBFS at 20%, or both combined up to 37% replacements by binder mass have each demonstrated substantial reductions in embodied carbon. The mesoporous structure of RHA increases water retention, supporting sustained pozzolanic activity and reduced effective w/b, whereas GGBFS enhances continuous hydration through its latent hydraulic properties. As a result, among all SCMs evaluated, mixes incorporating RHA and GGBFS (either alone or combined) achieved the highest carbon efficiency, with up to 35% reductions embodied carbon per unit strength compared to conventional UHPC, and even approximately a 30% saving compared with conventional concrete. In some cases, these optimised mixes surpassed the compressive strength of control mixes in the referenced study208.
Natural mineral sources
Efforts to incorporate natural pozzolans in UHPC have generally yielded modest performance. Among the alternatives explored, their effectiveness can be loosely ranked as follows: (i) NBP> (ii) NB> (iii) CC (MK). The performance of CC (MK) appear to be quite scattered, likely due to variations in utilisation strategies adopted across studies. These strategies typically fall into three categories: (i) substitution of silica fume, often justified by cost, health concerns, and limited availability; (ii) replacement of FA, prompted by the declined availability due to the phase-out of coal-fired power plants; and (iii) partial replacement of cement to reduce the overall CO2 footprint.
From an embodied carbon standpoint, the first two strategies typically provided limited benefits and can sometimes result in similar or higher embodied carbon than conventional UHPC mixes. This is largely because silica fume and FA typically require (relatively) minimal beneficiation processing before qualifying as SCMs and already possess relatively low embodied carbon. In contrast, CC (MK) production involves clay extraction and energy-intensive calcination, which contributes to carbon emissions, as previously discussed. While replacing cement (third strategy) can lead to meaningful carbon reductions, it often compromises strength performance. Although some improvements in strength are reported within individual experimental matrices116, partial replacement of cement with CC (MK) and LP in UHPC generally results in strength loss when benchmarked against conventional UHPC formulations. Furthermore, the high fineness and SSA of pozzolans such as NB and CC (MK) tend to increase water demand. Given UHPC’s low w/b ratio and self-compacting requirements, this poses challenges to maintaining both workability and strength at higher replacement levels. Consequently, the incorporation of MK or NB, even in the combinations of LP and FA, yielded only limited improvement in carbon efficiency; in many cases, these mixes exhibited a higher carbon footprint per unit strength compared to conventional UHPC recipes.
Nevertheless, a few studies illustrate the promising potential of CC (MK) when used strategically. For instance, Huang et al.72 developed a UHPC mix with 65.6% binders with CC (MK) and LP (of two particle sizes), achieving compressive strength of 140–150 MPa without steel fibre addition. This recipe effectively reduced cement content by 40% relative to conventional UHPC compositions. Similarly, Tafraoui et al.23 fully replaced silica fume with CC (MK) added 1.5% steel fibres, and attained 190 MPa with a 10% reduction in embodied CO2 compared to conventional UHPC of similar strength.
Alkali-activated materials
Across the entire range of compressive strengths examined herein, the AAM/UHP-AAC systems emerge as a promising low-carbon alternative, consistently demonstrating CO2 reduction benefits (falling outside the shaded region representing conventional UHPC mixes in Fig. 22). In terms of carbon efficiency, AAMs achieved a 24% reduction in embodied carbon per unit of strength and were nearly 10% more efficient than conventional concrete. This significant reduction primarily arises from the complete replacement of cement with clinker-free cementitious systems, utilising industrial by-products exhibiting latent hydraulic properties as precursors. Although activators used in AAM/UHP-AAC mixes typically possess higher embodied carbon per unit mass—~50% greater than that of cement (see Table 3)—their lower dosage requirements result in net carbon savings due to the cementless UHPC formulations. On a side note, comparative LCA studies examining AAM relative to conventional NSC systems have garnered considerable research interest in the past decades. These comparable studies offer valuable context for assessing the viability of cement-free systems, not only from the perspective of embodied carbon standpoint, but also in terms of broader sustainability metrics. Readers interested in a more comprehensive understanding of full life-cycle implications are referred to the following works323,324,325,326. It is worth noting, however, that two AAM/UHP-AAC data points fall within the shaded region. A closer examination reveals that the first outlier (at around 115 MPa), employed a cementless mix design with no PC cement and included moderate quantities of hydrated lime in the ternary binder system consisting FA and silica fume288. Achieving the required for classification as UHPC necessitated extended steam curing at 60 °C for 72 h, to effectively activate the pozzalanic reactivity of the Class F fly ash; by contrast, the equivalent mix cured under ambient conditions reached only 60% of strength attained through steam curing. The elevated curing temperature and duration contributed substantially to the embodied carbon associated with this mix. The second outlier, at around 160 MPa, exhibited increased embodied carbon primarily due to an exceptionally high steel fibre content of 3%, which represents the upper bound within the tested matrix327.
Takeaways and remarks
Based on the presented assessment, among the alternative cement replacement materials evaluated, the most viable options in terms of embodied carbon and compressive are RHA, GGBFS, NBP, and AAMs (with GGBFS, GP, and/or FA as precursors). Nano-additives, such as nSiO2, when combined with industrial by-products like GGBFS and FA, demonstrated notable reductions in carbon footprint while maintaining strength comparable to conventional UHPC. Conventional UHPC mixtures exhibited about 17% higher embodied carbon per unit strength than conventional concrete. However, the strategies reviewed herein, through the incorporation of the aforementioned materials, successfully reduced this impact to levels comparable with conventional concrete, and in some cases, achieved even greater carbon efficiency, with savings of up to 23% in carbon intensity relative to conventional concrete. While CC systems (commonly referred to as LC3) have shown clear carbon savings in conventional concrete328, their use as partial replacement in UHPC has yielded more mixed results. In many cases, the environmental performance remained mediocre once strength impacts were considered, although a few positive results have also been reported.
It is important to note that this assessment focussed solely on embodied carbon and compressive strength. In practice, however, a comprehensive sustainability evaluation of SCMs should account for a broader range of factors beyond CO2 emissions. Although these additional aspects are beyond the focus of the present analysis, they are critical for an accurate appraisal of sustainability performance. One critical factor is durability, which can significantly influence the long-term environmental performance of concrete. For instance, silica fume enhances durability by reducing permeability through pozzolanic reaction and matrix densification. Similarly, the use of CC (MK) imparts excellent resistance to chloride ingress; its pozzolanic nature and high alumina content facilitate the binding of chloride ions as Friedel’s salt. Improvements in long-term durability, in turn, can extend the service life of structures and reduce the frequency of repair, replacement, and associated resource consumption, thereby mitigating the environmental and socio-economic burdens over a structure’s lifecycle. Nonetheless, some materials that demonstrate promising results in terms of embodied carbon and strength may raise concerns regarding long-term performance. For instance, biomass ashes, despite its high reactivity and carbon-reduction potential (typically require minimal beneficiation processing), may compromise durability due to its high soluble alkali content, which can promote alkali–silica reaction. Moreover, the presence of phosphates, typically associated with alkalis, can interfere with hydration at early stages41.
Another crucial factor of sustainability is environmental compatibility, particularly concerning the potential for leaching of hazardous heavy metals or other harmful substances. SCMs derived from certain industrial residues—such as WBA from MSWI, RM, or steelmaking slags—may contain elevated concentrations of heavy metals like lead, chromium, or vanadium. More importantly, these elements may remain chemically available for leaching even after being encapsulated within cementitious matrices, and this availability ultimately determines the actual exposure and environmental risks posed by these materials41. If not properly stablised or pretreated, these elements can become environmentally available. Such leaching poses both environmental pollution risks and heal hazards throughout the service life of structures and particularly during its ‘end-of-life’ phase following demolition. Another example is the use of micro-fillers such as silica fume and quartz powder, which are indispensable in UHPC mixtures. While their associated CO2 emissions are generally lower compared to other SCMs, and they contribute significantly to strength development, these ultrafine siliceous materials present notable occupational health concerns. As noted in ‘Introduction’, exposure to these carcinogenic fine particulates during handling and processing may pose serious risks to worker health. Accordingly, research and development efforts must go beyond targeting carbon footprint reductions to also address the potential environmental and human toxicity associated with SCM use. Other environmental impacts, such as abiotic resource depletion, must be considered, particularly for SCMs sourced from natural mineral clays. For example, as noted by Black115 (citing Heath et al.325), 1.16 kg of unfired kaolin is required to produce 1 kg of CC (MK). The extraction of kaolin via hydraulic mining can increase sediment loads in aquatic ecosystems, resulting in additional environmental burdens325.
Compressive strength is widely regarded as the standard metric representing the mechanical performance of cementitious materials. It is commonly evaluated alongside embodied carbon to provide a combined assessment of structural capacity and environmental impact, as exemplified by the ‘Concrete Environmental Performance Potential (CEPP)’ introduced in the fib Model Code 2020329. Although the compressive strength has long been accepted as the defining mechanical property—largely due to the simplicity of specimen preparation and testing—it does not fully capture the sustainability potential of UHPC. UHPC is an emerging subclass of concrete in which tensile performance is considered a signature design parameter. Indeed, the enhanced tensile and compressive behaviours, along with superior long-term durability, often serves as the primary motivation for its adoption, particularly given its higher cost compared to conventional NSC. A critical component enabling UHPC’s superior tensile properties is the incorporation of steel fibres. This fibre-induced improvement in mechanical behaviour can contribute to structural efficiency. This has led to active research at structural scale quantifying fibre contributions and their synergistic effects with steel reinforcement in complex structural actions such as shear330,331, flexure332,333,334, and confinement335,336. However, steel fibres represent the highest embodied carbon constituent in UHPC mixtures. Therefore, evaluating environmental impact based solely on compressive strength is inadequate, even though fibre addition can improve compressive strength to an extent. Instead, a holistic sustainability evaluation should consider the potential for volume reduction and decreased steel reinforcement requirement enabled by fibre-induced enhancements, rather than focussing solely on macromechanical properties. Such approach provides a more accurate assessment of UHPC’s sustainability potential and can help convince practitioners to adopt UHPC solutions. To support this transition, design methodologies must advance to explicitly account for fibre contributions, ensuring more efficient use of materials in structural design.
Conclusion and perspective
Despite its ability to minimise structural volume and extend service life, ultra-high-performance concrete (UHPC) inherently carries a significantly higher embodied carbon than conventional concrete. Since 2015, growing recognition of this drawback has driven an exponential rise in research efforts, with cement reduction via supplementary cementitious materials (SCMs) emerging as primary strategy. Against this backdrop of accelerating academic and industrial interest, this review provides a critical synthesis of SCMs and alternative binders for low-carbon UHPC, with particular focus on their microstructure–reactivity–performance relationships. Depending on their chemical, mineralogical, and physical reactivity, different SCMs play distinct roles in shaping the microstructure, hydration kinetics, and strength development of UHPC. Latent hydraulic binders such as ground granulated blast furnace slag (GGBFS) and steel slag, together with fly ash (FA), typically delay hydration, with FA showing the strongest retardation. However, all contribute to long-term strength enhancement, especially when coupled with carbonation curing, which not only improves reactivity but also enables potential CO2 sequestration. Limestone powder primarily contributes through nucleation, dilution, and filler effects, accelerating early hydration while delivery mechanical performance that is comparable or slightly reduced. Red mud enhances packing density but reduces strength at higher dosages due to limited pozzolanicity; however, thermal activation or blending with limestone improves its effectiveness. Mine tailings offer excellent micro-aggregate packing and bonding potential, especially as aggregate replacements. Although heavy metal leaching is a concern, UHPC’s ultra-dense matrix effectively immobilises contaminants, allowing high replacement levels with minimal risk. Rice husk ash (RHA), with its mesoporous structural and internal curing effect, uniquely enhances both early and later strength, in some cases outperforming silica fume.
Beyond industrial and agricultural wastes, urban wastes such as recycled glass and recycled concrete, together with natural pozzolans like calcined clays, are increasingly being explored as local SCMs for UHPC. Glass powder (GP) provides limited early strength but contributes strong long-term pozzolanic activity, with alkali-silica reaction risks largely mitigated by fine particle size and UHPC’s low w/b ratios. Recycled concrete fines and aggregates tend to reduce strength unless pre-treated (e.g., carbonation or surface coating), which improves surface reactivity and bonding. Calcined clays, including LC3 systems, improve later-age strength through synergistic pozzolanic–limestone reactions, although early performance lags behind silica fume-based UHPC. Other natural pozzolans such as basalt powder (NBP), pumice, (NP), bentonite (NB), diatomaceous earth (DE), show similarly slow kinetics, with delayed early strength but recovery after 28 days. UHPC formulated with seawater and sea sand (UHPSSC) demonstrates accelerated early hydration from salt ions, but at the cost of higher shrinkage. Alternative cements such as belite-rich Portland cement (RBPC), portland limestone cement (PLC), calcium sulfoaluminate cement (CSAC), and supersulfated cement (SSC) have been explored in UHPC. RBPC shows delayed but strong later-age performance; PLC benefit from stable carboaluminate formation; CSAC achieves rapid early strength through ettringite formation; while SSC demonstrates promise when combined with polyoxymethylene fibres but remains underexplored. Low-dosage additions of nano-materials, such as nano-silica and nano-carbonate (~3%), can accelerate hydration and densify the microstructure, but higher dosages risk agglomeration, increased porosity, and cracking. Finally, emerging alkali-activated UHPC systems, using alternative precursors such as calcined clays, glass powder, and RHA activated with alternative alkalis, hold promise for significant carbon reductions. Yet, they remain in early development, with challenges in standardisation, durability, and scalability still unresolved.
In terms of environmental sustainability, the relationship between embodied carbon and compressive strength of low-carbon UHPC incorporating alternative materials is captured in Fig. 22. The most viable candidates (i.e., combining low embodied carbon with high strength) are RHA, GGBFS, NBP, and alkali-activated materials using GGBFS, GP and/or FA as precursors. The scalability of SCMs, however, is dictated by resource availability and supply-chain accessibility. Industrial by-products such as GGBFS and FA remain attractive but face mounting competition from their widespread use in ordinary Portland cement blends. Calcined clays, in contrast, are abundant and globally accessible, making them an appealing option; yet environmental assessment reveal only moderate viability due to the high energy demands arising from beneficiation processing and their adverse impact on mechanical performance, particularly critical in strength-driven UHPC applications. Nano-additives present a unique case. While their production carries a high carbon burden, the required dosages are minimal and their strong positive influence on hydration and strength development often outweighs their footprint on a per-unit basis, making them strong potential for lowering carbon footprints. Regional availability remains a decisive factor. In areas where industrial by-products are scarce, urban residues such as recycled glass and recycled concrete emerge as valuable alternatives for circular material flows. More recently, municipal solid waste incineration ashes have shown promise as an underexplored but potentially scalable option for UHPC. These new material streams are particularly relevant as global industries shift toward low-carbon steelmaking (electric arc and hydrogen-based processes) and coal-fired power plants are phasing out, reducing the availability of traditional SCMs like steel slag and FA.
While the technical and environmental potential of low-carbon UHPC is evident, its broader adoption is constrained by economic and practical considerations. UHPC is still perceived as prohibitively expensive, limiting its use to niche applications where performance justifies the cost (e.g., bridges, overlays, and precast components). Consequently, the overall contribution of UHPC to reducing the embodied carbon of the built environment remains marginal at present. Future research must therefore not only optimise material formulations for lower carbon footprints but also develop design methodologies that fully harness UHPC’s exceptional properties at the structural scale, while simultaneously addressing cost efficiency, scalability, and deployment strategies. Without parallel progress on economics and availability, the impact of low-carbon UHPC will remain limited despite its promising technical advances. Moreover, critical questions persist regarding the durability of UHPC containing diverse SCMs and the feasibility of scaling production for SCMs that require complex beneficiation or processing, highlighting that material innovation alone is insufficient to ensure sustainable adoption.
Data availability
No datasets were generated or analysed during the current study.
Abbreviations
- AACW:
-
autoclaved aerated concrete waste
- AAM:
-
alkali-activated material
- ASR:
-
alkali-silica reaction
- BF:
-
blast furnace
- BOF:
-
basic oxygen furnace
- BRHA:
-
black rice husk ash
- C--A--S--H:
-
calcium aluminosilicate hydrate
- C--S--H:
-
calcium silicate hydrate
- C&D:
-
construction and demolition
- CBA:
-
coal bottom ash
- CC:
-
calcined clay
- CCP:
-
coal combustion product
- CEPP:
-
Concrete Environmental Performance Potential
- CF:
-
calcium formate
- CFA:
-
coal fly ash
- CH:
-
calcium hydroxide
- cRCA:
-
carbonated recycled concrete aggregate
- CSAC:
-
calcium sulfoaluminate cement
- DE:
-
diatomaceous earth
- EAF:
-
electric arc furnace
- EPD:
-
Environmental Product Declaration
- FA:
-
fly ash
- FSA:
-
ferrochrome slag aggregate
- GGBFS:
-
ground-granulated blast furnace slag
- GHG:
-
greenhouse gas
- GP:
-
glass powder
- GRT:
-
graphite tailings
- GS:
-
glass sand
- GT:
-
gold tailings
- GWP:
-
global warming potential
- HD:
-
high-density
- HSC:
-
high-strength concrete
- IOTP/IOTS:
-
iron ore tailings powder/sand
- IPCC:
-
Intergovernmental Panel on Climate Change
- ITZ:
-
interfacial transition zone
- LC3:
-
limestone calcined clay cement
- LCA:
-
life cycle assessment
- LCDGP:
-
liquid-crystal display glass powder
- LD:
-
low-density
- LM:
-
lime mud
- LP:
-
limestone powder
- LS:
-
lithium slag
- MK:
-
metakaolin
- MSWI:
-
municipal solid waste incineration
- MTP/MTS:
-
molybdenum tailings powder/sand
- N--A--S--H:
-
sodium aluminosilicate hydrate gel
- NB:
-
natural bentonite
- NBP:
-
basalt powder
- nCaCO3:
-
nano-carbonates
- NP:
-
pumicite
- NSC:
-
normal-strength concrete
- nSiO2:
-
nano-silica
- PC/OPC:
-
ordinary Portland cement
- PLC:
-
Portland limestone cement
- POMF:
-
polyoxymethylene fibres
- PSD:
-
particle size distribution
- QP:
-
quartz powder
- QS:
-
quartz sand
- RBPC:
-
belite-rich cement
- RCA:
-
recycled concrete aggregates
- RCF:
-
recycled concrete fines
- RFA:
-
recycled fine aggregates
- RHA:
-
rice husk ash
- RM:
-
red mud
- SCM:
-
supplementary cementitious material
- SEM:
-
scanning electron microscope
- SF:
-
silica fume
- SS:
-
steel slag
- SSA:
-
specific surface area
- SSC:
-
supersulfated cement
- SSDW:
-
shield soil dreg waste
- SSW:
-
sea sand seawater
- UFFA:
-
ultra-fine fly ash
- UHD:
-
ultra-high-density
- UHP-AAC:
-
ultra-high-performance alkali-activated concrete
- UHPC:
-
ultra-high-performance concrete
- UHPC-CA:
-
coarse aggregate-containing ultra-high-performance concrete
- UHPGC:
-
ultra-high-performance geopolymer concrete
- UHPSSC:
-
ultra-high-performance sea sand concrete
- USF:
-
ultra-fine silica fume
- w/b:
-
water-to-binder ratio
- WBA:
-
waste bottom ash
- WFA:
-
waste fly ash
- WSA:
-
wet-ground submicron autoclaved aerated concrete waste
- XRD:
-
X-ray diffraction
- XRF:
-
X-ray fluorescence
References
ASTM C1856/1856M-17. Standard Practice for Fabricating and Testing Specimens of Ultra-high Performance Concrete. Technical Report (American Society for Testing and Materials, Philadelphia, United States, 2017).
AFNOR P18B. NF P 18-470: Concrete - Ultra-high Performance Fibre-reinforced Concrete - Specifications, Performance, Production and Conformity (Association Française de Génie Civil (AFNOR — French standard institute), France, 2016).
BNTRA/CN EC2. NF P 18-710: National Addition to Eurocode 2 — Design of Concrete Structures: Specific Rules for Ultra-High Performance Fibre-Reinforced Concrete (UHPFRC) (Association Française de Génie Civil (AFNOR — French standard institute), France, 2016).
Graybeal, B. A. & Russel, H. G.Ultra-High Performance Concrete: A State-of-the-Art Report for the Bridge Community (U.S. Department of Transportation Federal Highway Administration, 2013).
Amran, M., Murali, G., Makul, N., Tang, W. & Eid Alluqmani, A. Sustainable development of eco-friendly ultra-high performance concrete (UHPC): cost, carbon emission, and structural ductility. Constr. Build. Mater. 398, 132477 (2023).
Habert, G., Arribe, D., Dehove, T., Espinasse, L. & Le Roy, R. Reducing environmental impact by increasing the strength of concrete: quantification of the improvement to concrete bridges. J. Clean. Prod 35, 250–262 (2012).
Yoo, D.-Y., Kim, S.-W. & Park, J.-J. Comparative flexural behavior of ultra-high-performance concrete reinforced with hybrid straight steel fibers. Constr. Build. Mater. 132, 219–229 (2017).
Sameer, H. et al. Environmental assessment of ultra-high-performance concrete using carbon, material, and water footprint. Materials 12, 851 (2019).
Li, J., Wu, Z., Shi, C., Yuan, Q. & Zhang, Z. Durability of ultra-high performance concrete – a review. Constr. Build. Mater. 255, 119296 (2020).
Redwan-Ul-Islam, Khalil, J. & Hanif, A. Fatigue performance of ultra-high-performance concrete (UHPC): a critical review. J. Build. Eng. 101, 111881 (2025).
El-Tawil, S., Tai, Y.-S., II, J. A. B. & Rogers, D. Open-recipe ultra-high-performance concrete: Busting the cost myth. Concr. Int. 42, 33–38 (2020).
Dixit, A., Verma, A. & Pang, S. D. Dual waste utilization in ultra-high performance concrete using biochar and marine clay. Cem. Concr. Compos. 120, 104049 (2021).
Richard, P. & Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 25, 1501–1511 (1995).
Rossi, P. Influence of fibre geometry and matrix maturity on the mechanical performance of ultra high-performance cement-based composites. Cem. Concr. Compos. 37, 246–248 (2013).
Korpa, A., Kowald, T. & Trettin, R. Phase development in normal and ultra high performance cementitious systems by quantitative x-ray analysis and thermoanalytical methods. Cem. Concr. Res. 39, 69–76 (2009).
Huang, W., Kazemi-Kamyab, H., Sun, W. & Scrivener, K. Effect of cement substitution by limestone on the hydration and microstructural development of ultra-high performance concrete (UHPC). Cem. Concr. Compos. 77, 86–101 (2017).
Kazemi-Kamyab, H., Muller, A. C. A., Denarié, E., Brühwiler, E. & Scrivener, K. Kinetics of mixing-water repartition in UHPFRC paste and its effect on hydration and microstructural development. Cem. Concr. Res. 124, 105784 (2019).
Kang, S.-H., Hong, S.-G. & Moon, J. The use of rice husk ash as reactive filler in ultra-high performance concrete. Cem. Concr. Res. 115, 389–400 (2019).
Yang, L., Shi, C. & Wu, Z. Mitigation techniques for autogenous shrinkage of ultra-high-performance concrete – a review. Compos. Pt. B Eng. 178, 107456 (2019).
Long, G., Wang, X. & Xie, Y. Very-high-performance concrete with ultrafine powders. Cem. Concr. Res. 32, 601–605 (2002).
Richard, P. et al. Les bétons de poudres réactives (bpr) à ultra haute résistance (200 à 800 mpa) (1995).
ACI 239R-18. Ultra-High-Performance Concrete: An Emerging Technology Report. Technical Report (American Concrete Institute, 2018).
Tafraoui, A., Escadeillas, G., Lebaili, S. & Vidal, T. Metakaolin in the formulation of UHPC. Constr. Build. Mater. 23, 669–674 (2009).
Habel, K., Viviani, M., Denarié, E. & Brühwiler, E. Development of the mechanical properties of an ultra-high performance fiber reinforced concrete (UHPFRC). Cem. Concr. Res. 36, 1362–1370 (2006).
Siddique, R. & Chahal, N. Use of silicon and ferrosilicon industry by-products (silica fume) in cement paste and mortar. Resour. Conserv. Recycl. 55, 739–744 (2011).
Sun, T., Wang, X., Ashour, A. & Han, B. 16 - sustainable ultra-high-performance concrete materials and structures. In Sustainable Concrete Materials and Structures, Woodhead Publishing Series in Civil and Structural Engineering, (eds, Ashour, A., Wang, X. & Han, B.) 487–529 (Woodhead Publishing, 2024).
Feng, Y. et al. Effects of recycled sand and nanomaterials on ultra-high performance concrete: workability, compressive strength and microstructure. Constr. Build. Mater. 378, 131180 (2023).
Kang, S.-H., Jeong, Y., Tan, K. H. & Moon, J. The use of limestone to replace physical filler of quartz powder in uhpfrc. Cem. Concr. Compos. 94, 238–247 (2018).
Matschei, T. & Glasser, F. P. Temperature dependence, 0 to 40 °C, of the mineralogy of Portland cement paste in the presence of calcium carbonate. Cem. Concr. Res. 40, 763–777 (2010).
Du, J. et al. New development of ultra-high-performance concrete (UHPC). Compos. Pt. B Eng. 224, 109220 (2021).
Scrivener, K. L. & Kirkpatrick, R. J. Innovation in use and research on cementitious material. Cem. Concr. Res. 38, 128–136 (2008).
Olivier, G., Janssens-Maenhout, J. G. J. & Peters, J. A. Trends in Global CO2 Emissions; 2012 Report. Technical Report, (Netherlands Environmental Assessment Agency (PBL), 2012).
Mi, R., Rengaraju, S. & Al-Tabbaa, A. Towards net-zero reinforced concrete: a critical review. Cem. Concr. Compos. 163, 106187 (2025).
Verified Market Reports. Global ultra-high performance concrete (UHPC) market size by product type (pre-mixed UHPC, customized UHPC), by end-use industry (construction, infrastructure), by application (structural components, non-structural components), by formulation (fiber-reinforced UHPC, self-consolidating UHPC), by distribution channel (direct sales, through distributors), by geographic scope and forecast. https://www.verifiedmarketreports.com/product/global-ultra-high-performance-concrete-uhpc-market-2019-by-manufacturers-regions-type-and-application-forecast-to-2024 (2025).
Park, S., Wu, S., Liu, Z. & Pyo, S. The role of supplementary cementitious materials (SCMS) in ultra high performance concrete (UHPC): a review. Materials 14, 1472 (2021).
Wang, X. et al. Design of sustainable ultra-high performance concrete: a review. Constr. Build. Mater. 307, 124643 (2021).
Hamada, H. M. et al. Recycling solid waste to produce eco-friendly ultra-high performance concrete: a review of durability, microstructure and environment characteristics. Sci. Total Environ. 876, 162804 (2023).
Yoo, D.-Y., Banthia, N., You, I. & Lee, S.-J. Recent advances in cementless ultra-high-performance concrete using alkali-activated materials and industrial byproducts: a review. Cem. Concr. Compos. 148, 105470 (2024).
Zhang, X., Wu, Z., Xie, J., Hu, X. & Shi, C. Trends toward lower-carbon ultra-high performance concrete (UHPC) – a review. Constr. Build. Mater. 420, 135602 (2024).
Metwally, G. A., Elemam, W. E., Mahdy, M. & Ghannam, M. A comprehensive review of metakaolin-based ultra-high-performance geopolymer concrete enhanced with waste material additives. J. Build. Eng 103, 112019 (2025).
Snellings, R., Suraneni, P. & Skibsted, J. Future and emerging supplementary cementitious materials. Cem. Concr. Res. 171, 107199 (2023).
Scrivener, K. L., Juilland, P. & Monteiro, P. J. Advances in understanding hydration of Portland cement. Cem. Concr. Res. 78, 38–56 (2015).
Wu, Z., Shi, C. & He, W. Comparative study on flexural properties of ultra-high performance concrete with supplementary cementitious materials under different curing regimes. Constr. Build. Mater. 136, 307–313 (2017).
Guo, Y., Qu, F. & Li, W. Advancing circular economy and construction sustainability: transforming mine tailings into high-value cementitious and alkali-activated concrete. npj Mater. Sustain 3, 8 (2025).
Van Tuan, N., Ye, G., van Breugel, K., Fraaij, A. L. & Bui, D. D. The study of using rice husk ash to produce ultra high performance concrete. Constr. Build. Mater. 25, 2030–2035 (2011).
ASTM C618-22. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. Technical Report (American Society for Testing and Materials, Philadelphia, United States, 2022).
Krishnan, S. & Bishnoi, S. Understanding the hydration of dolomite in cementitious systems with reactive aluminosilicates such as calcined clay. Cem. Concr. Res. 108, 116–128 (2018).
Lothenbach, B. et al. Cemdata18: a chemical thermodynamic database for hydrated Portland cements and alkali-activated materials. Cem. Concr. Res. 115, 472–506 (2019).
Suraneni, P., Hajibabaee, A., Ramanathan, S., Wang, Y. & Weiss, J. New insights from reactivity testing of supplementary cementitious materials. Cem. Concr. Compos. 103, 331–338 (2019).
Hubler, M. H., Thomas, J. J. & Jennings, H. M. Influence of nucleation seeding on the hydration kinetics and compressive strength of alkali activated slag paste. Cem. Concr. Res. 41, 842–846 (2011).
Lao, J.-C. et al. Utilization of sodium carbonate activator in strain-hardening ultra-high-performance geopolymer concrete (sh-uhpgc). Front. Mater. 10, 1142237 (2023).
Aquino Rocha, J. H. & Toledo Filho, R. D. The utilization of recycled concrete powder as supplementary cementitious material in cement-based materials: a systematic literature review. J. Build. Eng 76, 107319 (2023).
Luan, C., Liu, J., Zhao, S., Li, Y. & Yang, Y. Enhancing the properties of UHPC with recycled concrete powder and iron ore tailings sand, and evaluating the environmental impact. Constr. Build. Mater. 452, 138769 (2024).
Liang, C., Pan, B., Ma, Z., He, Z. & Duan, Z. Utilization of CO2 curing to enhance the properties of recycled aggregate and prepared concrete: a review. Cem. Concr. Compos. 105, 103446 (2020).
Berodier, E. & Scrivener, K. Understanding the filler effect on the nucleation and growth of C-S-H. J. Am. Ceram. Soc. 97, 3764–3773 (2014).
Suraneni, P. & Weiss, J. Examining the pozzolanicity of supplementary cementitious materials using isothermal calorimetry and thermogravimetric analysis. Cem. Concr. Compos. 83, 273–278 (2017).
EN 197-1: 2011. Cement - Part 1: Composition, Specifications and Conformity Criteria for Common Cements. Technical Report, (European Committee for Standardization, 2011).
Alelweet, O. & Pavia, S. Pozzolanic and hydraulic activity of bauxite for binder production. J. Build. Eng 51, 104186 (2022).
Moesgaard, M., Herfort, D., Steenberg, M., Kirkegaard, L. F. & Yue, Y. Physical performances of blended cements containing calcium aluminosilicate glass powder and limestone. Cem. Concr. Res. 41, 359–364 (2011).
Schöler, A., Winnefeld, F., Haha, M. B. & Lothenbach, B. The effect of glass composition on the reactivity of synthetic glasses. J. Am. Ceram. Soc 100, 2553–2567 (2017).
Siddique, R. & Khan, M. I. Supplementary Cementing Materials (Springer Science & Business Media, 2011).
Behnood, A. Soil and clay stabilization with calcium- and non-calcium-based additives: a state-of-the-art review of challenges, approaches and techniques. Transp. Geotech 17, 14–32 (2018).
Luo, Z. et al. Effects of carbon nanotubes on the toughness and microstructure of steel fiber reinforced ultra-high performance geopolymer concrete. Constr. Build. Mater. 472, 140853 (2025).
Haha, M. B., De Weerdt, K. & Lothenbach, B. Quantification of the degree of reaction of fly ash. Cem. Concr. Res. 40, 1620–1629 (2010).
Soliman, N. & Tagnit-Hamou, A. Development of ultra-high-performance concrete using glass powder – towards ecofriendly concrete. Constr. Build. Mater. 125, 600–612 (2016).
Jiang, X., Xiao, R., Bai, Y., Huang, B. & Ma, Y. Influence of waste glass powder as a supplementary cementitious material (SCM) on physical and mechanical properties of cement paste under high temperatures. J. Clean. Prod 340, 130778 (2022).
You, I., Zi, G., Yoo, D.-Y. & Lange, D. A. Durability of concrete containing liquid crystal display glass powder for pavement. ACI Mater. J. 116, 87–94 (2019).
Yoo, D.-Y., You, I. & Zi, G. Effects of waste liquid–crystal display glass powder and fiber geometry on the mechanical properties of ultra-high-performance concrete. Constr. Build. Mater. 266, 120938 (2021).
Shi, C., Wu, Y., Riefler, C. & Wang, H. Characteristics and pozzolanic reactivity of glass powders. Cem. Concr. Res. 35, 987–993 (2005).
Salahaddin, S. D., Haido, J. H. & Wardeh, G. The behavior of UHPC containing recycled glass waste in place of cementitious materials: a comprehensive review. Case Stud. Constr. Mater. 17, e01494 (2022).
Nair, D. G., Fraaij, A., Klaassen, A. A. & Kentgens, A. P. A structural investigation relating to the pozzolanic activity of rice husk ashes. Cem. Concr. Res. 38, 861–869 (2008).
Huang, W., Kazemi-Kamyab, H., Sun, W. & Scrivener, K. Effect of replacement of silica fume with calcined clay on the hydration and microstructural development of eco-uhpfrc. Mater. Des. 121, 36–46 (2017).
Scrivener, K., Martirena, F., Bishnoi, S. & Maity, S. Calcined clay limestone cements (LC3). Cem. Concr. Res. 114, 49–56 (2018).
Lu, M., Xia, Y., Yan, J. & Wang, L. Wet carbonation of MSWI fly ash for sustainable limestone calcined clay cement-type composites. Cem. Concr. Compos. 156, 105866 (2025).
Cheng, X., Zhang, H., Li, W. & Zhang, L. Utilizing diatomaceous Earth (DE) as a sustainable substitute in alkali-activated cementitious materials: performance and life cycle assessment. Constr. Build. Mater. 452, 138889 (2024).
Williams, S. L., Beatty, D. N. & Srubar, W. V. Diatom biosilica as a supplementary cementitious material. npj Mater. Sustain 2, 39 (2024).
Li, J., Zhang, W., Li, C. & Monteiro, P. J. Green concrete containing diatomaceous Earth and limestone: workability, mechanical properties, and life-cycle assessment. J. Clean. Prod 223, 662–679 (2019).
Dong, E., Yu, R., Fan, D., Chen, Z. & Ma, X. Absorption-desorption process of internal curing water in ultra-high performance concrete (UHPC) incorporating pumice: from relaxation theory to dynamic migration model. Cem. Concr. Compos. 133, 104659 (2022).
Seraj, S., Cano, R., Ferron, R. D. & Juenger, M. C. The role of particle size on the performance of pumice as a supplementary cementitious material. Cem. Concr. Compos. 80, 135–142 (2017).
Moolchandani, K. Advancements in pumice-based concrete: a comprehensive review. Mater 8, 100646 (2025).
Tole, I., Habermehl-Cwirzen, K. & Cwirzen, A. Mechanochemical activation of natural clay minerals: an alternative to produce sustainable cementitious binders –review. Mineral. Petrol. 113, 449–462 (2019).
Gong, J., Yu, L., Li, Z. & Shi, X. Mechanical activation improves reactivity and reduces leaching of municipal solid waste incineration (MSWI) bottom ash in cement hydration system. J. Clean. Prod 363, 132533 (2022).
Zhang, Y., Liu, B., Gu, X., Nehdi, M. L. & Zhang, L. V. Mechanochemical activation of iron ore tailing-based ternary supplementary cementitious materials. Constr. Build. Mater. 346, 128420 (2022).
Ramanathan, S., Perumal, P., Illikainen, M. & Suraneni, P. Mechanically activated mine tailings for use as supplementary cementitious materials. RILEM Tech. Lett. 6, 61–69 (2021).
Espinoza-Pérez, L., Burciaga-Díaz, O. & Escalante-García, J. Mechanochemical activation of waste glass in alkaline composite cements with blastfurnace slag: a sustainable approach to recycling. Ceram. Int. 50, 38649–38661 (2024).
Hanein, T. et al. Clay calcination technology: state-of-the-art review by the RILEM TC 282-CCL. Mater. Struct. 55, 3 (2021).
Baki, V. A. et al. The impact of mechanochemical activation on the physicochemical properties and pozzolanic reactivity of kaolinite, muscovite and montmorillonite. Cem. Concr. Res. 162, 106962 (2022).
Feng, W. et al. Manufacture of tailings-based cementitious materials: insights into tailings activation strategies. Constr. Build. Mater. 439, 137194 (2024).
Chen, B., Perumal, P., Illikainen, M. & Ye, G. A review on the utilization of municipal solid waste incineration (MSWI) bottom ash as a mineral resource for construction materials. J. Build. Eng 71, 106386 (2023).
Mary Joseph, A., Snellings, R., Nielsen, P., Matthys, S. & De Belie, N. Pre-treatment and utilisation of municipal solid waste incineration bottom ashes towards a circular economy. Constr. Build. Mater. 260, 120485 (2020).
Luo, L., Jia, M. & Cheng, X. Experimental study and analytical modeling of tensile performance of ultra-high-performance concrete incorporating modified recycled aggregates. J. Clean. Prod 468, 143123 (2024).
Ouyang, K. et al. Influence of pre-treatment methods for recycled concrete aggregate on the performance of recycled concrete: a review. Resour. Conserv. Recycl. 188, 106717 (2023).
Zajac, M., Skocek, J., Skibsted, J. & Ben Haha, M. CO2 mineralization of demolished concrete wastes into a supplementary cementitious material –a new CCU approach for the cement industry. RILEM Tech. Lett. 6, 53–60 (2021).
Liu, G., Schollbach, K., Li, P. & Brouwers, H. Valorization of converter steel slag into eco-friendly ultra-high performance concrete by ambient CO2 pre-treatment. Constr. Build. Mater. 280, 122580 (2021).
Yuan, C., Yong, L., Ziao, C., Tianyi, Y. & Rui, Y. Development of ultra-high performance concrete (UHPC) matrix based on recycled concrete fines subjected to coupling curing of microwave and wet carbonation. J. Build. Eng 95, 110038 (2024).
Li, S., Liu, G. & Yu, Q. The role of carbonated steel slag on mechanical performance of ultra-high performance concrete containing coarse aggregates. Constr. Build. Mater. 307, 124903 (2021).
Hu, L. et al. Uncovering the role of steel slag in CO2-cured UHPC: evaluation on impact resistance, carbonation kinetics and microstructure with X-ray CT. Constr. Build. Mater. 472, 140989 (2025).
Celik, I. The effects of particle size distribution and surface area upon cement strength development. Powder Technol 188, 272–276 (2009).
Witte, A. & Garg, N. Particle shape, crystallinity, and degree of polymerization of fly ash via combined sem-eds and raman spectroscopy. Cem. Concr. Res. 184, 107612 (2024).
Sobolev, K. & Ferrada Gutiérrez, M. How Nanotechnology Can Change the Concrete World, 117–120 (John Wiley & Sons, 2009).
de Sensale, G. R., Ribeiro, A. B. & Gonçalves, A. Effects of rha on autogenous shrinkage of Portland cement pastes. Cem. Concr. Compos. 30, 892–897 (2008).
Yu, R., Spiesz, P. & Brouwers, H. Development of an eco-friendly ultra-high performance concrete (UHPC) with efficient cement and mineral admixtures uses. Cem. Concr. Compos. 55, 383–394 (2015).
Wang, Y. et al. Preparation of sustainable ultra-high performance concrete (UHPC) with ultra-fine glass powder as multi-dimensional substitute material. Constr. Build. Mater. 401, 132857 (2023).
Zhao, X. et al. Recycling of contaminated waste glass in ultra-high performance concrete: impurities impact. Constr. Build. Mater. 437, 136971 (2024).
Yang, J. et al. Utilization of submicron autoclaved aerated concrete waste to prepare eco-friendly ultra-high performance concrete by replacing silica fume. J. Clean. Prod 376, 134252 (2022).
Zou, D. et al. Sustainable use of recycled autoclaved aerated concrete waste as internal curing materials in ultra-high performance concrete. J. Clean. Prod 373, 133910 (2022).
Du, J. et al. Phase separation of recycled concrete powder during grinding and consequent influences on its hydration behaviors in cement paste. Cem. Concr. Compos. 142, 105203 (2023).
Ma, Z., Liu, M., Duan, Z., Liang, C. & Wu, H. Effects of active waste powder obtained from C&D waste on the microproperties and water permeability of concrete. J. Clean. Prod 257, 120518 (2020).
Wang, Y., Zhuge, Y. & Yao, Y. Design and performance analysis of ultra-high performance concrete using fully recycled molybdenum tailings waste. Constr. Build. Mater. 473, 140981 (2025).
Shi, J. et al. Properties of ultra-high performance concrete incorporating iron tailings powder and iron tailings sand. J. Build. Eng 83, 108442 (2024).
Zhang, T., Yang, J., Chen, M., Gao, P. & Zhang, M. Effect of iron tailing fines on dynamic properties and microstructure of recycled steel fibre reinforced ultra-high performance concrete. Constr. Build. Mater. 460, 139679 (2025).
Wang, J. et al. A novel design of low carbon footprint ultra-high performance concrete (UHPC) based on full scale recycling of gold tailings. Constr. Build. Mater. 304, 124664 (2021).
Weiqi, M. et al. Influence of molybdenum tailings powder on the hydration characteristics of cement paste. J. Mater. Civ. Eng 36, 17326 (2024).
Tian, Y. et al. Mechanical properties and enhancement mechanism of iron tailings powder as a binder for manufacturing cementless ultra-high-performance alkali activated concrete. J. Build. Eng 106, 112532 (2025).
Black, L. 17 - low clinker cement as a sustainable construction material. In Sustainability of Construction Materials, 2nd ed., Woodhead Publishing Series in Civil and Structural Engineering, (eds, Khatib, J. M.) 415–457 (Woodhead Publishing, 2016).
Mo, Z., Wang, R. & Gao, X. Hydration and mechanical properties of UHPC matrix containing limestone and different levels of metakaolin. Constr. Build. Mater. 256, 119454 (2020).
Abdellatief, M. et al. Development of ultra-high-performance concrete with low environmental impact integrated with metakaolin and industrial wastes. Case Stud. Constr. Mater 18, e01724 (2023).
Guo, D. et al. Using limestone calcined clay cement and recycled fine aggregate to make ultra-high-performance concrete: properties and environmental impact. Constr. Build. Mater. 394, 132026 (2023).
Yeluri, M. et al. Revolutionizing ultra-high performance concrete: unleashing metakaolin and diatomaceous Earth as sustainable fly ash alternatives. Constr. Build. Mater. 460, 139822 (2025).
Snellings, R., Mertens, G. & Elsen, J. Supplementary cementitious materials. Rev. Mineral. Geochem. 74, 211–278 (2012).
Stamatakis, M., Fragoulis, D., Csirik, G., Bedelean, I. & Pedersen, S. The influence of biogenic micro-silica-rich rocks on the properties of blended cements. Cem. Concr. Compos. 25, 177–184 (2003).
Degirmenci, N. & Yilmaz, A. Use of diatomite as partial replacement for Portland cement in cement mortars. Constr. Build. Mater. 23, 284–288 (2009).
Zhao, X. et al. Natural bentonite as an internal curing agent in the production of eco-friendly ultra-high performance concrete with low autogenous shrinkage. J. Clean. Prod 428, 139471 (2023).
Yu, R., Spiesz, P. & Brouwers, H. Effect of nano-silica on the hydration and microstructure development of ultra-high performance concrete (UHPC) with a low binder amount. Constr. Build. Mater. 65, 140–150 (2014).
Yu, R., Spiesz, P. & Brouwers, H. Static properties and impact resistance of a green ultra-high performance hybrid fibre reinforced concrete (UHPHFRC): experiments and modeling. Constr. Build. Mater. 68, 158–171 (2014).
Yu, R., Spiesz, P. & Brouwers, H. Energy absorption capacity of a sustainable ultra-high performance fibre reinforced concrete (UHPFRC) in quasi-static mode and under high velocity projectile impact. Cem. Concr. Compos. 68, 109–122 (2016).
Li, W., Huang, Z., Cao, F., Sun, Z. & Shah, S. P. Effects of nano-silica and nano-limestone on flowability and mechanical properties of ultra-high-performance concrete matrix. Constr. Build. Mater. 95, 366–374 (2015).
Wu, Z., Shi, C., Khayat, K. H. & Xie, L. Effect of SCM and nano-particles on static and dynamic mechanical properties of UHPC. Constr. Build. Mater. 182, 118–125 (2018).
Shi, Y., Long, G., Ma, C., Xie, Y. & He, J. Design and preparation of ultra-high performance concrete with low environmental impact. J. Clean. Prod 214, 633–643 (2019).
Yoo, D.-Y., Oh, T. & Banthia, N. Nanomaterials in ultra-high-performance concrete (UHPC) – a review. Cem. Concr. Compos. 134, 104730 (2022).
Li, Y. et al. A comparative study on mechanical properties and environmental impact of UHPC with belite cement and Portland cement. J. Clean. Prod 380, 135003 (2022).
Zhang, H. et al. Mechanical behavior of ultra-high performance concrete (UHPC) using recycled fine aggregate cured under different conditions and the mechanism based on integrated microstructural parameters. Constr. Build. Mater. 192, 489–507 (2018).
Leng, Y. et al. Development of an environmental ultra-high performance concrete (UHPC) incorporating carbonated recycled coarse aggregate. Constr. Build. Mater. 362, 129657 (2023).
Sun, H., Luo, L., Li, X. & Yuan, H. The treated recycled aggregates effects on workability, mechanical properties and microstructure of ultra-high performance concrete co-reinforced with nano-silica and steel fibers. J. Build. Eng 86, 108804 (2024).
Luo, L., Shi, J., Wang, J., Qu, Y. & Dai, B. Experimental study on flexural performance of ultra-high-performance concrete with recycled aggregate co-modified by nano-silica and steel fiber. Constr. Build. Mater. 411, 134417 (2024).
Cheng, S. et al. Influence of industrial-grade graphene oxide on macro and micro properties of ultra-high performance concrete incorporating recycled fine aggregate. Constr. Build. Mater. 417, 135427 (2024).
Yu, R., Feng, Y., Leng, Y., Wu, Z. & Li, S. Development of a green ultra-high performance concrete (UHPC) based on carbonated recycled aggregate with different strengths. J. Sustain. Cen. Based Mater 14, 1809–1824 (2025).
Guo, Y., Gao, D., Qin, D. & Pi, H. Properties of UHPC with totally recycled fine aggregates and its mixture design method. J. Build. Eng 100, 111769 (2025).
Meng, Y., Gao, D., Yang, L. & Fang, J. A green ultra-high performance calcium sulfoaluminate cement concrete containing recycled fine aggregate: mechanical properties, microstructure and environmental impact. Constr. Build. Mater. 470, 140641 (2025).
Nassar, R.-U.-D., Zaid, O. & Elhadi, K. M. Utilizing carbonated recycled concrete fines to develop sustainable ultra-high-performance fiber-reinforced concrete. J. Build. Eng 99, 111634 (2025).
Liang, G., Yao, W. & Wei, Y. A green ultra-high performance geopolymer concrete containing recycled fine aggregate: mechanical properties, freeze-thaw resistance and microstructure. Sci. Total Environ. 895, 165090 (2023).
Kang, M.-C., Lee, B., Kang, M., Lee, S.-J. & Pyo, S. Self-sensing properties of cementless ultra-high performance concrete (UHPC) with slag aggregates. J. Build. Eng. 86, 108863 (2024).
Guan, Q. & Zhou, Y. Utilizing ferrochrome slag and autoclaved artificial aggregates for eco-friendly and economical ultra-high-performance concrete: mechanical performance and shrinkage control. Case Stud. Constr. Mater. 22, e04234 (2025).
Zaid, O., Ahmed, M., Yosri, A. M. & Alshammari, T. O. Evaluating the impact of mine tailings wastes on the development of sustainable ultra high performance fiber reinforced concrete. Sci. Rep. 15, 6285 (2025).
Bai, Q., Ma, H.-Y., Xin, Z., Jiang, C.-J. & Liu, H.-B. Preparation and performance research on graphite tailings self-compacting ultra-high performance concrete. Constr. Build. Mater. 458, 139428 (2025).
Taylor, H. F. Cement Chemistry, Vol. 2 (Thomas Telford London, 1997).
Andersson, R., Gram, H.-E., Malolepszy, J. & Deja, J. Alkali-activated Slag. Technical Report (CBI Research, 1988).
Bellmann, F. & Stark, J. Activation of blast furnace slag by a new method. Cem. Concr. Res. 39, 644–650 (2009).
Dixit, A., Du, H. & Pang, S. D. Carbon capture in ultra-high performance concrete using pressurized CO2 curing. Constr. Build. Mater. 288, 123076 (2021).
Ha, N. S. et al. Effect of grounded blast furnace slag and rice husk ash on performance of ultra-high-performance concrete (UHPC) subjected to impact loading. Constr. Build. Mater. 329, 127213 (2022).
Pyo, S. & Kim, H.-K. Fresh and hardened properties of ultra-high performance concrete incorporating coal bottom ash and slag powder. Constr. Build. Mater. 131, 459–466 (2017).
Zhuang, W., Peng, T., Mo, Z., Cui, H. & Zeng, L. Development of eco-friendly ultra-high performance concrete by synergistic utilization of quaternary blends: towards enhanced dynamic performance and lower environmental impact. Sustain. Mater. Technol. 43, e01228 (2025).
Yazici, H., Yiğiter, H., Karabulut, A. Ş. & Baradan, B. Utilization of fly ash and ground granulated blast furnace slag as an alternative silica source in reactive powder concrete. Fuel 87, 2401–2407 (2008).
Shah, H. A., Du, J. & Meng, W. Low-carbon UHPC with carbonated blast furnace slag: impact of mineral composition, carbonation degree, and CaCO3 polymorphs. Cem. Concr. Compos. 160, 106039 (2025).
Zhao, D. et al. Hydration of cement pastes with calcium carbonate polymorphs. Cem. Concr. Res. 173, 107270 (2023).
Qiang, W., Mengxiao, S. & Jun, Y. Influence of classified steel slag with particle sizes smaller than 20μm on the properties of cement and concrete. Constr. Build. Mater. 123, 601–610 (2016).
Wang, Q. & Yan, P. Hydration properties of basic oxygen furnace steel slag. Constr. Build. Mater. 24, 1134–1140 (2010).
Xu, J. et al. Design and assessment of eco-friendly ultra-high performance concrete with steel slag powder and recycled glass powder. Powder Technol 419, 118356 (2023).
Kourounis, S., Tsivilis, S., Tsakiridis, P., Papadimitriou, G. & Tsibouki, Z. Properties and hydration of blended cements with steelmaking slag. Cem. Concr. Res. 37, 815–822 (2007).
Martins, A. C. P. et al. Steel slags in cement-based composites: an ultimate review on characterization, applications and performance. Constr. Build. Mater. 291, 123265 (2021).
Liu, Y., Zhang, Z., Hou, G. & Yan, P. Preparation of sustainable and green cement-based composite binders with high-volume steel slag powder and ultrafine blast furnace slag powder. J. Clean. Prod 289, 125133 (2021).
Zhang, X., Zhao, S., Liu, Z. & Wang, F. Utilization of steel slag in ultra-high performance concrete with enhanced eco-friendliness. Constr. Build. Mater. 214, 28–36 (2019).
Sun, G., Shi, J. & Qu, Y. Cracking and yield behavior of reinforced UHPC beams containing steel slag under flexural test. Eng. Struct. 280, 115693 (2023).
Srivastava, S. et al. Carbonated steel slags as supplementary cementitious materials: reaction kinetics and phase evolution. Cem. Concr. Compos. 142, 105213 (2023).
Pang, B., Zhou, Z., Cheng, X., Du, P. & Xu, H. Itz properties of concrete with carbonated steel slag aggregate in salty freeze-thaw environment. Constr. Build. Mater. 114, 162–171 (2016).
Pang, B. et al. Autogenous and engineered healing mechanisms of carbonated steel slag aggregate in concrete. Constr. Build. Mater. 107, 191–202 (2016).
Huijgen, W. J. J., Witkamp, G.-J. & Comans, R. N. J. Mineral CO2 sequestration by steel slag carbonation. Environ. Sci. Technol. 39, 9676–9682 (2005).
Mehdizadeh, H., Wu, Y., Mo, K. H. & Ling, T.-C. Evaluation of carbonation conversion of recycled concrete fines using high-temperature CO2: reaction kinetics and statistical method for parameters optimization. J. Environ. Chem. Eng 11, 109796 (2023).
Sun, X. et al. Mechanical activation of steel slag to prepare supplementary cementitious materials: a comparative research based on the particle size distribution, hydration, toxicity assessment and carbon dioxide emission. J. Build. Eng 60, 105200 (2022).
EUROFER. Low Carbon Roadmap. Pathways to a CO2-neutral European Steel Industry. Technical Report (The European Steel Association (EUROFER), 2019).
IEA. Net Zero by 2050: A Roadmap for the Global Energy Sector (IEA, 2021).
Morfeldt, J., Nijs, W. & Silveira, S. The impact of climate targets on future steel production – an analysis based on a global energy system model. J. Clean. Prod 103, 469–482 (2015).
Tran-Nguyen, H.-H., Wong, H., Ragueneau, F. & Ha-Minh, C. (eds.). Development of Geopolymer-Based Materials from Coal Bottom Ash and Rice Husk Ash with Sodium Silicate Solutions (Springer, 2018).
Paris, J. M., Roessler, J. G., Ferraro, C. C., DeFord, H. D. & Townsend, T. G. A review of waste products utilized as supplements to Portland cement in concrete. J. Clean. Prod 121, 1–18 (2016).
Kou, S. C. & Xing, F. The effect of recycled glass powder and reject fly ash on the mechanical properties of fibre-reinforced ultrahigh performance concrete. Adv. Mater. Sci. Eng. 8, 263243 (2012).
Ganesh Babu, K. & Siva Nageswara Rao, G. Early strength behaviour of fly ash concretes. Cem. Concr. Res. 24, 277–284 (1994).
Fajun, W., Grutzeck, M. W. & Roy, D. M. The retarding effects of fly ash upon the hydration of cement pastes: the first 24 hours. Cem. Concr. Res. 15, 174–184 (1985).
Ogawa, K., Uchikawa, H., Takemoto, K. & Yasui, I. The mechanism of the hydration in the system c3s-pozzolana. Cem. Concr. Res. 10, 683–696 (1980).
Zheng, Q. et al. Influence of ultra-fine pozzolanic materials on the self-healing capabilities of ultra-high performance concrete under carbonation conditioning. Cem. Concr. Res. 187, 107712 (2025).
Kim, H.-K. Utilization of sieved and ground coal bottom ash powders as a coarse binder in high-strength mortar to improve workability. Constr. Build. Mater. 91, 57–64 (2015).
Tiu, E. S. K., Raman, S. N., Kong, D., Sofi, M. & Geng, G. Correlating the reactivity and strength development of coal bottom ash and coal fly ash in cementitious system. Constr. Build. Mater. 466, 140318 (2025).
Kurama, H. & Kaya, M. Usage of coal combustion bottom ash in concrete mixture. Constr. Build. Mater. 22, 1922–1928 (2008).
Yu, R., Tang, P., Spiesz, P. & Brouwers, H. A study of multiple effects of nano-silica and hybrid fibres on the properties of ultra-high performance fibre reinforced concrete (UHPFRC) incorporating waste bottom ash (WBA). Constr. Build. Mater. 60, 98–110 (2014).
Shen, P., Zheng, H., Xuan, D., Lu, J.-X. & Poon, C. S. Feasible use of municipal solid waste incineration bottom ash in ultra-high performance concrete. Cem. Concr. Compos. 114, 103814 (2020).
Poynting, M. & Stallard, E. Uk to finish with coal power after 142 years. https://www.bbc.com/news/articles/c5y35qz73n8o (2024).
De Weerdt, K. et al. Hydration mechanisms of ternary Portland cements containing limestone powder and fly ash. Cem. Concr. Res. 41, 279–291 (2011).
Kakali, G., Tsivilis, S., Aggeli, E. & Bati, M. Hydration products of C3A, C3S and Portland cement in the presence of CaCo3. Cem. Concr. Res. 30, 1073–1077 (2000).
Menéndez, G., Bonavetti, V. & Irassar, E. Strength development of ternary blended cement with limestone filler and blast-furnace slag. Cem. Concr. Compos. 25, 61–67 (2003).
Avet, F., Boehm-Courjault, E. & Scrivener, K. Investigation of C-A-S-H composition, morphology and density in limestone calcined clay cement (LC3). Cem. Concr. Res. 115, 70–79 (2019).
Avet, F. & Scrivener, K. Influence of ph on the chloride binding capacity of limestone calcined clay cements (LC3). Cem. Concr. Res. 131, 106031 (2020).
Wang, D. et al. A review on use of limestone powder in cement-based materials: mechanism, hydration and microstructures. Constr. Build. Mater. 181, 659–672 (2018).
Wang, D., Shi, C., Farzadnia, N., Shi, Z. & Jia, H. A review on effects of limestone powder on the properties of concrete. Constr. Build. Mater. 192, 153–166 (2018).
Yu, R., Spiesz, P. & Brouwers, H. Mix design and properties assessment of ultra-high performance fibre reinforced concrete (UHPFRC). Cem. Concr. Res. 56, 29–39 (2014).
Burroughs, J. F. et al. Potential of finely ground limestone powder to benefit ultra-high performance concrete mixtures. Constr. Build. Mater. 141, 335–342 (2017).
Ding, M. et al. Possibility and advantages of producing an ultra-high performance concrete (UHPC) with ultra-low cement content. Constr. Build. Mater. 273, 122023 (2021).
Ocelić, A., Baričević, A. & Smrkić, M. F. Synergistic integration of waste fibres and supplementary cementitious materials to enhance sustainability of ultra-high-performance concrete (UHPC). Case Stud. Constr. Mater 20, e02772 (2024).
Zhang, Y., Yang, B., Gu, X., Han, D. & Wang, Q. Improving the performance of ultra-high performance concrete containing lithium slag by incorporating limestone powder. J. Build. Eng 72, 106610 (2023).
Peys, A., Hertel, T. & Snellings, R. Co-calcination of bauxite residue with kaolinite in pursuit of a robust and high-quality supplementary cementitious material. Front. Mater. 9, 913151 (2022).
Evans, K. The history, challenges, and new developments in the management and use of bauxite residue. J. Sust. Metall 2, 316–331 (2016).
Hou, D. et al. Sustainable use of red mud in ultra-high performance concrete (UHPC): design and performance evaluation. Cem. Concr. Compos. 115, 103862 (2021).
Peng, G.-F., Wang, X.-F., Ding, H. & Jia, Y.-J. Effect of calcined red mud on the mechanical properties and microstructure of ultra-high performance concrete. Constr. Build. Mater. 484, 141891 (2025).
Yan, P., Chen, B., Aminul Haque, M. & Liu, T. Influence of red mud on the engineering and microstructural properties of sustainable ultra-high performance concrete. Constr. Build. Mater. 396, 132404 (2023).
Huang, Y., Chen, Q., Shang, H., Wang, J. & Song, N. Development of sustainable ultra-high-performance concrete (UHPC) by synergistic utilization of red mud and limestone powder. J. Build. Eng 90, 109372 (2024).
Baker, E., Davies, M., Fourie, A., Mudd, G. & Thygesen, K. Chapter ii. mine tailings facilities: overview and industry trends. In Towards Zero Harm: A Compendium of Papers Prepared for the Global Tailings Review (eds, Oberle, B., Brereton, D. & Mihaylova, E. A.) 14–25 (Global Tailings Review, 2020).
Chen, Q., Tyrer, M., Hills, C., Yang, X. & Carey, P. Immobilisation of heavy metal in cement-based solidification/stabilisation: a review. Waste Manag 29, 390–403 (2009).
Ahmari, S. & Zhang, L. Durability and leaching behavior of mine tailings-based geopolymer bricks. Constr. Build. Mater. 44, 743–750 (2013).
Van Tuan, N., Ye, G., van Breugel, K. & Copuroglu, O. Hydration and microstructure of ultra high performance concrete incorporating rice husk ash. Cem. Concr. Res. 41, 1104–1111 (2011).
Van, V.-T.-A., Rößler, C., Bui, D.-D. & Ludwig, H.-M. Rice husk ash as both pozzolanic admixture and internal curing agent in ultra-high performance concrete. Cem. Concr. Compos. 53, 270–278 (2014).
Huang, H., Gao, X., Wang, H. & Ye, H. Influence of rice husk ash on strength and permeability of ultra-high performance concrete. Constr. Build. Mater. 149, 621–628 (2017).
Zhang, M., Lastra, R. & Malhotra, V. Rice-husk ash paste and concrete: some aspects of hydration and the microstructure of the interfacial zone between the aggregate and paste. Cem. Concr. Res. 26, 963–977 (1996).
Ishak, Z., Bakar, A., Ishiaku, U., Hashim, A. & Azahari, B. An investigation of the potential of rice husk ash as a filler for epoxidized natural rubber—ii. Fatigue behaviour. Eur. Polym. J. 33, 73–79 (1997).
Hamdan, H., Muhid, M. N. M., Endud, S., Listiorini, E. & Ramli, Z. 29Si MAS NMR, XRD and FESEM studies of rice husk silica for the synthesis of zeolites. J. Non Cryst. Solids 211, 126–131 (1997).
Xia, Y. et al. Designing low-carbon ultra-high performance concrete with co-combustion ash of sewage sludge and rice husk. Mater. Struct. 58, 7 (2024).
ASTM C1866/1866M-25. Standard Specification for Ground-glass Pozzolan for Use in Concrete. Technical Report (American Society for Testing and Materials, 2025).
Sun, L., Zhu, X., Kim, M. & Zi, G. Alkali-silica reaction and strength of concrete with pretreated glass particles as fine aggregates. Constr. Build. Mater. 271, 121809 (2021).
Idir, R., Cyr, M. & Tagnit-Hamou, A. Use of waste glass in cement-based materials. EID 57, 7 (2010).
Niibori, Y., Kunita, M., Tochiyama, O. & Chida, T. Dissolution rates of amorphous silica in highly alkaline solution. J. Nucl. Sci. Technol 37, 349–357 (2000).
Du, H. & Tan, K. H. Use of waste glass as sand in mortar: Part ii – alkali–silica reaction and mitigation methods. Cem. Concr. Compos. 35, 118–126 (2013).
Soliman, N. A. & Tagnit-Hamou, A. Using glass sand as an alternative for quartz sand in UHPC. Constr. Build. Mater. 145, 243–252 (2017).
Vaitkevičius, V., Šerelis, E. & Hilbig, H. The effect of glass powder on the microstructure of ultra high performance concrete. Constr. Build. Mater. 68, 102–109 (2014).
Tran, T. M. et al. Development of sustainable ultra-high-performance concrete containing ground granulated blast furnace slag and glass powder: mix design investigation. Constr. Build. Mater. 397, 132358 (2023).
Nia, S. B., Nyland, A., Wivast, J., Kioumarsi, M. & Shafei, B. Investigations of Portland limestone cement and waste glass powder for sustainable ultra-high performance concrete. Case Stud. Constr. Mater. 22, e04425 (2025).
Jiao, Y. et al. Mechanical and fracture properties of ultra-high performance concrete (UHPC) containing waste glass sand as partial replacement material. J. Clean. Prod 277, 123501 (2020).
You, I., Lee, Y., Yoo, D.-Y. & Zi, G. Influence of liquid crystal display glass powder on the tensile performance of ultra-high-performance fiber-reinforced concrete. J. Build. Eng 57, 104901 (2022).
Li, J. et al. Recycled concrete fines as a supplementary cementitious material: mechanical performances, hydration, and microstructures in cementitious systems. Case Stud. Constr. Mater. 21, e03575 (2024).
Yang, X. et al. Straightening methods for RCA and RAC—a review. Cem. Concr. Compos. 141, 105145 (2023).
Hu, X., He, P. & Shi, C. Carbonate binders: historic developments and perspectives. Cem. Concr. Res. 175, 107352 (2024).
Zhan, B., Poon, C. S., Liu, Q., Kou, S. & Shi, C. Experimental study on CO2 curing for enhancement of recycled aggregate properties. Constr. Build. Mater. 67, 3–7 (2014).
Gholizadeh-Vayghan, A., Bellinkx, A., Snellings, R., Vandoren, B. & Quaghebeur, M. The effects of carbonation conditions on the physical and microstructural properties of recycled concrete coarse aggregates. Constr. Build. Mater. 257, 119486 (2020).
Pu, Y. et al. Accelerated carbonation technology for enhanced treatment of recycled concrete aggregates: a state-of-the-art review. Constr. Build. Mater. 282, 122671 (2021).
AFNOR (Association Française de Normalisation). NFP18-513: Addition pour béton hydraulique - Métakaolin - Spécifications et critères de conformité (Association Française de Génie Civil (AFNOR — French standard institute), France, 2012).
Sabir, B., Wild, S. & Bai, J. Metakaolin and calcined clays as pozzolans for concrete: a review. Cem. Concr. Compos. 23, 441–454 (2001).
Poon, C., Kou, S. & Lam, L. Compressive strength, chloride diffusivity and pore structure of high performance metakaolin and silica fume concrete. Constr. Build. Mater. 20, 858–865 (2006).
Avet, F., Snellings, R., Alujas Diaz, A., Ben Haha, M. & Scrivener, K. Development of a new rapid, relevant and reliable (R3) test method to evaluate the pozzolanic reactivity of calcined kaolinitic clays. Cem. Concr. Res. 85, 1–11 (2016).
Scrivener, K. & Favier, A. (eds.). Calcined Clays for Sustainable Concrete (Springer, 2015).
Tafraoui, A., Escadeillas, G. & Vidal, T. Durability of the ultra high performances concrete containing metakaolin. Constr. Build. Mater. 112, 980–987 (2016).
Mo, Z., Gao, X. & Su, A. Mechanical performances and microstructures of metakaolin contained UHPC matrix under steam curing conditions. Constr. Build. Mater. 268, 121112 (2021).
Liu, T. et al. Recycling shield soil dreg into green cementitious material for ultra-high performance concrete: bridging waste management and sustainable construction. Sustain. Mater. Technol. 44, e01373 (2025).
Dixit, A., Du, H. & Pang, S. D. Marine clay in ultra-high performance concrete for filler substitution. Constr. Build. Mater. 263, 120250 (2020).
Rabehi, B., Ghernouti, Y. & Boumchedda, K. Strength and compressive behaviour of ultra high-performance fibre-reinforced concrete (UHPFRC) incorporating algerian calcined clays as pozzolanic materials and silica fume. Eur. J. Environ. Civ. Eng 17, 599–615 (2013).
Muhd Norhasri, M., Hamidah, M., Mohd Fadzil, A. & Megawati, O. Inclusion of nano metakaolin as additive in ultra high performance concrete (UHPC). Constr. Build. Mater. 127, 167–175 (2016).
Ahmad, S., Mohaisen, K. O., Adekunle, S. K., Al-Dulaijan, S. U. & Maslehuddin, M. Influence of admixing natural pozzolan as partial replacement of cement and microsilica in UHPC mixtures. Constr. Build. Mater. 198, 437–444 (2019).
Li, Y. et al. Development of an eco-friendly ultra-high performance concrete based on waste basalt powder for Sichuan-Tibet railway. J. Clean. Prod. 312, 127775 (2021).
Liu, K. et al. Effects of pumice-based porous material on hydration characteristics and persistent shrinkage of ultra-high performance concrete (UHPC). Materials 12, 11 (2019).
Liu, K. et al. Optimization of autogenous shrinkage and microstructure for ultra-high performance concrete (UHPC) based on appropriate application of porous pumice. Constr. Build. Mater. 214, 369–381 (2019).
Mousavinezhad, S. et al. A comprehensive study on non-proprietary ultra-high-performance concrete containing supplementary cementitious materials. Materials 16, 2622 (2023).
Hasan, M., Saidi, T., Mubarak, A. & Jamil, M. Effect of calcined diatomaceous earth, polypropylene fiber, and glass fiber on the mechanical properties of ultra-high-performance fiber-reinforced concrete. J. Mech. Behav. Mater. 32, 20220275 (2023).
Lun Lam, W. et al. Effects of seawater on UHPC: macro and microstructure properties. Constr. Build. Mater. 340, 127767 (2022).
Sun, M., Yu, R., Jiang, C., Fan, D. & Shui, Z. Quantitative effect of seawater on the hydration kinetics and microstructure development of ultra high performance concrete (UHPC). Constr. Build. Mater. 340, 127733 (2022).
Teng, J.-G., Xiang, Y., Yu, T. & Fang, Z. Development and mechanical behaviour of ultra-high-performance seawater sea-sand concrete. Adv. Struct. Eng. 22, 3100–3120 (2019).
Sun, X. et al. Sulphate corrosion mechanism of ultra-high-performance concrete (UHPC) prepared with seawater and sea sand. Polymers 14, 971 (2022).
Li, T. et al. The mechanism of anticorrosion performance and mechanical property differences between seawater sea-sand and freshwater river-sand ultra-high-performance polymer cement mortar (UHPC). Polymers 14, 3105 (2022).
Saleh, S., Li, Y.-L., Hamed, E., Mahmood, A. H. & Zhao, X.-L. Workability, strength, and shrinkage of ultra-high-performance seawater, sea sand concrete with different OPC replacement ratios. J. Sustain. Cen. Based Mater. 12, 271–291 (2023).
Saleh, S., Mahmood, A. H., Hamed, E. & Zhao, X.-L. The mechanical, transport and chloride binding characteristics of ultra-high-performance concrete utilising seawater, sea sand and SCMS. Constr. Build. Mater. 372, 130815 (2023).
Fu, B., Lin, L., Zhou, X., You, X. & Deng, D. Effect of incorporating recycled macro fibres on the properties of ultra-high-performance seawater sea-sand concrete. J. Build. Eng 83, 108460 (2024).
Deng, D. et al. Pullout behavior of recycled macro fibers embedded in ultra-high performance seawater sea-sand concrete. J. Build. Eng 98, 111193 (2024).
Liu, X., Chen, Z., Yu, Z., Chen, P. & Zhang, Y. A review on ultra-high performance seawater sea sand concrete: hydration, microstructure and properties. Constr. Build. Mater. 438, 136945 (2024).
Ge, L., Feng, Z., Sayed, U. & Li, H. Research on the performance of seawater sea-sand concrete: a review. Constr. Build. Mater. 409, 133921 (2023).
Londono-Zuluaga, D. et al. Report of RILEM TC 267-TRM phase 3: validation of the R3 reactivity test across a wide range of materials. Mater. Struct. 55, 142 (2022).
Wang, Y. et al. Reactivity of unconventional fly ashes, SCMS, and fillers: effects of sulfates, carbonates, and temperature. Adv. Eng. Mater. 11, 639–657 (2022).
Geng, J., Easterbrook, D., Liu, Q.-F. & Li, L.-Y. Effect of carbonation on release of bound chlorides in chloride-contaminated concrete. Mag. Concr. Res. 68, 353–363 (2015).
Zhang, Y. et al. Effect of dosage of silica fume on the macro-performance and micro/nanostructure of seawater Portland cement pastes prepared with an ultra-low water-to-binder ratio. Cem. Concr. Compos. 133, 104700 (2022).
Li, H., Farzadnia, N. & Shi, C. The role of seawater in interaction of slag and silica fume with cement in low water-to-binder ratio pastes at the early age of hydration. Constr. Build. Mater. 185, 508–518 (2018).
Xuan, M.-Y., Bae, S. C., Kwon, S.-J. & Wang, X.-Y. Sustainability enhancement of calcined clay and limestone powder hybrid ultra-high-performance concrete using belite-rich Portland cement. Constr. Build. Mater. 351, 128932 (2022).
Xuan, M.-Y. & Wang, X.-Y. Effect of belite-rich cement replacement on the properties enhancement of eco-friendly ultra-high performance concrete containing limestone powder and slag. J. Mater. Res. Technol 23, 1487–1502 (2023).
Song, M., Wang, C., Cui, Y., Li, Q. & Gao, Z. Mechanical performance and microstructure of ultra-high-performance concrete modified by calcium sulfoaluminate cement. Adv. Civ. Eng. 2021, 4002536 (2021).
Wang, J.-Y., Chen, Z.-Z. & Wu, K. Properties of calcium sulfoaluminate cement made ultra-high performance concrete: tensile performance, acoustic emission monitoring of damage evolution and microstructure. Constr. Build. Mater. 208, 767–779 (2019).
Meng, Y. et al. Effect of ultra-fine supplementary cementitious materials on the properties of calcium sulfoaluminate cement-based ultra-high performance concrete. Case Stud. Constr. Mater. 21, e03547 (2024).
Meng, Y., Gao, D., Yang, L. & Fang, J. Properties of green ultra-high performance sulfoaluminate cement concrete incorporating recycled sand under sustained low temperature curing. Cem. Concr. Compos. 164, 106291 (2025).
Shen, D. et al. Influence of polyoxymethylene fibers on autogenous shrinkage, tensile creep, and cracking resistance of ultra-high performance concrete. Cem. Concr. Compos. 161, 106090 (2025).
Shirani, S. et al. Influence of curing temperature on belite cement hydration: a comparative study with Portland cement. Cem. Concr. Res. 147, 106499 (2021).
Cuesta, A., Ayuela, A. & Aranda, M. A. Belite cements and their activation. Cem. Concr. Res. 140, 106319 (2021).
Ramezanianpour, A. A., Ghiasvand, E., Nickseresht, I., Mahdikhani, M. & Moodi, F. Influence of various amounts of limestone powder on performance of Portland limestone cement concretes. Cem. Concr. Compos. 31, 715–720 (2009).
Yang, L., Huang, Q., Che, Q., Gao, D. & Cheng, S. Effect of long-term drying on the performance of sulfoaluminate cement. J. Mater. Res. Technol.-JMRT 27, 4664–4672 (2023).
Glasser, F. & Zhang, L. High-performance cement matrices based on calcium sulfoaluminate–belite compositions. Cem. Concr. Res. 31, 1881–1886 (2001).
Yoo, D.-Y., Park, J.-J., Kim, S.-W. & Yoon, Y.-S. Early age setting, shrinkage and tensile characteristics of ultra high performance fiber reinforced concrete. Constr. Build. Mater. 41, 427–438 (2013).
Kazemi, S. & Lubell, A. S. Influence of specimen size and fiber content on mechanical properties of ultra-high-performance fiber-reinforced concrete. ACI Mater. J. 109, 119115 (2012).
Kühl, I. H. Verfahren zur herstellung von zement aus hochofenschlacke (1908).
Erdem, E. & Ölmez, H. The mechanical properties of supersulphated cement containing phosphogypsum. Cem. Concr. Res. 23, 115–121 (1993).
Taha, A. S., EI-Didamony, H., el Enein, S. A. A. & Amer, H. A. Physico-chemical properties of supersulphated cement pastes. Zem. Kalk. Gips 34, 315–317 (1981).
Liu, S., Wang, L. & Yu, B. Effect of modified phosphogypsum on the hydration properties of the phosphogypsum-based supersulfated cement. Constr. Build. Mater. 214, 9–16 (2019).
Liu, S., Wang, L., Gao, Y., Yu, B. & Bai, Y. Comparing study on hydration properties of various cementitious systems. J. Therm. Anal. Calorim 118, 1483–1492 (2014).
Shi, Y., Long, G., Zen, X., Xie, Y. & Shang, T. Design of binder system of eco-efficient UHPC based on physical packing and chemical effect optimization. Constr. Build. Mater. 274, 121382 (2021).
Han, Y., Lin, R. & Wang, X.-Y. Carbon conversion technology for performance improvement and environmental benefits of ultra-high-performance concrete containing slag. J. Mater. Res. Technol.-JMRT 21, 2571–2583 (2022).
Provis, J. L. & van Deventer, J. S. J. Geopolymers: Structure, Processing, Properties and Industrial Applications, 1st ed. Woodhead Publishing Series in Civil and Structural Engineering (Woodhead Publishing, 2009).
Provis, J. L. & Bernal, S. A. Geopolymers and related alkali-activated materials. Annu. Rev. Mater. Res. 44, 299–327 (2014).
Wetzel, A. & Middendorf, B. Influence of silica fume on properties of fresh and hardened ultra-high performance concrete based on alkali-activated slag. Cem. Concr. Compos. 100, 53–59 (2019).
Kang, S.-H., Kang, H., Lee, N., Kwon, Y.-H. & Moon, J. Development of cementless ultra-high performance fly ash composite (UHPFC) using nucleated pozzolanic reaction of low Ca fly ash. Cem. Concr. Compos. 132, 104650 (2022).
Yan, Y., Zhang, M., Ma, G. & Sanjayan, J. An eco-friendly ultra-high-performance geopolymer concrete with quaternary binders for 3d printing. J. Clean. Prod 487, 144614 (2025).
Qian, Y. et al. Development of cementless alkali-activated ultra-high performance concrete under various steam curing regimes: mechanical properties, permeability, and microstructure. J. Build. Eng 101, 111857 (2025).
Kang, S.-H., Kang, H., Lee, N., Kwon, Y.-H. & Moon, J. Utilization of lime-based alternative hydration to develop cementless uhpfrc. J. Build. Eng 45, 103668 (2022).
Dahal, M., Oinam, Y., Vashistha, P., Oh, J.-E. & Pyo, S. Cementless ultra-high performance concrete (UHPC) using CaO-activated GGBFS and calcium formate as an accelerator. J. Build. Eng 75, 107000 (2023).
Peng, G.-F. et al. Novel cementless ultra-high performance concrete using calcium carbide residue as activator by the aid of combined curing. Mater. Struct. 58, 38 (2025).
Oinam, Y., Vashishtha, P., Dahal, M. & Pyo, S. Calcined paper mill lime mud as an activator in GGBFS-based cementless UHPC. Dev. Built Environ 16, 100289 (2023).
Lee, S. W. et al. Effect of liquid crystal display glass powder to blast furnace slag ratio on the microstructure and mechanical properties of ultra-high-performance alkali-activated concrete. Constr. Build. Mater. 444, 137755 (2024).
Oinam, Y., Moges, K. A., Vashistha, P. & Pyo, S. Utilization of paper mill lime mud to partially replace fillers in cementless ultra-high performance concrete (UHPC). Constr. Build. Mater. 426, 136177 (2024).
He, X. et al. Wet grinding carbonation technique: achieving rapid carbon mineralization of concrete slurry waste under low CO2 flow rate. Chem. Eng. J. 493, 152836 (2024).
Lee, D., Kim, W. K. & Moon, J. Enhanced carbonation performance of rice husk ash blended cement-based composites through in-situ CO2 mixing. Cem. Concr. Compos. 160, 106040 (2025).
Kim, W. K., Lee, J., Park, J. & Moon, J. Thermal influence and stability of in-situ mixed CO2 in cementitious mineral phases. J. Build. Eng. 113, 114223 (2025).
Fan, D. et al. Carbon capture and storage CO2 foam concrete towards higher performance: design, preparation and characteristics. Cem. Concr. Compos. 157, 105925 (2025).
Kim, W. K. et al. Monoethanolamine-catalyzed CO2 mineralization in cementitious materials via in situ CO2 mixing and its synergy with cement hydration. Cem. Concr. Compos. 163, 106218 (2025).
Lee, J., Jeon, D., Kim, S., Lim, A. & Moon, J. Enhancement of fly ash reactivity through triethanolamine addition and CO2 curing. Cem. Concr. Compos. 157, 105874 (2025).
Mahjoubi, S. et al. Data-driven material screening of secondary and natural cementitious precursors. Commun. Mater. 6, 99 (2025).
Circular Ecology. Inventory of Carbon & Energy (ICE) Database Advanced v4.0. (Circular Ecology & University of Bath, 2024).
France. French law: Loi n° 2005-781 du 13 juillet 2005 de programme fixant les orientations de la politique énergétique ("pope law”) (2005).
IPCC. Tar Climate Change 2001: Mitigation. Technical Report, (Intergovernmental Panel on Climate Change (IPCC), 2001).
IPCC. Ar4 Climate Change 2007: Mitigation of Climate Change. Technical Report (Intergovernmental Panel on Climate Change (IPCC), 2007).
France. Stratégie nationale bas-carbone (SNBC) (2024).
IPCC. Climate Change 2022: Mitigation of Climate Change. Technical Report, (Intergovernmental Panel on Climate Change (IPCC), 2022).
IPCC. Global Warming of 1.5°C. Technical Report (Intergovernmental Panel on Climate Change (IPCC), 2018).
Habert, G., Billard, C., Rossi, P., Chen, C. & Roussel, N. Cement production technology improvement compared to factor 4 objectives. Cem. Concr. Res. 40, 820–826 (2010).
Stengel, T. & Schießl, P. 22 - life cycle assessment (LCA) of ultra high performance concrete (UHPC) structures. In Eco-efficient Construction and Building Materials (eds, Pacheco-Torgal, F., Cabeza, L., Labrincha, J. & de Magalhães, A.) 528–564 (Woodhead Publishing, 2014).
Dong, Y. Performance assessment and design of ultra-high performance concrete (UHPC) structures incorporating life-cycle cost and environmental impacts. Constr. Build. Mater. 167, 414–425 (2018).
Joe, C. D. & Moustafa, M. A. Cost and ecological feasibility of using UHPC in bridge piers. in First International Interactive Symposium on Ultra-High Performance Concrete Papers (2016).
Rangelov, M., Spragg, R., Haber, Z. & Dylla, H. Life cycle assessment of ultra-high performance concrete bridge deck overlays. in Pavement, Roadway, and Bridge Life Cycle Assessment 2020, 61–71 (CRC Press, 2020).
Kim, B.-S. et al. Kict’s application of UHPC to the first UHPC cable stayed roadway bridge. in First International Interactive Symposium on Ultra-High Performance Concrete Papers (2016).
Al-Ameen, E., Blanco, A. & Cavalaro, S. Comparative life cycle assessment of sprayed-UHPC sandwich panels over brick & block cavity construction. Eng. Struct. 303, 117492 (2024).
Fan, J., Shao, Y., Bandelt, M. J., Adams, M. P. & Ostertag, C. P. Sustainable reinforced concrete design: The role of ultra-high performance concrete (UHPC) in life-cycle structural performance and environmental impacts. Eng. Struct. 316, 118585 (2024).
ISO 14044:2006. Environmental Management — Life Cycle Assessment — Requirements and Guidelines. Technical Report (International Organization for Standardization, 2006).
EN 15804:2012. Sustainability of Construction Works - Environmental Products Declarations - Core Rules for the Product Category of Construction Products. Technical Report (European Committee for Standardization, 2019).
IPCC. Climate Change 2013: The Physical Science Basis. Contribution of Working Group I to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change. Technical Report (Intergovernmental Panel on Climate Change (IPCC), 2013).
Rai, B. & Wille, K. Recycled glass powder as an alternative to fly ash in non-proprietary UHPC: a comparative study of resource-efficient design, mechanical and durability properties. J. Clean. Prod 451, 141907 (2024).
Turner, L. K. & Collins, F. G. Carbon dioxide equivalent (CO2-e) emissions: a comparison between geopolymer and OPC cement concrete. Constr. Build. Mater. 43, 125–130 (2013).
Yang, K.-H., Song, J.-K. & Song, K.-I. Assessment of CO2 reduction of alkali-activated concrete. J. Clean. Prod 39, 265–272 (2013).
Heath, A., Paine, K. & McManus, M. Minimising the global warming potential of clay based geopolymers. J. Clean. Prod 78, 75–83 (2014).
Habert, G. & Ouellet-Plamondon, C. Recent update on the environmental impact of geopolymers. RILEM Tech. Lett 1, 17–23 (2016).
Liu, Y. et al. Development of ultra-high performance geopolymer concrete (UHPGC): Influence of steel fiber on mechanical properties. Cem. Concr. Compos. 112, 103670 (2020).
Pillai, R. G. et al. Service life and life cycle assessment of reinforced concrete systems with limestone calcined clay cement (LC3). Cem. Concr. Res. 118, 111–119 (2019).
FIB Task Group 10.1 “Model Code 2020”. FIB Model Code for Concree Structures (2020). Technical Report (Fédération Internationale du Béton/International Federation for Structural Concrete (FIB), 2024).
Kodur, V., Solhmirzaei, R., Agrawal, A., Aziz, E. M. & Soroushian, P. Analysis of flexural and shear resistance of ultra high performance fiber reinforced concrete beams without stirrups. Eng. Struct. 174, 873–884 (2018).
Bermudez, M. & Hung, C.-C. Shear strength equation and database for high-strength high-performance fiber-reinforced concrete and ultra- high-performance concrete beams without stirrups (open source). ACI Struct. J. 121, 185–195 (2024).
Shao, Y. & Billington, S. L. Impact of UHPC tensile behavior on steel reinforced UHPC flexural behavior. J. Struct. Eng 148, 04021244 (2022).
Saqif, M. A., Tai, Y.-S. & El-Tawil, S. Experimental and computational evaluation of the ductility of UHPC beams with low steel-reinforcement ratios. J. Struct. Eng 148, 04022077 (2022).
Feng, Z. et al. Flexural and cracking behaviors of reinforced UHPC beams with various reinforcement ratios and fiber contents. Eng. Struct. 248, 113266 (2021).
Hiew, S. Y. et al. 3d micro-ct driven fibre orientation–confinement correlation model for ultra-high-performance concrete (UHPC). Cem. Concr. Compos. 161, 106081 (2025).
Hiew, S. Y. et al. A two-scale constitutive model for steel-confined ultra-high-performance concrete (UHPC) considering fibre–confinement interactions. Compos. Struct. 378, 119904 (2025).
Yunsheng, Z., Wei, S., Sifeng, L., Chujie, J. & Jianzhong, L. Preparation of c200 green reactive powder concrete and its static–dynamic behaviors. Cem. Concr. Compos. 30, 831–838 (2008).
Saleh, S., Zhao, X.-L. & Hamed, E. Development of a sustainable industrial byproduct based seawater and sea sand ultra-high performance concrete. Environ. Sci. Proc 12, 20 (2021).
Kaja, A. et al. Hydration of potassium citrate-activated BOF slag. Cem. Concr. Res. 140, 106291 (2021).
Librandi, P. et al. Mechanical and environmental properties of carbonated steel slag compacts as a function of mineralogy and CO2 uptake. J. CO2 Util. 33, 201–214 (2019).
Hai, R., Zheng, J., Li, J., Hui, C. & Liu, J. Preparation mechanism and properties of thermal activated red mud and its geopolymer repair mortar. Case Stud. Constr. Mater. 20, e02853 (2024).
Gooi, S., Mousa, A. A. & Kong, D. A critical review and gap analysis on the use of coal bottom ash as a substitute constituent in concrete. J. Clean. Prod 268, 121752 (2020).
Kang, M.-C., Ju, S., Oh, T., Yoo, D.-Y. & Pyo, S. Novel treatment method of coal bottom ash for strain-hardening alkali-activated composite. Cem. Concr. Compos. 151, 105598 (2024).
Beak, Y., Lee, Y. H. & Park, S. Naoh treatment for removing porous amorphous phases in coal bottom ash to enhance crushing resistance for fine aggregate application. J. Build. Eng 111, 113422 (2025).
Chen, B. et al. Reactivity and leaching potential of municipal solid waste incineration (MSWI) bottom ash as supplementary cementitious material and precursor for alkali-activated materials. Constr. Build. Mater. 409, 133890 (2023).
Chen, B. & Ye, G. The role of water-treated municipal solid waste incineration (MSWI) bottom ash in microstructure formation and strength development of blended cement pastes. Cem. Concr. Res. 178, 107440 (2024).
Sousa, L. N., Zepper, J., Schollbach, K. & Brouwers, H. Improving the reactivity of industrial recycled concrete fines: exploring mechanical and hydrothermal activation. Constr. Build. Mater. 442, 137594 (2024).
Vallina, D. et al. Bentonite-based LC3 low carbon cement and activation by C-S-H nucleation seeding. Cem. Concr. Compos. 160, 106073 (2025).
Vallina, D. et al. Supplementary cementitious material based on calcined montmorillonite standards. Constr. Build. Mater. 426, 136193 (2024).
Fode, T. A., Jande, Y. A. C. & Kivevele, T. Activated bentonite for physical, mechanical, and durability properties of concrete—a review. Adv. Civ. Eng. 2024, 18 (2024).
Mao, Q., Li, Y., Liu, K., Peng, H. & Shi, X. Mechanism, characterization and factors of reaction between basalt and alkali: exploratory investigation for potential application in geopolymer concrete. Cem. Concr. Compos. 130, 104526 (2022).
Wang, Y. & Suraneni, P. Thermal activation of inert basaltic materials to create supplementary cementitious materials. Cement 13, 100082 (2023).
Amroun, S., Galli, L., Tahlaiti, M. & Suraneni, P. Mechanochemical activation of basaltic fines. Cem. Concr. Res. 195, 107923 (2025).
Capon, R. EPD S-P-05824: UK Average CEM I Sector EPD. Technical Report (Mineral Products Association (MPA) UK, 2024).
British Marine Aggregate Producers Association (BMAPA). Strength from the Depths—Tenth Annual Sustainable Development Report. Technical Report (Mineral Products Association (MPA), London, 2016).
Müller, H. S., Haist, M. & Vogel, M. Assessment of the sustainability potential of concrete and concrete structures considering their environmental impact, performance and lifetime. Constr. Build. Mater. 67, 321–337 (2014).
Garrahan, K., Meil, J. & Finlayson, G. Ferroglobe Silica Fume: An Environmental Product Declaration (EPD 636). Technical Report (Athena Sustainable Materials Institute, 2024).
Terra Nova Ltd. EPD S-P-06999: Superplasticizers Sika®ViscoCrete® and Sika®ViscoFlow®. Technical Report (EPD International AB, Kaisareias, Athens, 2022).
Tomaszewska, J. Type III EPD no. 251/2021: Steel Fibres for Concrete Reinforcement (Arcelormittal). Technical Report (Instytut Techniki Budowlanej (ITB) (2021).
UK Government. Greenhouse Gas Reporting: Conversion Factors 2023. Technical Report (Department for Energy Security and Net Zero (DESNZ), 2023).
Flower, D. J. M. & Sanjayan, J. G. Green house gas emissions due to concrete manufacture. Int. J. Life Cycle Assess. 12, 282–288 (2007).
Ash Development Association of Australia (ADAA). TN 11: Use of Fly Ash to Achieve Enhanced Sustainability in Construction. Technical Report (Ash Development Association of Australia (ADAA), 2012).
Quispe, I., Navia, R. & Kahhat, R. Life cycle assessment of rice husk as an energy source. A Peruvian case study. J. Clean. Prod. 209, 1235–1244 (2019).
Zhang, Z. et al. Conversion of local industrial wastes into greener cement through geopolymer technology: a case study of high-magnesium nickel slag. J. Clean. Prod 141, 463–471 (2017).
Boral Limited. EPD S-P-02323: Boral Cement Lime and Limestone Products EPD. Technical Report (EPD Australasia Limited, 2022).
Adbri Limited. EPD S-P-08468: Adbri Lime Products EPD. Technical Report (EPD Australasia Limited, 2023).
Lazaro, A., Yu, Q. & Brouwers, H. 4 - Nanotechnologies for sustainable construction. In Sustainability of Construction Materials, 2nd ed. Woodhead Publishing Series in Civil and Structural Engineering (ed. Khatib, J. M.) 55–78 (Woodhead Publishing, 2016).
Gu, C., Ye, G. & Sun, W. Ultrahigh performance concrete-properties, applications and perspectives. Sci. China Technol. Sci. 58, 587–599 (2015).
Wu, P. et al. Impact of hematite in red mud on hydration characteristics and environmental performance of cementitious materials. Cem. Concr. Compos. 160, 106035 (2025).
Xue, J., Wang, X., Wang, Z., Xu, S. & Liu, H. Investigations on influencing factors of resistivity measurement for graphite tailings concrete. Cem. Concr. Compos. 123, 104206 (2021).
Jiang, Y. et al. Mechanism of carbonating recycled concrete fines in aqueous environment: the particle size effect. Cem. Concr. Compos. 133, 104655 (2022).
Ambikakumari Sanalkumar, K. U. & Yang, E.-H. Effect of mix design factors on the self-stress-sensing behavior of metakaolin-based geopolymer. Cem. Concr. Compos. 161, 106093 (2025).
Shao, R., Wu, C., Li, J. & Liu, Z. Development of sustainable steel fibre-reinforced dry ultra-high performance concrete (dUHPC). J. Clean. Prod. 337, 130507 (2022).
Wang, Z. et al. Experimental and theoretical investigation on axial tensile behavior of ultra-high performance concrete (UHPC) with recycled steel fibers from waste tires. Constr. Build. Mater. 456, 139300 (2024).
Sun, Y. et al. Characterization, pre-treatment, and potential applications of fine MSWI bottom ash as a supplementary cementitious material. Constr. Build. Mater. 421, 135769 (2024).
Sun, J., Sun, M., Su, A. & Gao, X. Influence of graphite tailings on the mechanical performance, of ultra-high performance concrete. Case Stud. Constr. Mater. 22, e04246 (2025).
zhang, J. et al. Utilizing molybdenum tailings to prepare eco-friendly ultra-high performance concrete (UHPC): workability, mechanical properties and life-cycle assessment. Case Stud. Constr. Mater. 22, e04501 (2025).
Jiang, Y. et al. Ultra-green cement: limestone calcined clay cement (LC3) with recycled cement. Cem. Concr. Compos. 163, 106210 (2025).
Fragoulis, D., Stamatakis, M., Papageorgiou, D. & Chaniotakis, E. The physical and mechanical properties of composite cements manufactured with calcareous and clayey greek diatomite mixtures. Cem. Concr. Compos. 27, 205–209 (2005).
Provis, J. L., Bernal, S. A. & Zhang, Z. The decarbonization of construction—how can alkali-activated materials contribute? Engineering 37, 18–21 (2024).
Graybeal, B. & Davis, M. Cylinder or cube: Strength testing of 80 to 200 mpa (11.6 to 29 ksi) ultra-high-performance fiber-reinforced concrete. ACI Mater. J. 105, 603–609 (2008).
Liu, Y., Ren, Y., Li, Q. & Shi, C. Influence of steel fiber hybridization on the static mechanical performance of ultra-high performance geopolymer concrete (UHPGC). Cem. Concr. Compos. 160, 106064 (2025).
Wu, Z., Shi, C., He, W. & Wu, L. Effects of steel fiber content and shape on mechanical properties of ultra high performance concrete. Constr. Build. Mater. 103, 8–14 (2016).
Gesoglu, M., Güneyisi, E., Muhyaddin, G. F. & Asaad, D. S. Strain hardening ultra-high performance fiber reinforced cementitious composites: effect of fiber type and concentration. Compos. Pt. B Eng 103, 74–83 (2016).
Meng, W., Valipour, M. & Khayat, K. H. Optimization and performance of cost-effective ultra-high performance concrete. Mater. Struct. 50, 29 (2016).
Hiew, S. Y., Teoh, K. B., Raman, S. N., Kong, D. & Hafezolghorani, M. A generalised predictive model for the mechanical properties of mono/hybrid fibre-reinforced ultra-high-performance concrete. Constr. Build. Mater. 426, 136154 (2024).
Yeh, I.-C. Modeling of strength of high-performance concrete using artificial neural networks. Cem. Concr. Res. 28, 1797–1808 (1998).
Yeh, I.-C. Concrete Compressive Strength (UCI Machine Learning Repository, 1998).
Acknowledgements
This work was supported by the Yonsei University Research Fund (Yonsei University Frontier Fellowship for Postdoctoral Researcher) of 2024 (No. 2024-12-0195) and 2025 (No. 2025-12-0218) and the National Research Foundation of Korea (NRF) grant funded by the Korea government (MSIT) (No. RS-2025-00558786).
Author information
Authors and Affiliations
Contributions
S.Y.H. led the conceptualisation, investigation, and formal analysis, and drafted Sections ‘Understanding different alternative materials in UHPC’, ‘Microstructural mechanisms and mechanical properties’, and ‘Conclusion and perspective’ of the manuscript, in addition to contributing to visualisation and review & editing. K.B.T. carried out investigation and methodology, drafted Section ‘Sustainability assessment’ and ‘Conclusion and perspective’, and contributed to visualisation and review & editing. H.S.W. contributed to investigation and review & editing. N.B. contributed to resources and review & editing. D.Y. provided supervision, funding acquisition, validation, formal analysis, and review & editing.
Corresponding author
Ethics declarations
Competing interests
H.S.W. and D.Y. are Editorial Board Members of npj Materials Sustainability. H.S.W. and D.Y. were not involved in the journal’s review of, or decisions related to, this manuscript. All other authors declare no conflict of interest.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Hiew, S.Y., Teoh, K.B., Wong, H.S. et al. Recent advances in low-carbon ultra-high-performance concrete: materials, mechanisms, and sustainability perspectives. npj Mater. Sustain. 4, 3 (2026). https://doi.org/10.1038/s44296-025-00093-5
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44296-025-00093-5
